不同速度焊接的DV19A硅鋼焊接接頭的微觀組織及力學性能
2024-02-28 05:34:12胡列峰胡琳娜
上海金屬 2024年1期
胡列峰 胡琳娜
(中華人民共和國長沙海關,湖南 長沙 410000)
硅鋼中Si質量分數一般為0.5%~4.5%,是一種含碳極低的硅鐵軟磁合金。硅的加入可提高鐵的最大磁導率和電阻率,降低其矯頑力、鐵芯損耗和磁時效[1]。目前,硅鋼已被廣泛應用于電力、電子、通信和軍事工業等領域,主要用于制造電動機、發電機、變壓器、繼電器以及各種電器儀表等,是現代工業中不可缺少的軟磁合金[2]。
Si元素對α-Fe具有強烈的固溶強化作用,使硅鋼的硬度、強度提高,塑性、韌性下降。取向硅鋼在生產中往往需要添加抑制劑以得到磁性能良好的組織,因此相較其他鋼種其Al含量較高。硅鋼的導熱系數較低,焊接時容易過熱,熱膨脹系數較大,焊后冷卻易產生變形和應力[3]。基于硅鋼的成分及性能,采用傳統的焊接方法,如熔化極惰性氣體保護焊、鎢極氬弧焊、熔化極活性氣體保護焊等,焊接得到的接頭組織主要為粗大的鐵素體,焊接接頭韌性差、易開裂,性能遠低于母材,后續需進行退火才能滿足使用要求[4]。
相比于傳統焊接方法,激光焊接具有速度快、熱輸入小、熱影響區窄的特點,所以焊縫窄,力學性能好,不容易變形,晶粒也不容易長大[5]。但是激光焊接也存在著一定的局限性,如接頭脆硬、焊縫區容易出現氣泡和咬邊等,且焊接成本高等。目前激光焊接工藝仍需不斷改進,提高焊接質量的同時提高穩定性、降低成本[6]。
近年來針對硅鋼焊接工藝的研究較多,尤其是對其焊接前后熱處理工藝、焊接方法、焊接工藝參數、焊接表面涂層等的研究取得了一系列成果[7-11]。本文針對某廠DV19A硅鋼焊接過程中熱影響區發生斷裂的現象,在實驗室條件下采用不同焊接速度對硅鋼母材進行激光焊接,測定焊接接頭的抗拉強度和硬度,并采用掃描電子顯微鏡、X射線能譜儀及電子背散射衍射儀等分析焊接接頭的微觀組織及斷口形貌,確定焊縫力學性能出現差異的原因,得到DV19A硅鋼的最佳焊接速度。
1 試驗材料與方法
本文選擇牌號為DV19A的硅鋼,將硅鋼片激光焊接在一起,焊接速度選定為350、375、400 mm/min,分別編為1、2和3號。
依據GB/T 2651—2008《金屬材料焊縫破壞性試驗:橫向拉伸試驗》[12],分別從母材和3塊焊接接頭上切取3個試樣進行拉伸試驗,夾頭移動速率為1 mm/min,取平均值作為結果。采用場發射掃描電子顯微鏡(scanning electron microscope, SEM)觀察焊接接頭拉伸斷口的微觀形貌[13]。
依據GB/T 4043—1999《金屬維氏硬度試驗》測試焊接接頭和母材的硬度[14]。沿焊接接頭厚度方向上中下3條線(如圖1所示),從焊縫處開始每隔50 μm測1個點,試驗力為0.5 N,保持時間為10 s。為了保證待測試樣表面平滑,對其進行電解拋光,電解液成分(體積分數)為10%HClO4+90%C2H5OH[15]。
采用X射線能譜儀(X-ray energy dispersive spectrometer, EDS)分析焊接接頭的成分,對試樣上表面從焊縫區至母材進行線掃描,如圖1所示。
試樣經電解拋光后采用場發射掃描電子顯微鏡觀察焊接接頭不同區域的微觀組織,并采用電子背散射衍射(electron backscattering diffractometer, EBSD)分析試樣沿基體-熱影響區-熔合區的晶粒取向及位錯分布[16]。

圖1 硬度測點及EDS線掃描區域示意圖Fig.1 Schematic diagram of hardness measurement points and EDS line scanning area
2 結果與討論
2.1 力學性能
DV19A硅鋼母材與焊接接頭的拉伸性能如表1所示。可見,3個母材試樣的抗拉強度無明顯波動,3個焊接接頭試樣的抗拉強度均明顯提高,提高幅度分別達38.47%、37.48%和35.15%。其中1號和2號焊接接頭的抗拉強度差別不大,3號焊接接頭的抗拉強度略低。

表1 母材與焊接接頭的抗拉強度Table 1 Tensile strength of the base metals and the welded joints MPa
DV19A硅鋼母材與焊接接頭的硬度分布如圖2所示。可以看出,3個母材試樣的硬度為220~240 HV0.5,1號接頭硬度為210~250 HV0.5,2號接頭硬度為220~270 HV0.5,3號接頭硬度為270~300 HV0.5。3個接頭焊縫區硬度均有所提高,且3號接頭硬度明顯高于1號和2號接頭。
焊接接頭的熱影響區可分為過熱區、正火區(相變重結晶區)和部分相變區。在過熱區,晶粒明顯粗大,形成過熱組織,導致該區域局部強度、塑性和韌性下降,并易產生應力集中,因此過熱區常常是產生裂紋和脆性破壞的部位;在正火區,材料發生重結晶,晶粒細小,力學性能較好,甚至優于母材。部分相變區位于過熱區和正火區之間,該區域材料發生部分相變,即珠光體和部分鐵素體發生重結晶,使晶粒細化;部分鐵素體則來不及轉變,晶粒較粗大,力學性能較差[17]。
結合拉伸試驗結果,3個焊接接頭的抗拉強度相比母材均明顯提高,說明焊接接頭的熱影響區中正火區占比較大,過熱區和部分相變區占比較小甚至沒有。
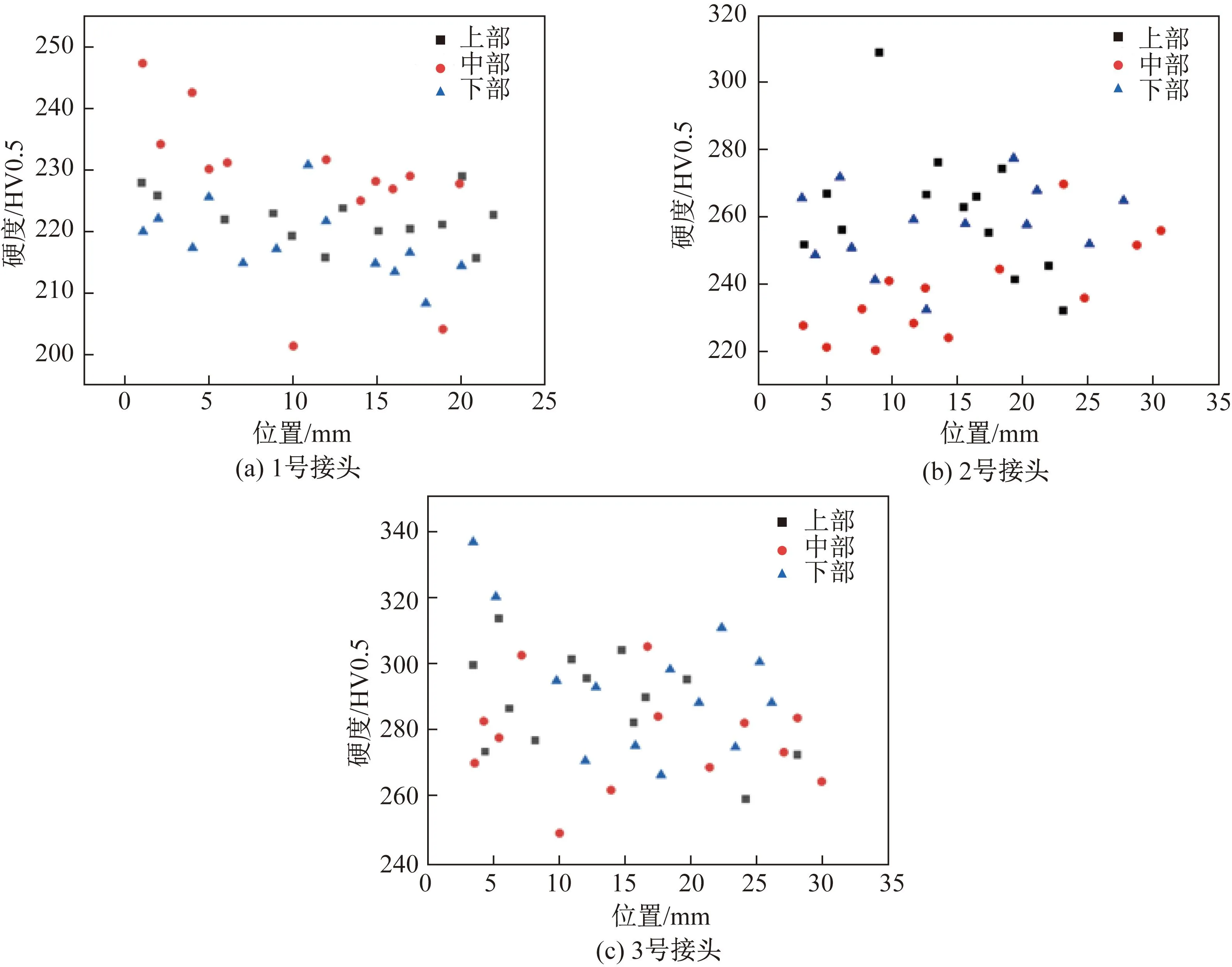
圖2 母材與焊接接頭的硬度分布Fig.2 Hardness distributions of the base metals and the welded joints
2.2 微觀組織
3個焊接接頭拉伸試樣斷口的SEM形貌如圖3所示。可以看出:3個試樣的斷裂方式都為脆性斷裂,斷裂時無明顯的塑性變形,斷口沒有韌窩,呈平齊的切面;進一步觀察發現,裂紋沿晶界擴展,均為沿晶斷裂[18]。
3個試樣的SEM形貌如圖4所示。可以看出:焊接接頭母材主要由大小不一的等軸晶組成(圖4(a));焊縫區為傾斜的鑄態柱狀晶組織,這是由于焊縫處母材完全熔化后重新凝固,晶粒沿著溫度梯度方向生長,最終形成了如圖4(d)所示的柱狀晶組織[19];熱影響區晶粒大小不一,但相比母材細小,導致焊接接頭的抗拉強度提升。
此外還發現,3號接頭焊縫處柱狀晶晶粒明顯比1、2號接頭的粗大,導致其力學性能較差。
3個焊接接頭EDS元素線掃描結果如圖5所示。對比可見,1號接頭成分分布最均勻,2號和3號接頭焊縫區成分波動較大,且無規律。
圖6為3個焊接接頭的EBSD晶粒取向分布。可以看出,母材和熱影響區主要以細小的等軸晶為主,焊縫區多為柱狀晶。隨著焊接速度的提高,焊縫處局部熱量大,在同樣的散熱條件下,凝固速度逐漸減小,柱狀晶尺寸也隨之增大[20-21],因此焊接速度最高的3號接頭(400 mm/min)柱狀晶尺寸明顯大于1號和2號接頭。
試樣在焊接過程中發生了熔化—凝固—再結晶等多個階段的物相變化,其不同區域的冷卻速率存在差異,焊接完成后,焊接區域可能產生內應力[22]。內應力越大、分布越集中,對材料力學性能的危害越大。圖7為采用EBSD測得的試樣內部位錯分布情況,圖中藍色為背景顏色,綠色表示位錯。位錯越密集的部位應力越大[23]。

圖3 焊接接頭拉伸斷口的SEM形貌Fig.3 Scanning electron micrographs of tensile factures of the welded joints
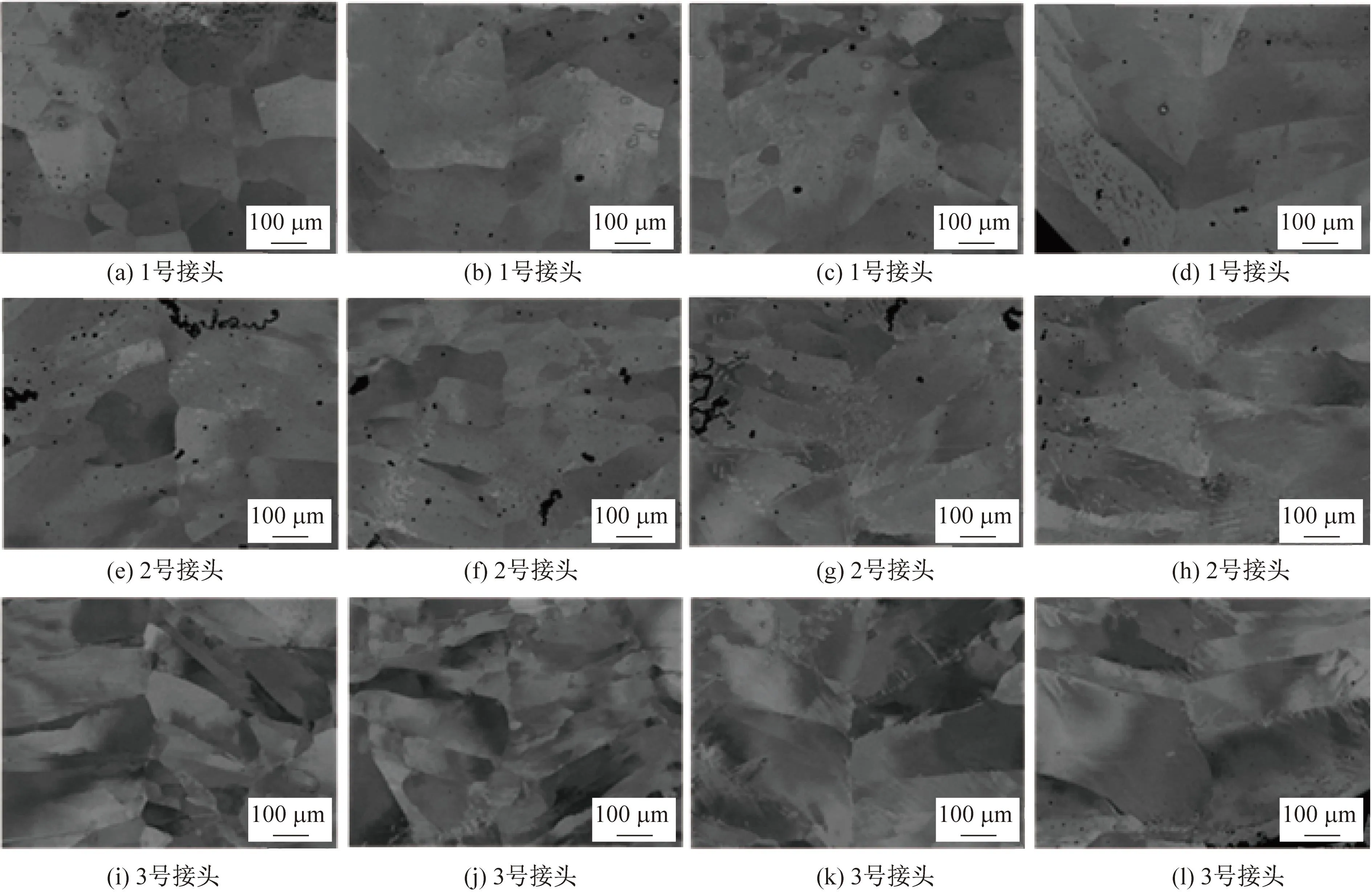
圖4 焊接接頭的SEM形貌Fig.4 Scanning electron micrographs of the welded joints

圖5 焊接接頭的EDS線掃描結果Fig.5 EDS line scanning results of the welded joints

圖6 焊接接頭的晶粒取向分布Fig.6 Grain orientation distributions in the welded joints

圖7 焊接接頭的位錯分布Fig.7 Dislocation distributions in the welded joints
根據圖7可知:對于1號焊接接頭,其應力主要集中在焊縫區,熱影響區只有極少應力分布;2號接頭的應力也主要集中在焊縫區,熱影響區有部分應力分布,且明顯多于1號接頭;3號接頭焊縫區和熱影響區的應力分布明顯多于另2個接頭。由于焊接接頭的內應力主要由不同區域的溫度及冷卻速率不同所致,所以適當降低焊接速度可以使焊縫局部接收到的熱量降低、焊縫處溫度場分布更均勻,進而減少內應力的產生。
綜上分析得出,1號焊接接頭的性能最好,即焊接速度為350 mm/min時,可以得到最好的焊接效果。
3 結論
(1)DV19A硅鋼激光焊接接頭熱影響區的晶粒與母材相比明顯細化,導致焊接接頭的抗拉強度提升。
(2)焊接速度為400 mm/min的焊接接頭晶粒最粗,應力分布最多,力學性能最差。焊接速度為350和375 mm/min的接頭力學性能相當,但前者的成分穩定性更好、應力分布更均勻,力學性能更優。
(3)DV19A硅鋼的最佳激光焊接速度為350 mm/min。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
