壓邊圈對應制件位置起皺預判與解決方法
2024-03-13 08:58:46林春海
模具工業 2024年2期
關鍵詞:區域
林春海
(柳州福臻車體實業有限公司,廣西 柳州 545005)
0 引言
在實際沖壓生產或模具調試中,常會發現壓邊圈壓住制件的局部區域出現皺紋或波浪等不平整的缺陷,如圖1 所示。制件上這類缺陷會加速壓邊圈表面以及上模零件相應位置的磨損,如熱處理區域磨損或鍍層脫落,加速模具的老化,在高頻次生產中,制件無法保持應有尺寸的穩定性。經對多個拉深流入量相對較大(大于20 mm)的制件進行統計發現:這類制件在壓邊圈所在區域出現起皺的可能性更大,出現起皺后材料流入量相對于理論值偏小,導致制件產生開裂問題,為了解決此問題,現場鉗工要進行拉深筋的調整,將壓邊力減小,但這又會導致制件回彈發生變化。綜合上述問題,解決壓邊圈區域制件的起皺較為重要。

圖1 制件拐角起皺
1 前期檢查
在預判制件起皺區域前,需要對壓邊圈實體筋、支持模式、壓料力大小、成形過程中間隙等進行檢查,確保不是因為這些參數設置不正確而導致制件起皺。
1.1 壓邊圈實體筋
前期檢查壓邊圈拉深筋,一般采用三維繪圖軟件制作實體拉深筋,不可使用軟件自帶的虛擬系數筋計算,因為虛擬系數筋所反饋的壓邊力偏小,無法正確體現壓邊力。
1.2 支持模式選擇
在AutoForm 中可供選擇的壓邊圈支持模式有4種:①Rigid;②Force Controlled;③Spring Controlled;④Gap Controlled。現利用Spring Controlled 支持模式,該模式的特點是在成形過程中出現支持力(即拉深筋成形力與反作用力的總力)大于壓邊力時,壓邊圈會彈開相應的間隙,支持力越大,彈開間隙越大,起皺風險越高,制件尺寸不穩定性增加。支持模式設置方式如圖2所示,選擇Spring Controlled,且勾選No Bottoming。
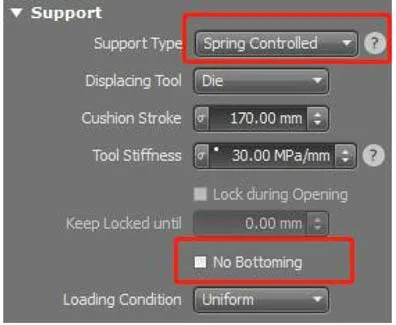
圖2 支持模式設置
1.3 壓料力大小
壓料力大小一般前期能確定,壓料力來源有2種情況:①使用頂桿提供壓力;②使用氮氣彈簧提供壓力,如圖3 所示。2 種壓力源都需要使用Spring Controlled 支持方式,只是氮氣彈簧需要設置初始力與線性變化系數,需注意的是設置的壓邊力必須大于拉深筋反饋的支持力,且需要保留壓邊力10%以上的裕度,預防轉化為實體筋后出現壓邊力不足的情況。
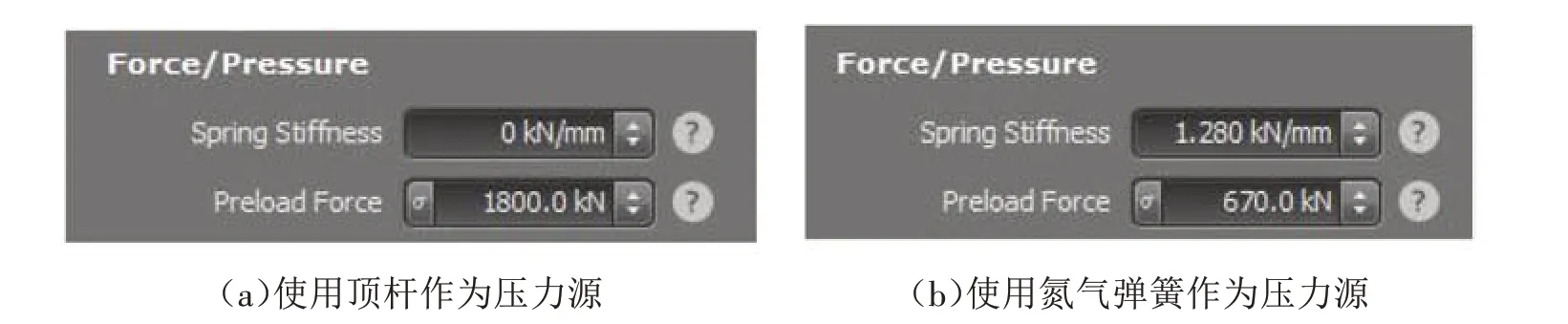
圖3 壓力源
1.4 成形過程中間隙
在軟件結果一欄檢查,壓邊圈(Binder)結果下的工作方向位移結果始終保持0,如圖4 所示,說明整個拉深過程中壓料力是足夠的。

圖4 壓邊圈相對位移
2 CAE結果評估
對上述步驟檢查后,將從以下方面對分析的CAE 結果進行評估:①潛在起皺(potential wrinkles);②接觸距離(contact distance);③起皺高度(surface defect height)。
2.1 潛在起皺
潛在起皺的上限設置為0.003 mm,現以某汽車行李箱內板為例,將成形時間固定到閉合狀態,觀察超過上限值的區域(橢圓標注的黑色區域),如圖5 所示,壓邊圈完成閉合時在拉深筋的拐角位置有起皺風險。
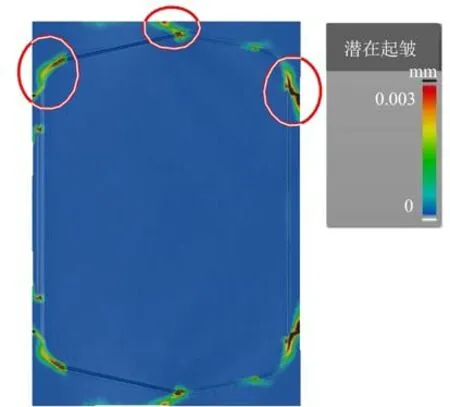
圖5 潛在起皺
2.2 接觸距離
將成形時間固定在閉合前1 mm 或者0.5 mm 時間點,將上限設定為0.1 mm,所得結果如圖6(a)所示,在多處呈現波浪趨勢,灰色表示貼合壓邊圈,淺色區域則為凸起遠離壓邊圈的起皺區域,初步判斷壓邊圈對應制件位置為起皺區域。從圖6(b)截面看出,存在明顯的波浪痕跡。
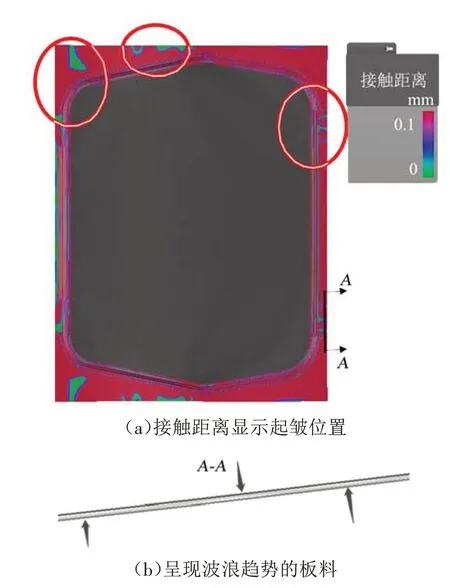
圖6 起皺現象
2.3 起皺高度
制件起皺位置在閉合和拉深到底2個時間點會顯示不同的結果,首先觀察閉合狀態,如圖7 所示,在拐角與廢料面積較大的位置出現了起皺波浪,但對比現場制件照片在閉合狀態,平面區域沒有波浪及皺紋。

圖7 CAE起皺高度與現場照片對比
觀察拉深到底閉合狀態,如圖8所示,在最大材料流入量位置的2 處存在起皺風險,且與現場起皺位置對應,但圖8所示右側起皺區域未體現,故使用起皺高度判斷壓邊圈對應制件位置起皺存在局限性。

圖8 拉深到底后起皺位置對比
3 其他起皺區域判斷證據
在確定壓料力足夠,成形過程壓邊圈沒有彈開的條件下,假設有其他因素的干擾,使壓邊圈存在間隙,如現場鉗工研合的效果不佳或機床給模具施加壓力時壓邊圈產生變形,預定的撓度不能完全消除變形等,可以使用另一種支持方式驗證起皺問題,即間隙控制。間隙控制是假設在成形過程中,壓邊圈會有一定的間隙產生,設定的參數如圖9所示。
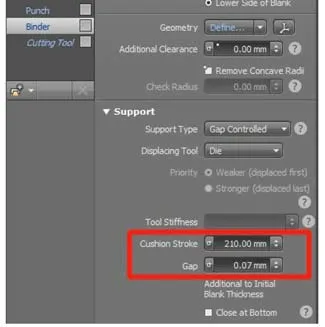
圖9 使用間隙控制設置0.07 mm間隙
設置行程與間隙,間隙按料厚10%設置,即0.07 mm,則壓邊圈和上模零件始終保持0.07 mm 的間隙,計算結果如圖10 所示,在橢圓位置有起皺趨勢,與現場制件情況較為符合。
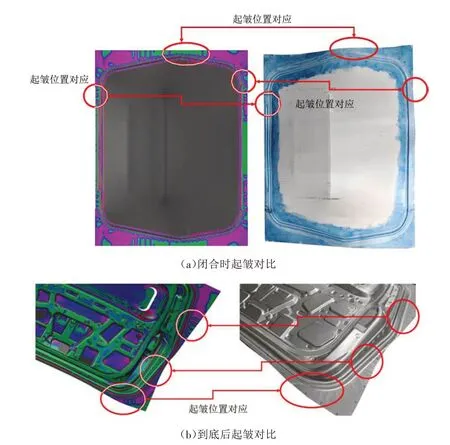
圖10 起皺對比
4 改善壓邊圈對應制件位置起皺的方法
4.1 增加T形拉深筋
CAE 結果顯示制件起皺的位置進行T 形的拉深,且平行于起皺的方向。在起皺出現前主動將其吸收,以機蓋外板為例,如圖11所示,CAE 呈現的結果是在拐角的位置存在起皺風險。
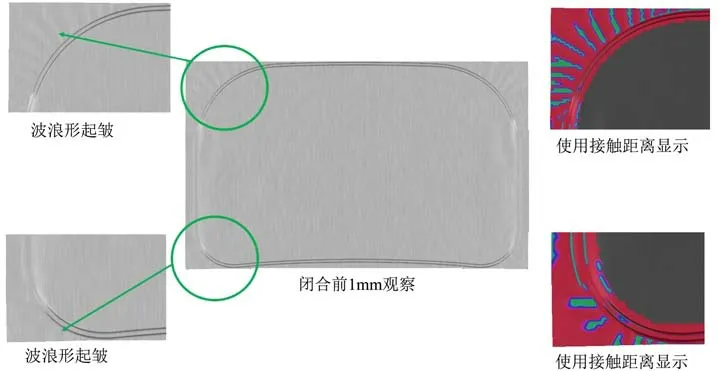
圖11 CAE前期預判壓邊圈對應制件的起皺位置
針對該位置的起皺風險,只需要在起皺位置增加平行于起皺趨勢的拉深筋即可,如圖12 所示,虛線表示平板料的位置,在拐角區域增加T 形拉深筋。

圖12 拐角位置布置T形拉深筋
按新拉深筋重新分析后的理論結果如圖13 所示,拐角處起皺現象得到改善,且實際制件在拐角位置沒有明顯的起皺問題。
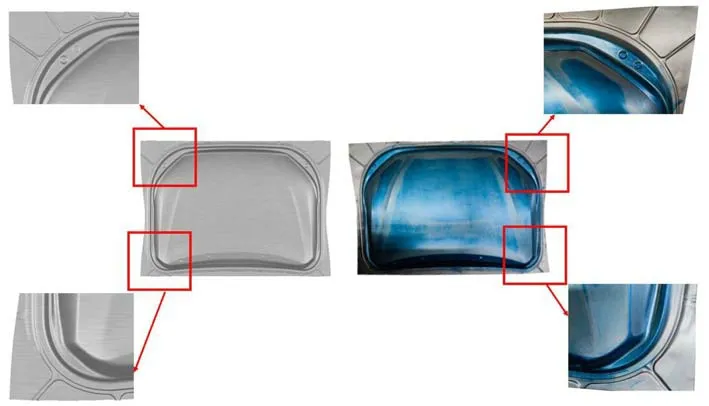
圖13 更改拉深筋后理論與實際制件對比
相比過去項目的機蓋外板,壓邊圈面增加了平行于起皺方向的拉深筋,且增加了起皺區域的制件所需的截面線長,解決了起皺問題。但需注意的是增加T 形筋后,壓邊力會增大,需要確保有足夠的裕度。
4.2 外部設計拉深坎
對于起皺區域較為緩和的波浪形,如圖14 所示,在外筋消失的位置出現了明顯的起皺,對于這種情況可以嘗試在拉深筋外部設計拉深坎,用來代替雙筋。通過圖15所示對比,使用拉深坎在外的方式沒有出現起皺問題。
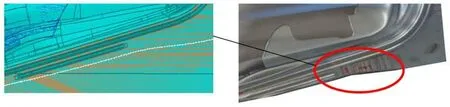
圖14 局部出現起皺
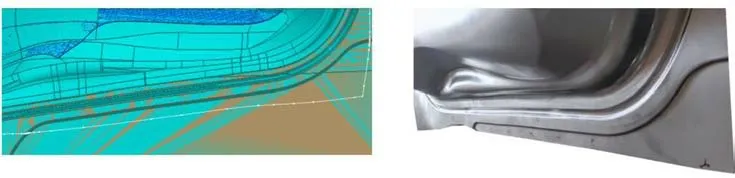
圖15 使用拉深坎
5 結束語
對于材料流入量較小的制件,由于使用較深的拉深筋,板料拐角區域出現起皺的風險較大,板料一旦起皺,按原有壓邊力無法將壓邊圈與模具零件閉合,出現現場制件與理論不相符的問題。可以嘗試使用T形筋,原理是增加了起皺收縮方向的線長,在起皺出現前將多余的材料吸收在拉深筋內,但需注意應保留有壓邊力的裕度,因為增加T 形筋后所需的壓邊力會提高。另一種方式是在拉深筋外增加拉深坎,多用于材料流入量較大的制件,這類制件在模具閉合時沒有起皺,但是在材料流動過程中,因為材料流動不均勻導致起皺,改善原理是在閉合時將板料壓緊,材料流動時因為有拉深坎的加固作用,邊界不會產生起皺問題。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
