TC4鈦合金側銑加工表面形貌分析及工藝參數優化
2024-03-08 09:32:12賈天浩
海軍航空大學學報 2024年1期
楊 東,賈天浩
(安徽大學 機械工程系,安徽 合肥 230601)
0 引言
鈦合金因比強度高、耐腐蝕性好、熱強度高等一系列優異的性能,在航空航天、國防工業等高端裝備制造領域得到了廣泛應用[1]。銑削是鈦合金結構件加工中最常用的方法之一。但是,由于鈦合金切削過程溫度高、切削力大、刀具易磨損等,鈦合金的加工表面質量很難控制[2]。探明鈦合金銑削加工表面形貌特征及其對切削參數的響應規律,對實現鈦合金加工表面質量調控和提升鈦合金結構件服役性能具有重要理論和實踐意義。
銑削加工表面形貌的創成取決于多種因素,如切削參數、刀具材料、刀具磨損程度等,其中切削工藝參數的優選是最直接和有效的方法[3]。目前,國內外眾多學者對TC4 鈦合金銑削加工表面形貌及參數優化進行了一系列的研究。文獻[4]對TC4 鈦合金進行了銑削加工,發現每齒進給量f對表面粗糙度Ra的影響最大,最優的銑削參數組合為:銑削速度vc=100 m/min,徑向切深ae=4.3 mm,每齒進給量fz=0.02 mm/齒,軸向切深ap=0.05 mm,可獲得的表面粗糙度Ra=0.17 μm。文獻[5]通過開展側銑實驗,研究了不同切削速度vc(48~108 m/min) 以及進給量f(0.04~0.06 mm/r)下的TC4 鈦合金的表面粗糙度Ra。結果表明,在較高的切削速度和較低的進給量下,表面粗糙度降低了20%以上。文獻[6]對TC4 鈦合金進行了不同切削速度vc(30 mm/min 和60 mm/min)和每齒進給量fz(0.01 mm/齒和0.05 mm/齒)的銑削實驗,并分析了銑削表面粗糙度Sa的變化規律。結果表明,fz對Sa的影響大于vc,較低的切削速度和進給速度可以獲得較低的表面粗糙度,即較高的表面質量。
在切削工藝參數的優化方法研究方面,文獻[7]基于遺傳算法以磨損量、表面粗糙度和材料去除率為優化目標,對AISI 1040 鋼切削參數進行了多目標優化,獲得了最優切削參數組合,預測誤差在2%以下。文獻[8]以銑削力和材料去除率為評價指標,采用粒子群優化算法對TC4 鈦合金加工參數進行了多目標優化,得到了最優參數組合:vc=120 m/min,ae=1 mm,fz=0.04 mm/z,ap=10 mm。文獻[9]以TC4 鈦合金銑削力和材料去除率為優化目標,基于遺傳算法得到了加工參數的最優解集。文獻[10]以銑削力、粗糙度、材料去除率建立了多目標優化模型,采用遺傳算法求解獲得了最優銑削參數解集,并通過實驗證明了該方法的可行性。
為實現面向側銑加工表面形貌的切削工藝參數優選,本文主要開展TC4 鈦合金側銑加工實驗研究。從銑削加工表面微觀缺陷、表面粗糙度隨切削參數的響應規律和基于遺傳算法的工藝參數優化3個方面進行研究,為TC4鈦合金側銑加工實踐提供依據。
1 TC4鈦合金側銑加工實驗
試驗材料為TC4 鈦合金鍛坯,規格尺寸為30 mm×30 mm×5 mm。材料微觀組織結構和EDS 能譜如圖1所示。

圖1 TC4鈦合金的微觀結構和EDS能譜Fig.1 Microstructure and EDS spectrum of TC4 titanium alloy
圖中可以看出,TC4 鈦合金是α+β型雙相鈦合金,α相為基體相呈灰暗色,β相為強化相附著在基體上,呈亮白色。TC4 鈦合金主要物理力學性能如表1所列。

表1 TC4鈦合金的微觀結構和EDS能譜Tab.1 Microstructure and EDS spectrum of TC4 titanium alloy
側銑加工實驗在型號為GJ SEIKO LM-6050 的數控機床上進行。加工刀具選用直徑為50 mm 的直角六齒可轉位銑刀,刀片選用Kennametal 公司生產的硬質合金AlTiN(PVD)涂層刀片(APPT1135PESR-FS KC522M),其有效切削長度為11 mm。考慮到干切削方式可以避免切削液阻力引起的排屑不暢,保證加工精度的同時,可解決鈦合金加工液冷成本高、污染環境等方面的問題。因此,實驗加工方式選擇干式銑削。側銑加工實驗現場如圖2所示。
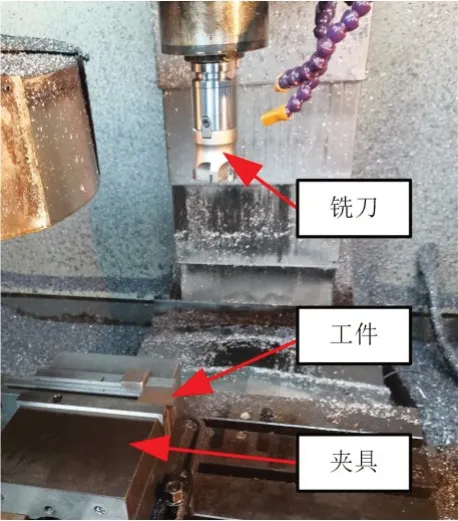
圖2 銑削實驗現場圖Fig.2 Field diagram of milling experiment
采用S-4800 冷場發射掃描電子顯微鏡和基恩士形狀測量激光顯微系統VK-X260K 觀測銑削后的表面形貌,測量三維表面粗糙度Sa以及沿進給方向的二維表面粗糙度Ra。
采用三因素四水平L16(43)正交實驗方法開展實驗,實驗考察因素分別為主軸轉速n、徑向切深ae和每轉進給量f。具體實驗方案如表2所列。
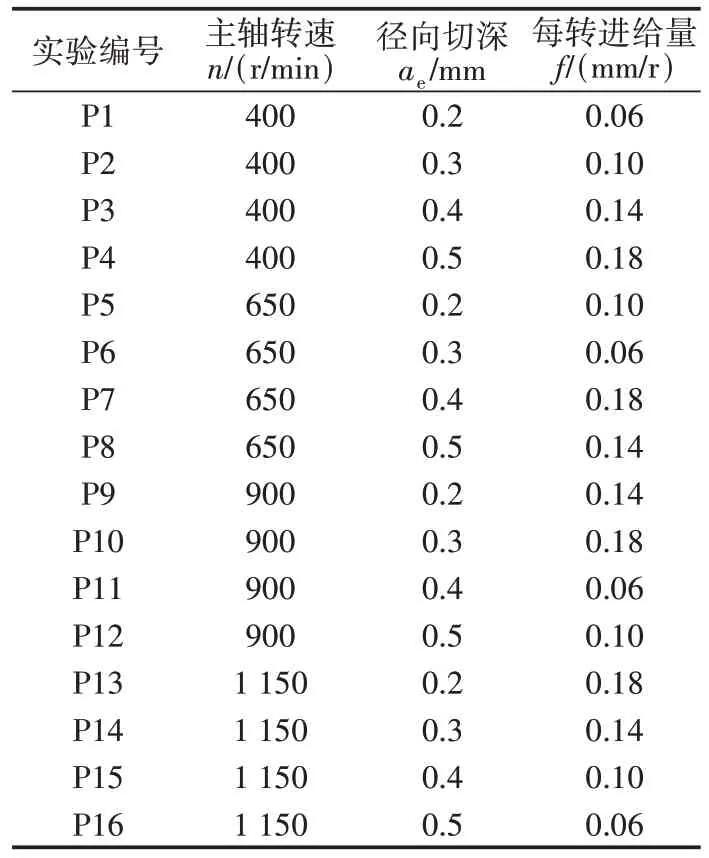
表2 正交試驗參數與結果Tab.2 Parameters and results of orthogonal experiment
2 結果與分析
2.1 加工表面缺陷
不同銑削條件下獲得的加工表面形貌圖及其對應的三維高度云圖如圖3所示。
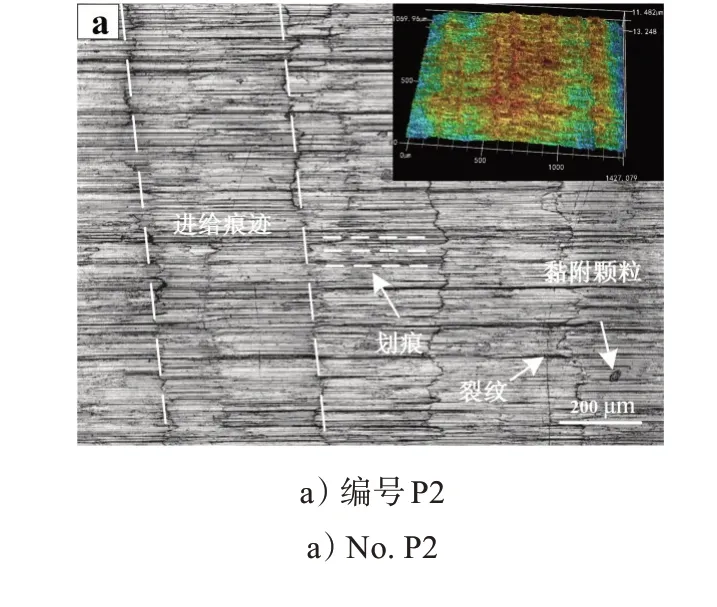
圖3 不同銑削參數下的表面形貌Fig.3 Surface topographies under different milling parameters
從圖3可以看出,加工表面呈現均勻分布的棱線,這是銑刀和工件之間相對運動所產生的進給痕跡,相鄰進給痕跡之間的距離由進給速率決定。由于銑刀后角的影響,在相鄰的進給痕跡之間產生了沿進給方向的劃痕。進給刀痕和表面劃痕可歸結為側銑加工表面固有缺陷,此類缺陷分布規律是由刀具幾何特征和刀具-工件相對運動形成的。
此外,加工表面還觀察到黏附顆粒、隨機劃痕和微小裂紋等缺陷。黏附顆粒可能是微小的切屑或者是從刀具上脫落的硬質點等[11]。對銑削表面的黏附顆粒進行能譜檢測,檢測結果如圖4 所示。圖4 a)發現其成分與TC4 鈦合金基體材料基本相同。可以推斷,黏附顆粒主要是在側銑過程中高溫的微切屑黏附到表面而形成。表面上還存在一些隨機方向的劃痕,這是從銑刀上剝落的硬質點、積屑瘤或者切屑在銑削表面滑擦產生[12-13]。圖4 b)中,劃痕的能譜分析結果與TC4 鈦合金的基體材料基本相同。可以推斷,隨機無定向劃痕是由積屑瘤或碎屑在刀具和工件之間的接觸面滑擦形成。此外,在干式銑削的條件下,由于加工區域中存在較高的熱應力和機械應力,銑削表面便產生了微小裂紋[14]。

圖4 側銑表面缺陷的EDS能譜Fig.4 EDS spectrum of surface defects in peripheral milling
2.2 銑削表面粗糙度
不同銑削工藝條件下,加工表面粗糙度Ra和Sa隨切削工藝參數的響應規律如圖5所示。
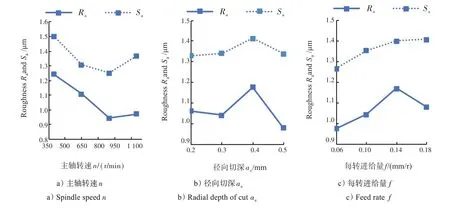
圖5 不同銑削參數對表面粗糙度Ra和Sa的影響Fig.5 Effect of different milling parameters on surface roughness Ra and Sa
圖5 a)中,表面粗糙度Ra的值隨著主軸轉速n從400 r/min 增加到900 r/min 而減小,并在n=900 r/min時達到最小值(Ra=0.944 μm)。當主軸轉速超過900 r/min 時,表面粗糙度呈上升趨勢。主軸速度的增加意味著材料變形率的增加,這將導致在銑削過程中產生更多的熱量。銑刀和工件接觸表面之間的熱量積累會軟化TC4 鈦合金材料,材料的塑性流動使得銑削后的表面粗糙度有所降低[15]。但當主軸速度繼續增加時,刀具與工件接觸表面上積聚的熱量將難以快速消散,導致切屑與銑刀、加工表面間的黏附力增加,從而增加了銑削力[16]。此外,在較高的主軸轉速下,應變硬化和應變率硬化對銑削力的影響大于熱軟化,這也導致銑削力呈上升趨勢[17]。銑削力的增加會使刀具產生顫振現象[18],影響了加工的精度,從而惡化了銑削表面質量,導致表面粗糙度的增加。
圖6 為主軸轉速900 r/min 和1 150 r/min 下觀測的加工表面形貌圖。可以看出,隨著主軸轉速的增加,銑削表面質量降低。在n=1 150 r/min 時獲得的表面高度波動遠大于在n=900 r/min 處獲得的表面高波動,并且表面上黏附顆粒數量大于在n=900 r/min 下獲得的。
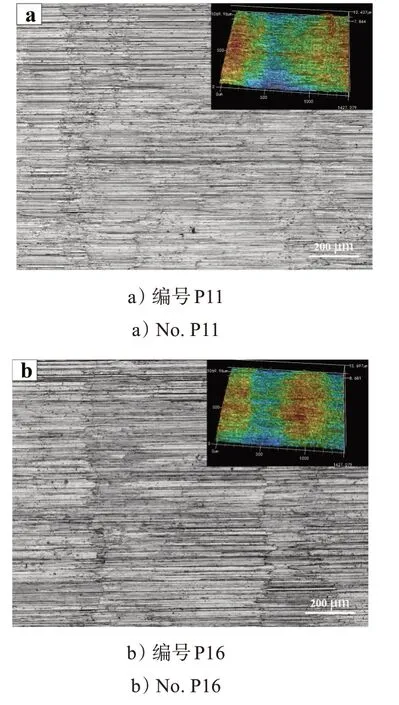
圖6 在不同主軸轉速下的銑削表面形貌Fig.6 Milling surface topography at different spindle speeds
在圖5 b)中,隨著徑向切深ae由0.2 mm 增加到0.4 mm,表面粗糙度Ra的值先是減小了1.88%,然后顯著增加。一方面,工件在加工之前進行了預加工以找平加工面。銑刀和工件表面之間的擠壓和摩擦會導致表面纖維化,從而硬化了待加工表面[19-20]。另一方面,TC4鈦合金的化學活性非常高,很容易與空氣中的元素反應,產生表面硬化層,這也導致了表面硬度的增加[21]。因此,適當增加徑向切削深度會使銑刀在一定程度上避免產生表面硬化層,從而更容易切削材料,使表面粗糙度值略微下降。但銑削過程中,材料剪切區的橫截面積會隨著徑向切深的增加而增加,并且單位時間材料去除率的增加將導致銑削力的增加,從而使表面粗糙度增加。圖7 為徑向切深0.3 mm 和0.4 mm 下觀測的加工表面三維形貌圖,徑向切深的增加導致表面上黏附顆粒、劃痕的增加和表面質量的惡化。當徑向切深ae超過0.4 mm時,表面粗糙度呈下降趨勢。這可解釋為擠壓變形的進一步增加使銑削溫度升高,表面熱軟化效應變得顯著[22]。因此,表面材料更容易去除,并且表面質量得到改善。
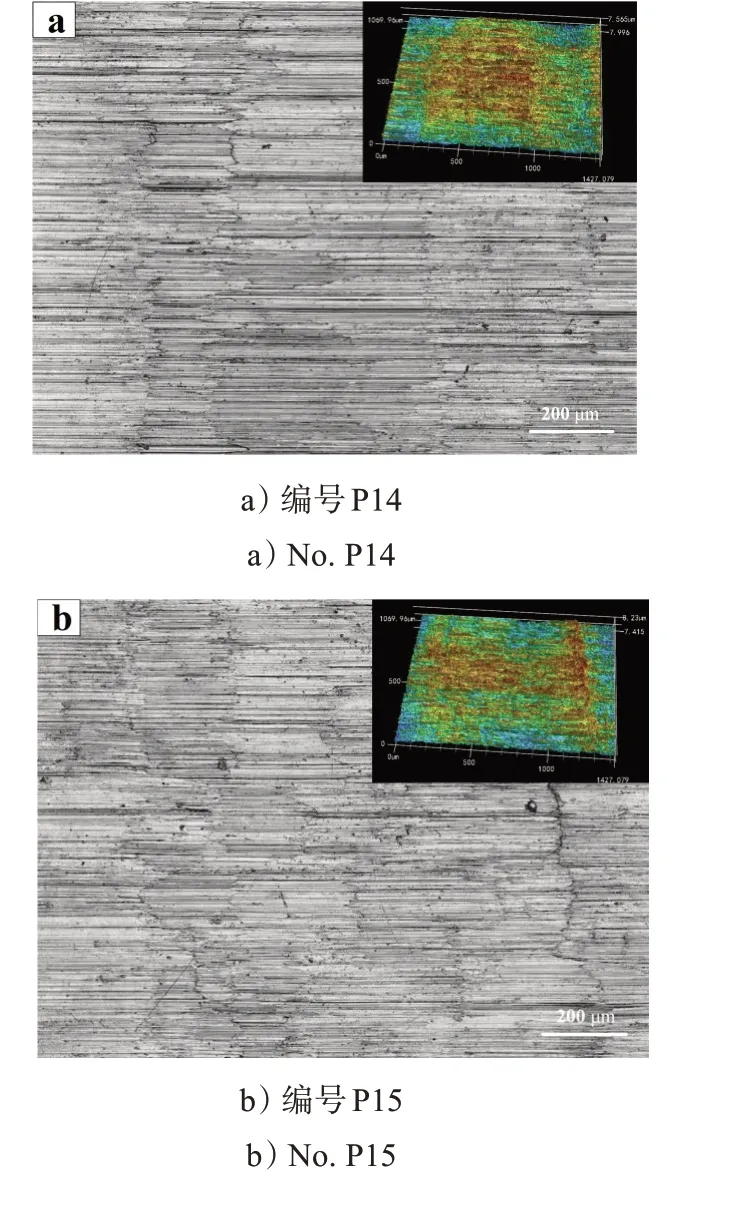
圖7 不同徑向切深下的銑削表面形貌Fig.7 Milling surface topography at different radial depth of cut
在圖5 c)中,隨著進給量f從0.06 mm/r 增加到0.14 mm/r,表面粗糙度Ra的值增大了19.9%。這是由于銑刀在進給方向上每單位切削面積的切削時間減少,加工表面上相鄰峰和谷之間的間距和形態差異增加。銑刀在加工表面上的殘余高度也有所增加,最終導致表面粗糙度增加。特別是在圖3 中,進給痕跡間的不均勻間距會惡化表面質量,這可歸因于銑削力的增加使銑刀在加工過程中產生了振動[23]。當進給量f超過0.14 mm/r 時,表面粗糙度Ra呈現減小的趨勢。這可歸因為銑削溫度變高軟化了TC4 鈦合金材料[24],從而使材料更容易去除,表面粗糙度降低。另一種可能是涂抹效應[25],效應降低了工件表面峰值的高度,從而使表面粗糙度Ra降低。較高的機械載荷和熱載荷促使了這種現象的發生。圖8 為進給量0.14 mm/r和0.18 mm/r 下觀測的加工表面三維形貌。隨著進給量的增加,銑削表面上后刀面引起的劃痕變得更加清晰均勻,表明表面質量有所改善。
從圖5 還可以看出,粗糙度Sa的值都高于沿進給方向的粗糙度Ra,Sa與Ra隨銑削參數有類似的變化趨勢,但并不完全相同。圖5 a)中,表面粗糙度Sa隨主軸轉速具有先降低后增加的相同趨勢,并在n=900 r/min時達到最小值(Sa=1.250 μm);圖5 b)中,隨著徑向切深ae由0.2 mm 增 加 到0.3 mm,粗 糙 度Sa增 大 了0.75%,這與粗糙度Ra的變化趨勢恰恰相反;圖5 c)中,當進給量f超過0.14 mm/r 時,粗糙度Sa的值反而呈上升趨勢,這是因為TC4 鈦合金側銑表面不僅包含沿著進給方向的表面特征,還包括垂直于進給方向的特征,如劃痕、隨機顆粒等。特別是銑刀后角引起的劃痕,其在垂直于進給方向的高度波動導致表面粗糙度Sa的增大。
3 基于遺傳算法的側銑工藝參數優化
遺傳算法(Genetic Algorithm,GA)是1 種模擬達爾文進化論中自然選擇和遺傳學機理生物進化過程的計算模型。該算法將問題求解的過程轉換成生物體中染色體選擇、交叉和變異的過程,相對于一些常規優化算法,其計算簡單高效。算法的基本流程如圖9所示。
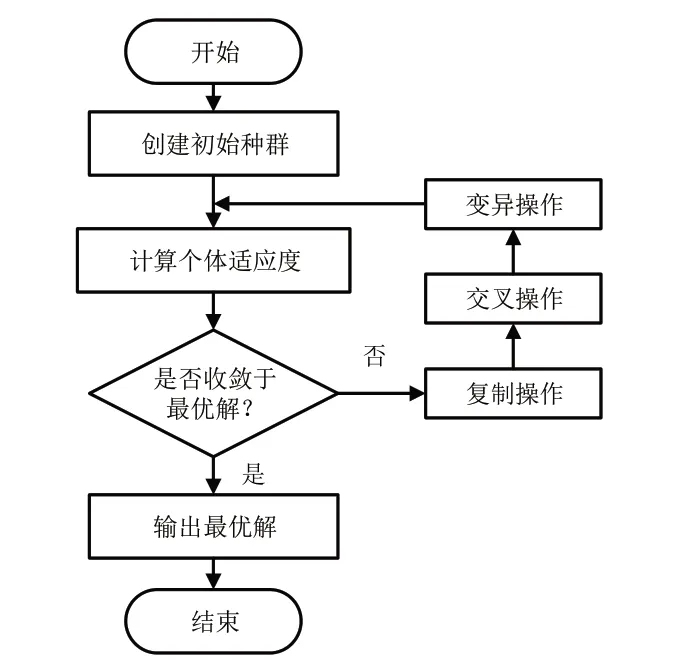
圖9 遺傳算法基本流程圖Fig.9 Basic flowchart of genetic algorithm
將主軸轉速n、徑向切深ae、每轉進給量f作為優化模型的變量,根據正交試驗結果以及各銑削參數的取值范圍,可以得到優化目標的約束方程如下:
則優化的數學模型可寫為:
借助MATLAB 數學軟件平臺,采用Gamultiobj 函數進行優化問題的求解。在Gamultiobj 函數的參數中,交叉概率和變異概率的選擇對種群的更新影響最大。交叉的概率過低會大大降低種群的更新速度,交叉概率過高會破壞種群內的最優解;變異概率過低會使種群內的有效基因缺失,變異概率過高雖使得種群多樣性增大,但會使現有種群規模遭到破壞。因此,需要根據實際求解問題,對參數進行合理的處理,具體參數設置如表3所示。
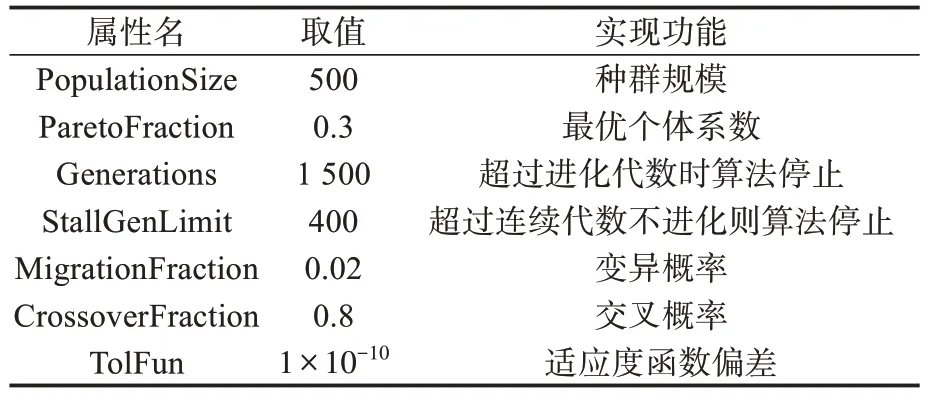
表3 Gamultiobj函數相關參數數值與含義Tab.3 Numerical values and meanings of parameters related to the Gamultiobj function
求解后,獲得了150 組帕累托(Pareto)最優解,對應的粗糙度值如圖10所示,部分最優解如表4所示。

表4 部分Pareto最優解Tab.4 Partial Pareto optimal solution
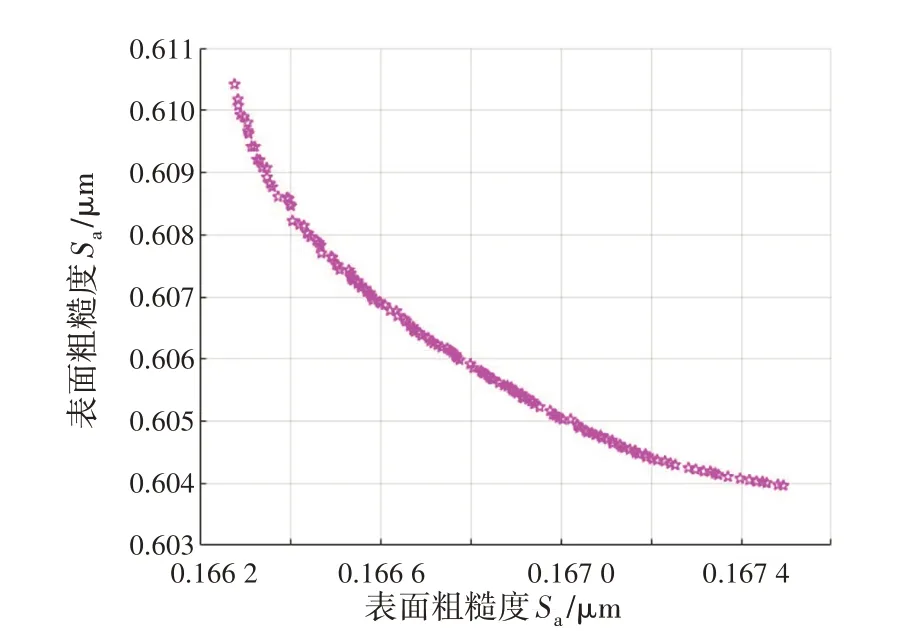
圖10 Pareto前端解集Fig.10 Pareto front set
采用隸屬度函數對Pareto解集中的最優解進行評價:
式(4)中:fi表示第i個目標函數,i=1,2;最優結果選取P值最大時對應的Pareto解集中的銑削參數。
4 結論
1) TC4 鈦合金側銑加工表面微觀缺陷主要包括進給刀痕、后刀面摩擦劃痕、黏附顆粒、微小裂紋和隨機劃痕等。進給刀痕和后刀面摩擦劃痕可歸結為側銑加工表面固有缺陷,此類缺陷分布規律是由刀具幾何特征和刀具-工件相對運動形成的;黏附顆粒、隨機劃痕和微小裂紋等隨機性缺陷,主要是微小切屑附著、積屑瘤摩擦以及在熱應力和機械應力的作用下產生的。
2) 銑削表面粗糙度隨主軸轉速的增大先減小后增大;隨徑向切深的增大先增大后減小;隨進給量先增大后減小。但Ra和Sa隨銑削參數的變化規律并不完全,這是因為銑削表面不僅包含沿進給方向的特征,還包括垂直于進給方向的特征,特別是銑削后角引起的劃痕,其在垂直于進給方向的高度波動使得Sa數值增大。
3) 基于遺傳算法以最小表面粗糙度值為優化目標,在實驗參數范圍內得到的最優側銑參數組合為:主軸轉速n=1 093 r/min,徑向切深ae=0.2 mm,每轉進給量f=0.06 mm/r。在該條件下,可獲得較小的表面粗糙度值,即Ra=0.167 3 μm和Sa=0.604 3 μm。