3D打印用聚丙烯粉末材料的性能研究*
2024-03-05 02:49:14劉振盈楊瑋婧張得棟
合成材料老化與應(yīng)用 2024年1期
關(guān)鍵詞:力學(xué)性能
劉振盈,楊瑋婧,李 磊,張得棟
(國家能源集團(tuán)寧夏煤業(yè)有限責(zé)任公司煤炭化學(xué)工業(yè)技術(shù)研究院,寧夏 銀川 750411)
3D打印是一種“從無到有”的增材制造方法,突破了傳統(tǒng)制造技術(shù)在成型形狀復(fù)雜產(chǎn)品方面的技術(shù)瓶頸,能快速制造出傳統(tǒng)工藝難以加工的結(jié)構(gòu)特征,在航空航天、汽車、軍事、生物醫(yī)藥、建筑、體育、化工等行業(yè)都有重要應(yīng)用。適用于高分子聚合物材料的3D打印技術(shù)主要包括:選擇性激光燒結(jié)技術(shù)(Selective Laser Sintering,SLS)、選擇性激光熔化技術(shù)(Selective Laser Melting,SLM)、熔融沉積成型技術(shù) (Fused Deposition Modeling,F(xiàn)DM)、三維噴涂粘接技術(shù)(Three-Dimensional Printing,3DP)等。其中,SLS是激光束以3D模型的切分層面為照射軌跡,在鋪好的粉末床上進(jìn)行選擇性激光燒結(jié),之后在燒結(jié)層上面鋪粉末材料,進(jìn)行下一次選擇性激光燒結(jié),上下層致密的燒結(jié)在一起,層層疊加,最終形成三維實(shí)體成型件[1]。與其他3D打印技術(shù)相比,SLS具有生產(chǎn)周期短、材料利用率高、應(yīng)用面廣等優(yōu)點(diǎn)[2-3]。
聚丙烯(PP)作為一種質(zhì)地純凈、無毒無味的通用聚烯烴材料,價格低廉,安全性高,加工性能優(yōu)異,在醫(yī)療、食品包裝、工業(yè)、農(nóng)業(yè)等眾多領(lǐng)域都有應(yīng)用。相比于其它高分子材料,聚丙烯在3D打印領(lǐng)域具有更大的開發(fā)利用價值。本實(shí)驗(yàn)采用聚丙烯粉末作為3D打印高分子材料,將其用于選擇性激光燒結(jié)技術(shù),并與市售選擇性激光燒結(jié)型3D打印用聚丙烯粉末進(jìn)行注塑件和燒結(jié)件的性能對比,為聚丙烯粉末在3D打印領(lǐng)域的應(yīng)用提供指導(dǎo)。
1 實(shí)驗(yàn)部分
1.1 實(shí)驗(yàn)原料
聚丙烯原粉,自制;主抗氧劑A,主抗氧劑B,輔抗氧劑C;對比樣品粉末,某市售SLS型3D打印用聚丙烯粉末,記為Y#PP。
1.2 儀器與設(shè)備
SLS燒結(jié)設(shè)備,HCSLS-500,恒創(chuàng)HC;激光粒度分析儀,LS-POP(9),歐美克OMEC;同步熱分析儀,STA 449F3,德國NETZSCH;樣條注塑機(jī),SmartPower 90/210,奧地利威猛巴頓菲爾;熔體流動速率儀,MFI-2322,承德市金建檢測儀器有限公司;維卡熱變形試驗(yàn)機(jī),40-197-100,德國Coesfeld;萬能材料試驗(yàn)機(jī),5966,美國INSTRON;簡支梁沖擊試驗(yàn)機(jī),9050,美國CEAST;混料機(jī),SWH-30,無錫鑫燕粉體機(jī)械公司;白度指數(shù)儀,Labscan XE,美國Hunter Lab;振篩機(jī),AS200Control,德國萊馳。
1.3 樣品制備
稱取一定量的聚丙烯原粉,按照表1中16組不同抗氧體系配方添加相應(yīng)主抗氧劑和輔抗氧劑,然后在混料機(jī)中混合均勻。用樣條注塑機(jī)制備出拉伸、彎曲、沖擊、硬度標(biāo)準(zhǔn)測試樣條,進(jìn)行力學(xué)性能的測試。通過熱學(xué)、力學(xué)性能對比分析,篩選出更適合進(jìn)行SLS型3D打印的聚丙烯粉末配方。
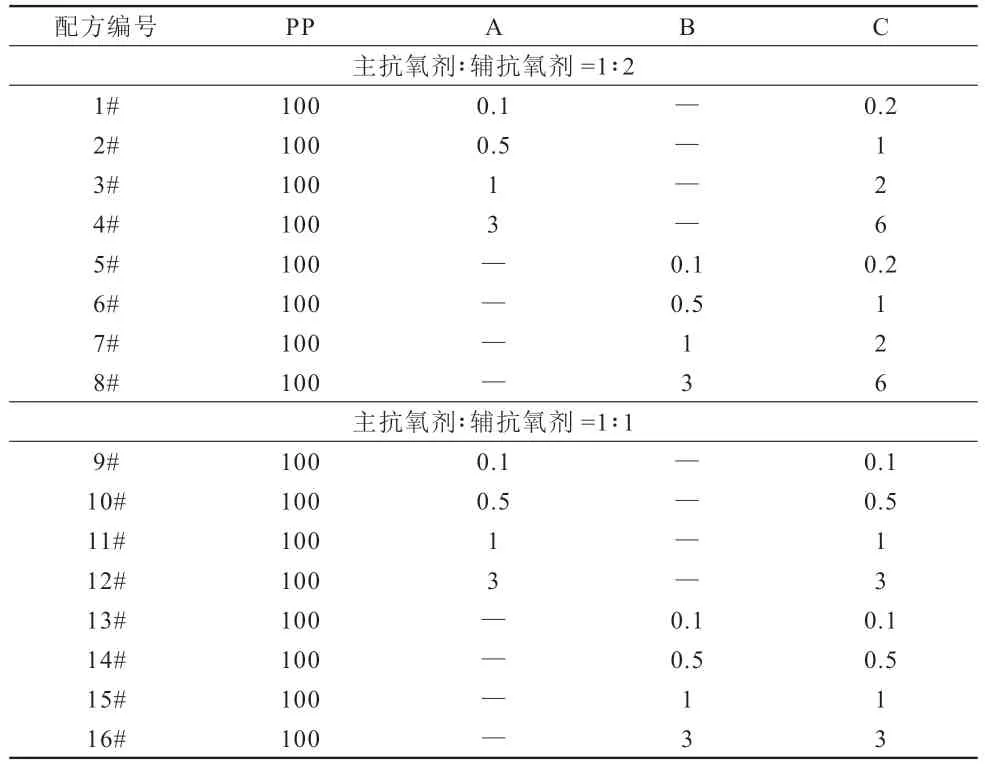
表1 不同抗氧體系實(shí)驗(yàn)配方(單位:g)Table 1 Experimental formulations of different antioxidant systems
在SLS燒結(jié)設(shè)備上分別對篩選出來的配方粉末和Y#PP進(jìn)行3D打印,采用正交實(shí)驗(yàn)法,綜合考慮標(biāo)準(zhǔn)測試樣條成型質(zhì)量和性能指標(biāo),根據(jù)最優(yōu)成型工藝參數(shù),打印出拉伸、彎曲、沖擊、硬度標(biāo)準(zhǔn)測試樣條。
1.4 性能測試與表征
(1)樣條力學(xué)性能:簡支梁沖擊按照GB/T 1043.1-2008測試;拉伸屈服應(yīng)力按照GB/T 1040.2-2006測試;彎曲強(qiáng)度及彎曲模量按照GB/T 934l-2008測試。
(2)成型件表面粗糙度:采用表面粗糙度測量儀,按照GB/T 14234-1993測試。
(3)成型件致密度:采用多功能電子密度測試儀,按照GB/T 1033-1986測試,由于聚丙烯密度小于水的密度,需要抗浮架輔助測量。
(4)粉末粒徑分布:采用激光粒度分布儀進(jìn)行測試,根據(jù)粒徑分布曲線及D10、D50、D90(即粒徑小于10、50、90 μm的百分比)等關(guān)鍵指標(biāo)表征粉末激光燒結(jié)的適配性。
(5)粉末微觀形貌:采用掃描電鏡進(jìn)行測試,將粉末均勻涂抹在導(dǎo)電膠上并粘貼在載物臺上,利用SEM觀察粉末的微觀形貌、粒徑、球形度,重點(diǎn)關(guān)注粉末分布是否均勻。
(6)粉末燒結(jié)窗口測試:采用同步熱分析儀進(jìn)行,溫度范圍為常溫~200℃,升溫速率為10℃/min,降溫速率為5℃/min,在氮?dú)鈿夥毡Wo(hù)下完成測試。根據(jù)DSC曲線獲得粉末的起始結(jié)晶溫度與起始熔融溫度,從而計(jì)算出燒結(jié)窗口。
(7)粉末熱失重分析:采用同步熱分析儀進(jìn)行,溫度范圍為常溫~700℃,升溫速率為10℃/min,在氮?dú)鈿夥毡Wo(hù)下完成測試。
(8)熔融指數(shù)按照GB/T 3682-2000測試,溫度控制在230℃,負(fù)載2.16kg;DSC按照GB/T 19466.3-2004測試;氧化誘導(dǎo)期按照GB/T 19466.6-2009測試;維卡軟化點(diǎn)按照GB/T 1633-2000,采用VICAT B測試方法進(jìn)行;黃色指數(shù)按照HG/T 3862-2006測試。
2 結(jié)果與討論
2.1 不同抗氧體系對3D打印用聚丙烯的性能影響
根據(jù)SLS型3D打印技術(shù)要求,在16組聚丙烯抗氧體系配方中篩選最佳配方,對制得的各組配方樣品和標(biāo)準(zhǔn)測試樣條開展性能表征測試,結(jié)果見表2和表3。
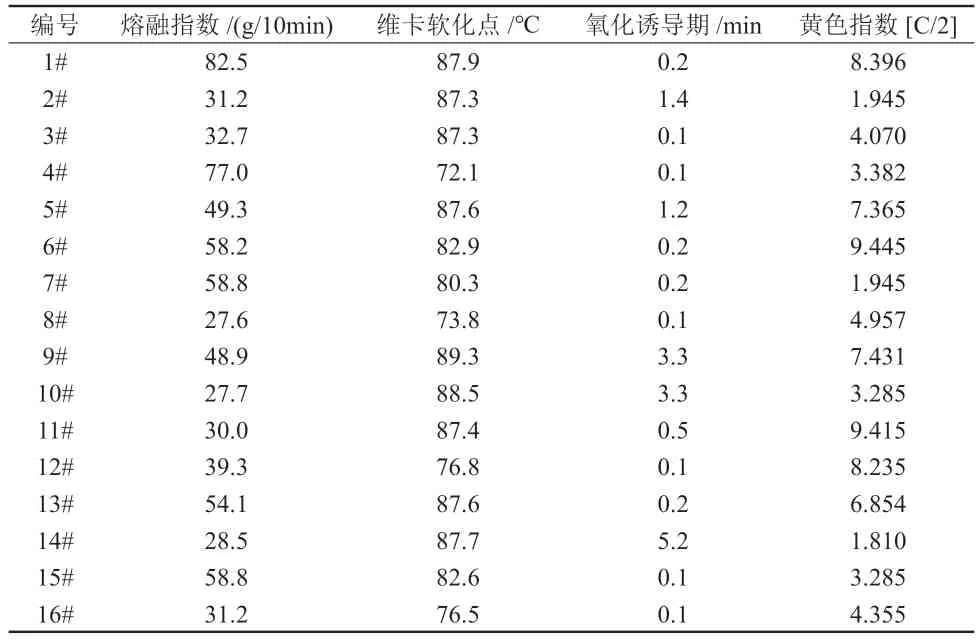
表2 不同抗氧體系下聚丙烯熱學(xué)性能表征結(jié)果Table 2 Results of thermal properties characterization of polypropylene under different antioxidant systems
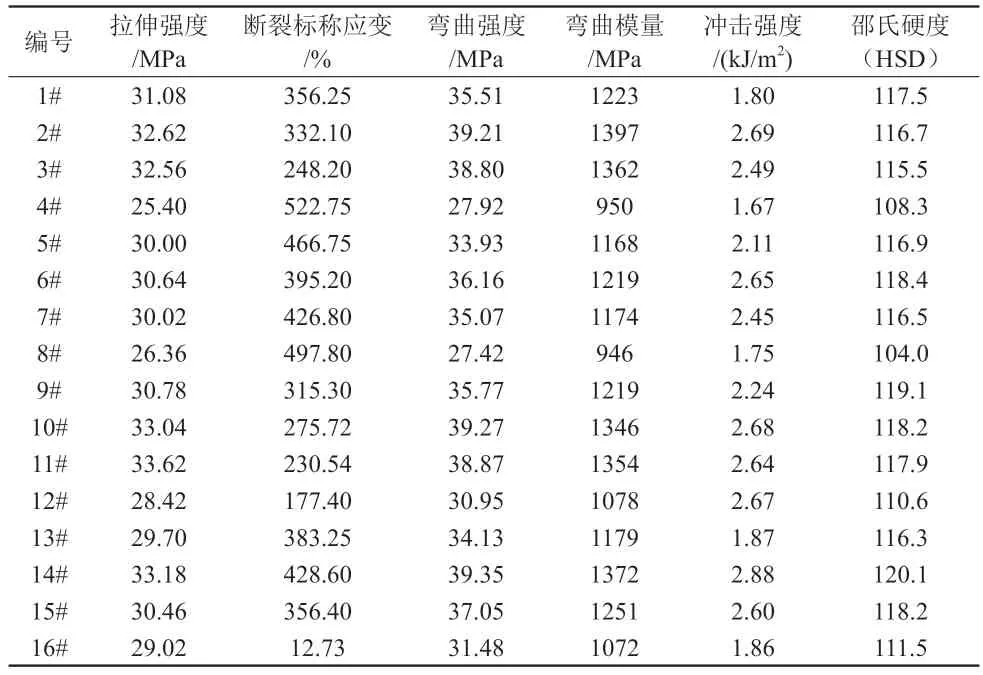
表3 不同抗氧體系下聚丙烯力學(xué)性能表征結(jié)果Table 3 Results of mechanical properties characterization of polypropylene under different antioxidant systems
無抗氧體系的聚丙烯受熱后會發(fā)生分子鏈斷裂和降解,造成機(jī)械性能降低[4],導(dǎo)致加工制品發(fā)脆,成型性差,加入抗氧體系可遏制聚丙烯在加工過程中的熱氧老化降解。
熔融指數(shù)(MFR)反映了樣品的熔體流動性,對于同類聚合物樣品,適中的MFR可以避免燒結(jié)層間粘結(jié)不牢固、燒結(jié)層面錯位移動、熔體鋪展不均等導(dǎo)致打印失敗的問題。由表2可知,在16組配方樣品中,2#、3#、8#、10#、11#、14#、16#熔融指數(shù)整體適中,在25~35 g/10min,表明這些配方中加入的抗氧體系效果最好,有效抑制了聚丙烯鏈的斷裂和降解,符合SLS型3D打印的技術(shù)要求,樣品的熔體流動速率較好,打印成功率更高。
維卡軟化點(diǎn)可以用來評價材料的耐熱性能,是反映材料制品在受熱條件下物理力學(xué)性能的指標(biāo)之一,維卡軟化點(diǎn)越高,表明材料受熱時的尺寸穩(wěn)定性越好,熱變形越小,剛性越大,模量越高。由表2可知,1#~3#、5#、9#~11#、13#、14#維卡軟化點(diǎn)均在87℃以上,耐熱性更好。
氧化誘導(dǎo)期(OIT)是評價材料耐熱降解能力的指標(biāo),氧化誘導(dǎo)期越長,表明樣品的抗氧化性能越好。由表2可知,2#、5#、9#、10#、14#五組樣品的氧化誘導(dǎo)期明顯高于其他配方樣品,其中14#的抗氧性能最優(yōu),OIT值達(dá)到5.2min。
黃色指數(shù)可以直觀評價抗氧劑對聚丙烯耐黃變性能的影響,黃色指數(shù)越大,說明樣品被氧化程度越嚴(yán)重、抗氧化能力越差。由表2可以看出,2#、7#、14#樣品的黃色指數(shù)相比較低,且14#最低,為1.810,表明其抗氧化能力最好。
抗氧劑的加入可以提高聚丙烯的斷裂伸長率、改善韌性,表3所示為16組配方樣品的力學(xué)性能測試結(jié)果,綜合對比拉伸強(qiáng)度和斷裂標(biāo)稱應(yīng)變可得,14#的拉伸性能最佳;綜合對比彎曲強(qiáng)度和彎曲模量,2#和14#的彎曲性能最佳且相當(dāng);14#的沖擊強(qiáng)度和硬度均為最高,明顯看出14#的力學(xué)性能優(yōu)于其他組。在實(shí)驗(yàn)過程中也發(fā)現(xiàn),抗氧劑的加入量過大會導(dǎo)致樣品的力學(xué)性能下降,原因可能是抗氧劑含量的過量會破壞分子鏈結(jié)晶的連續(xù)性,造成空隙和裂縫等缺陷影響制件的使用。
綜上所述,14#配方樣品的熔融指數(shù)適中、維卡軟化點(diǎn)高、氧化誘導(dǎo)期長、黃色指數(shù)低,抗熱氧老化性能最佳,且拉伸強(qiáng)度、彎曲強(qiáng)度、沖擊強(qiáng)度和硬度等綜合力學(xué)性能最優(yōu),表明其3D打印成功率更高、打印制品的質(zhì)量更好,故最終確定14#配方作為本次SLS型3D打印用聚丙烯粉末材料,用于后續(xù)3D打印研究。
2.2 14#PP與市售商品粉末的性能對比
將14#PP與市售SLS型3D打印聚丙烯粉末進(jìn)行性能對比,分析研究其3D打印可成型性和制件性能。
2.2.1 粒徑分布及微觀形貌
選擇性激光燒結(jié)工藝一般要求的粉末粒徑范圍為10~100 μm,且形貌為球形或類球形[5]。粒徑大小及分布合適的高球形度粉末具有更好的流動性,鋪粉會更流暢,鋪好后的粉床更均勻平整,在打印過程中也有利于材料逐層燒結(jié)成型,有助于提高打印效率和打印成功率。同時也可提高成型件的致密度、表面質(zhì)量和精度,更利于打印出結(jié)構(gòu)復(fù)雜的制件。從表4中數(shù)據(jù)可知,Y#PP粉末平均粒徑為75.354μm,14#PP粉末平均粒徑為47.872μm,D10和D90的數(shù)據(jù)說明Y#PP粉末大部分處于28.985~165.241 μm粒徑范圍內(nèi),14#PP粉末大部分處于20.212~93.977 μm粒徑范圍內(nèi)。從圖1的微觀形貌中也可看出,14#PP粉末粒徑更小。對比可得,14#PP球形度更高,同時粒徑分布更集中,表明其收縮性更低,更有利于激光燒結(jié)。
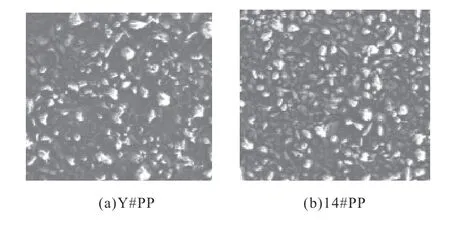
圖1 兩種PP粉末的微觀形貌Fig.1 Microstructure of powder

表4 14#PP和Y#PP粉末粒徑關(guān)鍵指標(biāo)Table 4 Key indexes of particle size of 14#PP and Y#PP
2.2.2 燒結(jié)窗口
激光燒結(jié)成型中燒結(jié)窗口是衡量材料燒結(jié)成型質(zhì)量的重要指標(biāo),燒結(jié)窗口越寬,說明對預(yù)熱溫度的控制要求越寬松,材料的燒結(jié)成型性能越好。對于聚丙烯而言,燒結(jié)窗口的寬度為粉末起始熔融溫度與起始結(jié)晶溫度之間的溫度差。較寬的燒結(jié)窗口可以防止打印過程中成型件的翹曲變形、粉層塌陷[6-7],有利于提高打印成功率,保證選擇性激光燒結(jié)的穩(wěn)定性[8]。測得樣品熔融和結(jié)晶溫度如表5所示,Y#PP的燒結(jié)窗口范圍為117.4~145.9 ℃,寬度為28.5℃;14#PP的燒結(jié)窗口范圍為118.7~152.5 ℃,寬度為33.8℃。對比可得,14#PP的燒結(jié)窗口更寬,有利于提高SLS型3D打印的可控性,熔融溫度更高理論上激光燒結(jié)的可成型性更好。

表5 樣品的熔融結(jié)晶性能(單位:℃)Table 5 Melt crystallization properties of the samples
2.2.3 熱重分析
激光燒結(jié)過程中如果溫度過高會導(dǎo)致粉末產(chǎn)生揮發(fā)性氣體,當(dāng)揮發(fā)性物質(zhì)從粉末顆粒內(nèi)部遷移出時,粉末顆粒內(nèi)部產(chǎn)生空隙,嚴(yán)重影響鋪粉致密程度,進(jìn)一步影響成型件性能。因此測定粉末的熱失重溫度對SLS型3D打印具有指導(dǎo)意義。另外,粉末的熱穩(wěn)定性越好,也越有利于激光燒結(jié)過程結(jié)束后未熔化的粉末與制件分離,經(jīng)處理后可重復(fù)利用[9]。從表6中可以看到,Y#PP起始分解溫度為184.9℃,14#PP起始分解溫度為199.5℃,14#PP相比于Y#PP具有更高的起始分解溫度,說明其熱穩(wěn)定性更好,更有利于粉末的循環(huán)利用。

表6 樣品的熱失重性能參數(shù)(單位:℃)Table 6 Thermogravimetric performance parameters of the samples
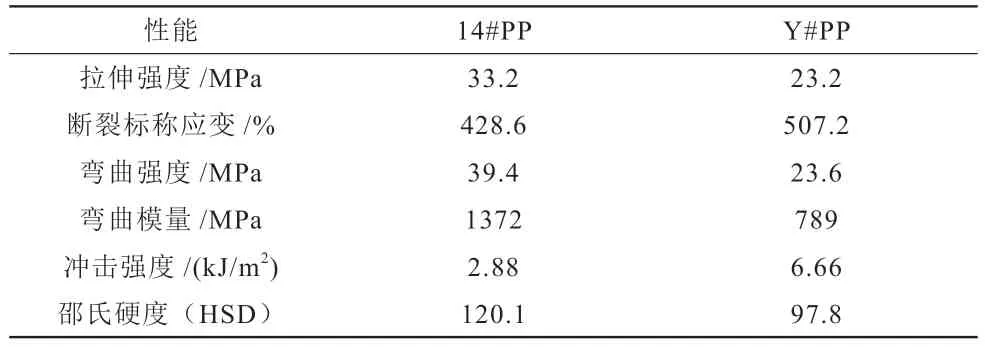
表7 14#PP與Y#PP的注塑件力學(xué)性能對比Table 7 Comparison of mechanical properties of 14#PP and Y#PP injection parts
2.3 14#PP與Y#PP的注塑件力學(xué)性能對比
注塑件的力學(xué)性能可以用來評判粉末材料選擇性激光燒結(jié)成型性的優(yōu)劣,另外也可以反映出粉末燒結(jié)制件的性能,既而影響其應(yīng)用領(lǐng)域,力學(xué)性能優(yōu)則制件的使用范圍更廣。如表 7所示,14#PP的拉伸強(qiáng)度、彎曲強(qiáng)度、彎曲模量、硬度優(yōu)于Y#PP,表明其剛性更好,沖擊強(qiáng)度低于Y#PP,表明其韌性偏低。整體來看,14#PP成型性優(yōu)于Y#PP。
2.4 14#PP與Y#PP的激光燒結(jié)成型件性能對比
在SLS燒結(jié)設(shè)備上分別對14#PP和Y#PP進(jìn)行3D打印,兩者均可成功打印出標(biāo)準(zhǔn)測試樣條。相比于Y#PP,14#PP標(biāo)準(zhǔn)測試樣條成型可達(dá)到的預(yù)熱溫度更高,激光功率和粉層厚度相同的條件下掃描速度更大,掃描間距更小,激光能量密度更低,性能表現(xiàn)為更高的彎曲強(qiáng)度、彎曲模量和硬度,更低的粗糙度,但是拉伸強(qiáng)度、延伸率和沖擊強(qiáng)度明顯更低(如表8所示),表明韌性差,與注塑件的力學(xué)性能測試結(jié)果相同。

表8 14#PP與Y#PP最佳工藝參數(shù)激光燒結(jié)標(biāo)準(zhǔn)測試樣條性能Table 8 14#PP and Y#PP Performance of laser sintering standard test spline with optimal process parameters
3 結(jié)論
(1)通過熱學(xué)性能、力學(xué)性能的對比研究表明,在16組抗氧體系的配方樣品中,14#樣品的綜合性能最優(yōu),此配方下主抗氧劑B和輔抗氧劑C的添加量均為0.5%,其維卡軟化點(diǎn)為87.7℃,氧化誘導(dǎo)期為5.2min,熔融指數(shù)為28.5g/10min,拉伸強(qiáng)度為33.18MPa,斷裂標(biāo)稱應(yīng)變?yōu)?28.6%,彎曲強(qiáng)度為39.35MPa,彎曲模量為1372MPa,沖擊強(qiáng)度為2.88kJ/m2,硬度為120.1。
(2)通過14#PP和Y#PP的粉末性能對比研究表明,14#PP粉末粒徑更小,粒徑分布更集中,球形度更高,燒結(jié)窗口更寬,具有更高的起始分解溫度,表明其收縮性低,激光燒結(jié)可成型性好,熱穩(wěn)定性好。
(3)通過14#PP和Y#PP的注塑件性能對比研究表明,14#PP的剛性更優(yōu),可成型性更好,韌性偏低,可用于打印日用個性化產(chǎn)品。
(4)通過14#PP和Y#PP與選擇性激光燒結(jié)技術(shù)的匹配性研究表明,兩者均可成功打印出標(biāo)準(zhǔn)測試樣條燒結(jié)件,且14#PP的燒結(jié)件具有更高的彎曲強(qiáng)度、彎曲模量和硬度,更低的粗糙度,但是韌性差,與注塑件的力學(xué)性能結(jié)果相同。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(shù)(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學(xué)學(xué)報(bào)(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53