加膠內襯復合鋼管制造工藝探索及質量評價
2024-03-13 05:44:22楊勤祥廖青云
鋼管 2024年1期
關鍵詞:工藝
楊勤祥,廖青云
(上海海隆復合鋼管制造有限公司,上海 200949)
二十年來,內襯機械復合鋼管由于具有較高的耐蝕性和較強的機械性能,一直被應用于石油領域的陸上和海上管道和天然氣運輸。我國從2005年在陸地第一次使用內襯復合鋼管之后,在2012年,中國海洋石油集團有限公司(簡稱中海油)在崖城3-4 項目首次在海洋工程中設計和使用了雙金屬內襯復合鋼管。經過多年的使用,隨著海上使用數量的增加,為了節省鋪管費用,國外已經逐步探索采用Reel-Lay 鋪設方法代替S-Lay、J-Lay[1-8]。根據文獻[9],中海油“海洋石油286”鋪管船已經配備直徑為20.4 m 的轉盤,說明我國已經具備了卷曲鋪設復合鋼管的條件。但是,普通內襯管的彎曲能力是有限的,在彎曲時襯里管會起皺。雙金屬復合管的內襯塌陷屈曲問題一直困擾著工程界和學術界。根據相關資料[10-11],2010年開始,挪威Statoil、總部在英國的Subsea7、英國Technip 和德國BUTTING 等公司通過增加內襯層厚度和采用內壓法來解決內襯層卷管起皺的問題,取得了一定的成果。但是,無論增加襯管壁厚還是水壓法,都會造成制造成本大幅度增加。根據有關文獻[12-13],2019年,德國BUTTING公司另辟蹊徑,推出了新型膠結型機械復合管GLUEBI,并取得了挪威船級社(DNVGL-RP-A203《新技術的鑒定程序》)認證,該技術比上述安裝方法更有效、更經濟。據稱,這種新型復合管能夠解決卷管鋪設過程中的內襯失效問題,在2022年挪威的Akerbp Hod 項目中得到世界首次應用。該公司采用鋼級L450、內徑266.8 mm、壁厚19.7 mm 的無縫管作為基管,以UNS S31603作襯管進行試制,在復合鋼管兩層之間采用加膠技術,黏結強度達到30 MPa。本文以內襯雙金屬復合管為例,探索了加膠內襯復合鋼管制造工藝及質量評價方法,研究結果以期有助于復合管的發展和工程應用。
1 產品試制
1.1 加膠復合管結構及試制目標
加膠復合管的制造工藝是基于機械內襯管的工藝,采用水壓成形工藝,使CRA(抗腐蝕合金管)在碳鋼管內膨脹,CRA 管發生塑性變形,碳鋼管發生彈性變形。與普通復合管不同的是碳鋼基襯管之間有一種膠體以產生附著力,加膠復合管結構如圖1 所示。管端采用堆焊的方法進行焊接。
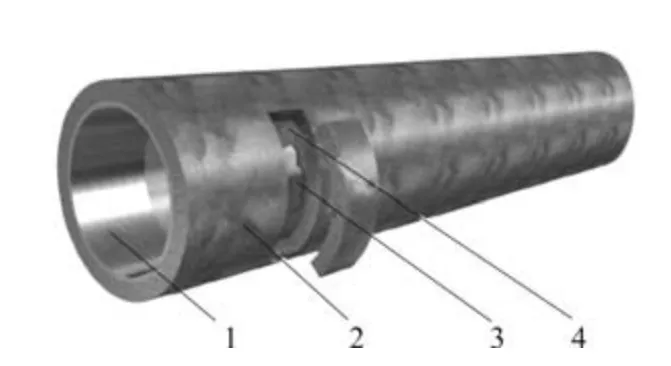
圖1 加膠復合管結構示意
根據德國BUTTING 公司的經驗,這種加膠復合鋼管需要滿足復合后在260 ℃保溫15 min 時黏結強度≥30 MPa。而根據國內外相關復合鋼管標準,傳統內襯復合鋼管的黏結強度或根據MPQT(制造工藝評定試驗)確定,或指標要求很低[14],比如,GB/T 37701—2019《石油天然氣工業用內覆或襯里耐腐蝕合金復合鋼管》規定管徑D≤273.1 mm時,黏結強度不低于0.2 MPa(采用推出法)。顯然,提高黏結強度和通過彎曲試驗后襯管不起皺為試驗的主要目標。
1.2 試驗材料及膠體選擇
試制Φ273 mm×(12.7+3)mm 的X65(L450)+316L復合鋼管,按照API Spec 5LD—2015《內覆或襯里耐腐蝕合金復合鋼管規范》進行試驗。基管(外層鋼管)和襯管(內層鋼管)分別采用API Spec 5L—2018(2019)《管線鋼管規范》、API Spec 5LC—2015《耐腐蝕合金(CRA)管線鋼管》。試樣長度3 m。
根據文獻,要求膠體的耐熱溫度達240 ℃(短時間溫度峰值高達260 ℃),剪切強度 20 MPa。經過分析,確定液體膠,并且膠體要符合以下條件:依據EN 1465 ∶2009《粘合劑粘合組件的拉伸搭接剪切強度的測定》或ISO 4587 ∶2003《膠粘劑拉伸剪切強度的測定》,搭接剪切強度≥30 MPa(22℃);經過防腐生產后(240 ℃,5 min),搭接剪切強度≥20 MPa(22 ℃);經過塌陷試驗后(240 ℃,15 min),搭接剪切強度≥20 MPa(22 ℃);0.1~0.5 mm 間隙下,固化后搭接剪切強度≥30 MPa(22℃);固化反應啟動條件為加熱控制,固化溫度200 ℃以下;能夠涂刷在不銹鋼管外表面,推薦的膜厚下不發生流淌;涂層作廢未固化前應容易清洗。從工藝可行性方面考慮,確定膠的種類為一種熱固型液體膠,再根據膠的性能及產地、價格、質量等各方面綜合比較考量,最終選擇了一種加熱型膠F1312 進行試驗。
1.3 試制工藝流程
加膠復合管的制造工藝流程如圖2 所示。

圖2 加膠復合管制造工藝流程示意
1.4 關鍵工藝
(1) 基管內表面打砂,除銹等級達到ISO 8501.1—2007《涂裝油漆和有關產品前鋼材預處理表面清潔度的目視評定》Sa2.5 等級(非常徹底的噴砂清理),錨紋度71 μm,灰塵度2 級。
(2) 通過涂膠設備自動在襯管外表面涂膠,涂膠厚度0.1~0.5 mm,涂膠部位應無漏涂點。兩端不涂膠。不涂膠部位的尺寸根據堆焊長度及加工余量確定。
(3) 裝配前,采用工裝對基管管端內壁和襯管管端外壁進行保護,防止基管端部內表面黏膠,裝配間隙大于3 mm。裝配環境相對濕度 80%,基管和襯管的表面溫度應高于露點溫度5 ℃以上。裝配時畫線定位或設置限位,保證兩端襯管露出基管的距離相等,裝配完畢后不允許基襯管再次發生相對滑動。
(4) 按照水壓復合工藝進行復合。水壓工藝與普通內襯復合管的相同。
(5) 采用中頻加熱進行固化(120 ℃/45 min 或150℃/30 min)。
1.5 工藝難點及探索
(1) 管端無膠區域保證。目前內襯復合鋼管普遍采用的是管端堆焊工藝。如果堆焊部位黏膠或清理不干凈,堆焊時就會產生氣孔、夾渣等缺陷,導致探傷不合格。因此,管體涂膠時必須控制管端無膠面積和長度,保證復合后堆焊處無膠體。據試驗測定,堆焊時第一道焊縫距離膠體層端面的無膠區域達到20~30 mm 時,焊接溫度可以降低到膠的燃燒溫度,從而有效防止焊接根部時焊接缺陷的產生。為此,專門設計了一種管端防黏膠裝置。它既可以有效防止基管管端堆焊部位涂膠,還可以結合復合后膠的擠壓長度,有效控制管端涂覆余量,保證堆焊根部至涂膠面起始端有20~30 mm 的無膠區域。工裝設置在加膠復合鋼管的管端,基管套筒安裝在基管的始端,通過頂絲調整套筒的長度。襯管套筒在其表面涂膠之前就套在襯管的末端。套筒和套筒通過連板和擋板連接。通過套筒上中間管型拉手,裝配后可以同時拉出套筒和套筒。套筒的圓筒采用0.3~0.6 mm 的不銹鋼制作。管端保護工裝如圖3 所示。
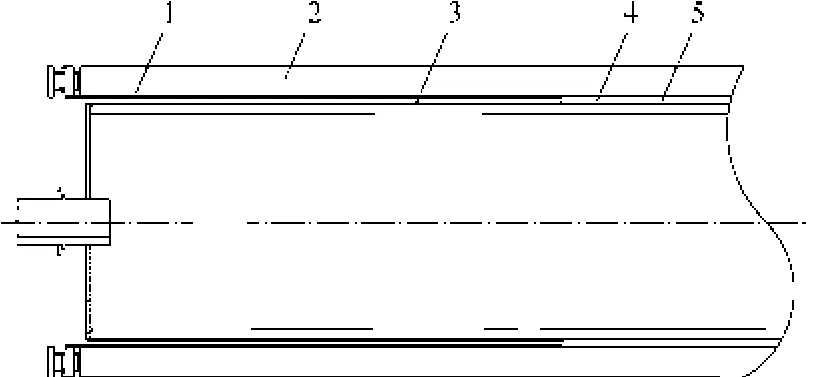
圖3 管端保護工裝示意
(2) 涂膠效率問題。如果批量生產,采用手工涂膠效率很低,生產成本太高。所以,專門開發了一種自動涂膠設備,如圖4 所示。整套設備由夾持和旋轉系統、噴膠系統、移動系統、加熱系統、刮平系統等組成。采用滑軌伺服行走平臺,行走速度平穩且能無極調速,保證不同管徑的內管刮膠均勻;膠頭上下通過伺服調整,系統能根據管徑自動選擇膠嘴高度,無需人工調整;刮膠臂采用汽缸壓緊,可保證刮板與管道外表面時刻貼合,刮膠厚度通過汽缸的氣壓調整;供膠系統采用業界成熟應用的美國固瑞克GRACO 氣動柱塞泵產品,特別使用高黏度物料輸送,涂膠閥帶有自吸功能,保證不滴膠。穩壓閥能保證出膠量均勻穩定,提高刮膠效果,降低膠水浪費。每根Φ273 mm 鋼管的刮膠時間需要20 min 左右,比手工涂膠效率提高3 倍以上。
(3) 切斷后的管端焊接試驗。通過進行加膠復合管切斷后的封焊試驗發現常規焊接很容易出現氣孔。制取Φ168 mm×(11+2)mm 試樣5 件,管端加工V 形坡口,通過火焰加熱到700 ℃以上,膠被燒化,然后采用手工氬弧焊封焊,焊后進行探傷,未發現缺陷。碳鋼管和襯管的拉伸試驗也合格。管端切斷后的堆焊問題作為現場施工的棘手問題,后期需要進一步探索更合理的解決辦法。
2 質量評價及結果
2.1 評價方法
采用推出法測量復合后樣品層間的黏結強度,試樣高度為(25±2)mm;檢查兩層之間膠黏情況;模擬鋪管船卷曲半徑的彎曲試驗。
2.2 黏結力試驗結果
黏結強度試驗結果見表1。
2.3 彎曲試驗
彎曲試驗參考DNV-ST-F101—2017《海底管道系統》進行。取2 根Φ273.1 mm×(12.7+3)mm 復合管進行冷彎試驗,長度分別為11.12 m 和11.11 m,基管材質L450,襯管材質S31603,外壁無防腐層。彎曲半徑R為8 190 mm(30 倍鋼管直徑)、直管段2 m、彎曲角度46°和彎曲半徑R為9 555 mm(35 倍鋼管直徑)、直管段1.5 m、彎曲角度41°時,均沒有起皺,橢圓度增大1%,但不超過2.5%。
2.4 斷面情況
通過將試樣切成管環后鋸開檢查膠的均勻性和黏結性等,發現樣品上膠體涂覆基本均勻,沒有流淌痕跡,膠體試樣結合緊密,人力幾乎無法撬開。涂膠后基襯管裝配和試樣破開情況如圖5 所示。
2.5 后續研發方向
通過試制和產品評價,加膠工藝是可行的,但是還有以下問題需要不斷探索和改進:堆焊管端切斷后的堆焊問題,管體夾膠結合面的無損探傷,疲勞試驗和彎曲試驗。
3 結 語
經過試制并進行質量評價,發現采用合適的方法,基襯管之間的加膠工藝是可行的。特殊膠黏劑的內襯復合鋼管最關鍵的是選擇合適的膠體。正確選擇膠黏劑后,采用合適的涂膠工藝、裝配間隙,采用常規水壓復合工藝和適當的固化工藝,復合管黏結強度可以達到30 MPa 以上,耐熱溫度達到260 ℃,彎曲半徑達到8 190 mm 時襯管沒有起皺,可以滿足海底管線在Reel-Lay 鋪設安裝條件。復合后管體的無損探傷,切斷后管端堆焊等問題還需要進一步探索更好的解決方法。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52