關(guān)于鋼質(zhì)無(wú)縫氣瓶熱處理工藝評(píng)定規(guī)范性的思考
2024-03-15 05:09:26張學(xué)鴻管樹(shù)鵬
化工裝備技術(shù) 2024年1期
祖 寧* 張學(xué)鴻 劉 佺 管樹(shù)鵬
(1.天津市特種設(shè)備監(jiān)督檢驗(yàn)技術(shù)研究院 國(guó)家市場(chǎng)監(jiān)管重點(diǎn)實(shí)驗(yàn)室(特種設(shè)備數(shù)字孿生共性技術(shù)) 2.天津天海高壓容器制造有限公司)
0 引言
在鋼質(zhì)無(wú)縫氣瓶的制造工序中,熱處理工序?qū)Ξa(chǎn)品的安全性能起著至關(guān)重要的作用。不同材質(zhì)和結(jié)構(gòu)的鋼質(zhì)無(wú)縫氣瓶,所采用的熱處理方式是不同的,如加熱溫度范圍、保溫時(shí)間、冷卻方式等參數(shù)均有不同。TSG 23—2021《氣瓶安全技術(shù)規(guī)程》中明確提出,氣瓶制造單位應(yīng)當(dāng)針對(duì)產(chǎn)品進(jìn)行熱處理工藝評(píng)定,監(jiān)督檢驗(yàn)人員要對(duì)相應(yīng)評(píng)定進(jìn)行審查并簽字確認(rèn);在無(wú)縫氣瓶的制造標(biāo)準(zhǔn)GB/T 5099—2017《鋼質(zhì)無(wú)縫氣瓶》和汽車(chē)用壓縮天然氣鋼瓶制造標(biāo)準(zhǔn)GB/T 17258—2022《汽車(chē)用壓縮天然氣鋼瓶》中也明確提出,氣瓶的熱處理應(yīng)按評(píng)定合格的熱處理工藝進(jìn)行。因此,氣瓶制造單位應(yīng)當(dāng)針對(duì)具體的產(chǎn)品分別進(jìn)行熱處理工藝評(píng)定,從而制定出合適的熱處理工藝規(guī)程。
目前,國(guó)內(nèi)還沒(méi)有相應(yīng)的規(guī)范或標(biāo)準(zhǔn)能夠明確指導(dǎo)鋼質(zhì)無(wú)縫氣瓶熱處理工藝評(píng)定的制定過(guò)程,各制造廠對(duì)于熱處理工藝評(píng)定的制定水平參差不齊。筆者提出了鋼質(zhì)無(wú)縫氣瓶的熱處理工藝評(píng)定涵蓋的內(nèi)容及相應(yīng)要求,并通過(guò)試驗(yàn)進(jìn)行舉例。
1 主要影響因素
影響氣瓶熱處理工藝評(píng)定結(jié)果的因素主要有熱處理工藝參數(shù)的制定,熱處理設(shè)備的選擇與要求,以及對(duì)氣瓶熱處理質(zhì)量的評(píng)價(jià)。
1.1 熱處理工藝參數(shù)
(1)調(diào)質(zhì)熱處理工藝參數(shù)
調(diào)質(zhì)熱處理的淬火加熱溫度一般為Ac3+30 ~50℃,對(duì)于合金含量成分較高的材料,淬火溫度可適當(dāng)提高。保溫時(shí)間應(yīng)充分考慮淬火要求中組織轉(zhuǎn)變的充分性以及產(chǎn)品標(biāo)準(zhǔn)對(duì)熱處理性能的符合性。冷卻階段的冷卻速度,淬火液濃度和溫度的波動(dòng)范圍,在熱處理工藝評(píng)定中應(yīng)給出相關(guān)要求。回火工藝參數(shù)應(yīng)充分保證產(chǎn)品最終熱處理金相組織的要求和力學(xué)性能的要求。
(2)正火熱處理工藝參數(shù)的選擇
正火處理的加熱溫度一般為Ac3+30 ~50℃,對(duì)于合金含量成分較高的材料,正火溫度可適當(dāng)提高。出爐冷卻階段要充分保證同批次鋼瓶冷卻速度一致,例如需要考慮冷卻空間的溫差、風(fēng)速等。
1.2 熱處理設(shè)備
鋼質(zhì)無(wú)縫氣瓶熱處理過(guò)程的熱處理設(shè)備應(yīng)具有連續(xù)工作的可靠性,以保證每個(gè)產(chǎn)品在連續(xù)生產(chǎn)過(guò)程中達(dá)到相應(yīng)的質(zhì)量要求。
(1)加熱設(shè)備
熱處理設(shè)備一般采用連續(xù)爐,爐體中應(yīng)具有自動(dòng)控制運(yùn)行節(jié)拍的裝置。根據(jù)GB/T 9452—2012《熱處理爐有效加熱區(qū)測(cè)定方法》測(cè)定出滿足熱處理工藝規(guī)定的加熱溫度及溫度均勻性要求的有效加熱區(qū),且有效加熱區(qū)和有效保溫區(qū)內(nèi)的溫度偏差允許范圍也應(yīng)在熱處理工藝評(píng)定中作出明確規(guī)定。需要注意的是,當(dāng)熱處理爐存在GB/T 9452—2003《熱處理爐有效加熱區(qū)測(cè)定方法》標(biāo)準(zhǔn)5.1.1 章節(jié)中的幾種情況時(shí),應(yīng)重新測(cè)定有效加熱區(qū)。熱處理爐中的加熱區(qū)和保溫區(qū)均應(yīng)配有熱電偶進(jìn)行溫度實(shí)時(shí)監(jiān)測(cè),熱電偶布置及爐溫監(jiān)測(cè)方法可參照GB/T 30825—2014《熱處理溫度測(cè)量》。
(2)冷卻設(shè)備
評(píng)定中應(yīng)對(duì)冷卻液工作溫度范圍進(jìn)行明確規(guī)定,且給出保證措施,熱處理過(guò)程中應(yīng)對(duì)冷卻液溫度進(jìn)行實(shí)時(shí)監(jiān)控,確保冷卻液溫度波動(dòng)在規(guī)定范圍內(nèi)。一般可通過(guò)循環(huán)冷卻方式,或者加入壓縮空氣攪拌機(jī)構(gòu)[1]的方式對(duì)冷卻液的溫度進(jìn)行控制,通過(guò)增大熱量傳遞速率,提高介質(zhì)的流動(dòng)性來(lái)加速材料的相變速率,從而提高力學(xué)性能。冷卻速度的測(cè)量方法可參照標(biāo)準(zhǔn)JB/T 7951—2004《測(cè)定工業(yè)淬火油冷卻性能的鎳合金探頭實(shí)驗(yàn)方法》。
(3)溫度測(cè)定及溫控設(shè)備
加熱爐的每個(gè)加熱區(qū)應(yīng)配有溫度控制及自動(dòng)記錄裝置,根據(jù)加熱爐大小對(duì)加熱區(qū)和相應(yīng)裝置的數(shù)量作出規(guī)定。對(duì)控溫儀表和記錄儀表的準(zhǔn)確度級(jí)別,應(yīng)根據(jù)有效加熱區(qū)的溫度均勻性作出相應(yīng)規(guī)定,具體要求可參照GB/T 9452—2012《熱處理爐有效加熱區(qū)測(cè)定方法》中的表1,根據(jù)我國(guó)傳統(tǒng)的熱處理爐類(lèi)別體系[2],建議選用熱處理爐類(lèi)型為Ⅲ類(lèi)及以上。

表1 試驗(yàn)鋼的化學(xué)成分( 質(zhì)量分?jǐn)?shù)) %
(4)爐體運(yùn)轉(zhuǎn)試車(chē)
產(chǎn)品進(jìn)行熱處理之前,應(yīng)對(duì)爐體進(jìn)行試車(chē)[3],在運(yùn)轉(zhuǎn)規(guī)定時(shí)間內(nèi)觀察運(yùn)轉(zhuǎn)部件傳動(dòng)情況,改進(jìn)傳動(dòng)不合理狀況,保證設(shè)備運(yùn)轉(zhuǎn)順暢;在烘爐過(guò)程中,定時(shí)運(yùn)轉(zhuǎn)傳動(dòng)設(shè)備和控制儀表,觀察部件運(yùn)行情況以及儀表顯示情況,改進(jìn)熱運(yùn)行不合理狀況,以保證熱運(yùn)行順暢。
2 材料及樣瓶
氣瓶材料的牌號(hào)、交貨狀態(tài)、化學(xué)成分和力學(xué)性能等應(yīng)符合相應(yīng)氣瓶制造標(biāo)準(zhǔn)的規(guī)定和相應(yīng)材料標(biāo)準(zhǔn)的規(guī)定。瓶坯的尺寸外形和壁厚也應(yīng)符合相應(yīng)標(biāo)準(zhǔn)規(guī)定。組批數(shù)量應(yīng)能反應(yīng)企業(yè)批量生產(chǎn)的要求,且不超過(guò)GB/T 5099—2017,GB/T 17258—2022, GB/T 33362—2016《金屬材料 硬度值的換算》標(biāo)準(zhǔn)中對(duì)批量數(shù)量的要求。
3 評(píng)定項(xiàng)目及檢測(cè)要求
抽取2 只或2 只以上鋼瓶,按相應(yīng)產(chǎn)品標(biāo)準(zhǔn)進(jìn)行宏觀檢驗(yàn)、無(wú)損檢測(cè)、力學(xué)性能試驗(yàn)、金相試驗(yàn)和水壓爆破試驗(yàn)。
3.1 宏觀檢驗(yàn)
對(duì)熱處理后的樣瓶壁厚、制造公差和內(nèi)外表面進(jìn)行檢驗(yàn),試驗(yàn)方法及判定依據(jù)應(yīng)參照相應(yīng)的制造檢驗(yàn)標(biāo)準(zhǔn)。
3.2 無(wú)損檢測(cè)
采用在線自動(dòng)超聲檢測(cè)方法對(duì)樣瓶進(jìn)行無(wú)損檢測(cè),判定依據(jù)參照相應(yīng)的制造標(biāo)準(zhǔn)。
3.3 力學(xué)性能檢測(cè)
3.3.1 力學(xué)性能試樣取樣
力學(xué)性能試樣截取及測(cè)試位置如圖1 所示。在與拉伸試樣平行的兩側(cè)(沿筒體縱向方向)選取硬度測(cè)點(diǎn)進(jìn)行硬度檢測(cè)。取樣數(shù)量按以下規(guī)則選取:
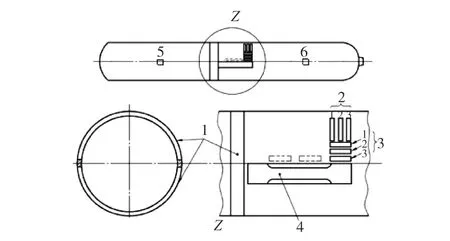
圖1 試樣及測(cè)試位置示意圖
(1)縱向拉伸試驗(yàn)試樣至少2 件,為了更好地驗(yàn)證工藝評(píng)定的有效性,可沿氣瓶周向方向取多個(gè)拉伸試驗(yàn)試樣,并在每個(gè)試樣平行的兩側(cè)(沿筒體縱向方向)進(jìn)行硬度檢測(cè);
(2)瓶體厚度大于等于3 mm 時(shí),取橫向或縱向沖擊試驗(yàn)試樣至少3 件,為了更好地驗(yàn)證工藝評(píng)定的有效性,可沿氣瓶周向方向取多個(gè)沖擊試驗(yàn)試樣;
(3)取環(huán)向冷彎試驗(yàn)試樣至少2 件或壓扁試驗(yàn)試樣瓶至少1 只或壓扁試驗(yàn)試樣環(huán)至少1 件。
3.3.2 力學(xué)性能檢測(cè)結(jié)果
試樣的各項(xiàng)力學(xué)性能指標(biāo)測(cè)試結(jié)果應(yīng)滿足相應(yīng)的產(chǎn)品標(biāo)準(zhǔn)要求。試驗(yàn)方法參照相應(yīng)的產(chǎn)品標(biāo)準(zhǔn)。需要特別指出的是,對(duì)于調(diào)質(zhì)熱處理氣瓶來(lái)說(shuō),硬度檢測(cè)是一種操作方便,也能敏感反映出金屬力學(xué)性能的檢測(cè)手段,在熱處理工藝評(píng)定過(guò)程中作出相應(yīng)規(guī)定是十分有必要的。在對(duì)硬度檢測(cè)要求方面,氣瓶制造標(biāo)準(zhǔn)要求硬度值應(yīng)符合材料熱處理后強(qiáng)度值所對(duì)應(yīng)的硬度要求,沒(méi)有給出一個(gè)具體的參照值。而在GB/T 33362—2016 標(biāo)準(zhǔn)中提到,通過(guò)轉(zhuǎn)換得到的值是估值,僅作參考而并不可靠。因此,筆者認(rèn)為,可以通過(guò)對(duì)熱處理評(píng)定試樣采用多點(diǎn)硬度檢測(cè),在熱處理工藝評(píng)定中給出硬度值范圍,以供參考。
3.4 金相試驗(yàn)
金相試驗(yàn)可從拉伸試驗(yàn)的瓶體上截取,其制備、尺寸、試驗(yàn)方法和結(jié)果評(píng)定應(yīng)按相應(yīng)的制造標(biāo)準(zhǔn)執(zhí)行。
3.5 水壓爆破試驗(yàn)
水壓爆破試驗(yàn)的試驗(yàn)方法及結(jié)果評(píng)定按相應(yīng)的制造標(biāo)準(zhǔn)執(zhí)行。
4 重新進(jìn)行熱處理工藝評(píng)定的情況
當(dāng)涉及到以下幾種情況時(shí),應(yīng)重新進(jìn)行熱處理工藝評(píng)定:(1)熱處理種類(lèi)和工藝參數(shù)的改變;(2)熱處理設(shè)備的更換; (3)鋼瓶主體結(jié)構(gòu)形式及尺寸的改變;(4)鋼瓶材料的改變。
5 熱處理工藝評(píng)定程序
(1)下達(dá)經(jīng)熱處理責(zé)任工程師審核的熱處理工藝評(píng)定任務(wù)書(shū)和熱處理工藝評(píng)定指導(dǎo)書(shū);(2)執(zhí)行單位負(fù)責(zé)熱處理的實(shí)施,檢驗(yàn)部門(mén)負(fù)責(zé)產(chǎn)品的性能檢驗(yàn);(3)技術(shù)部門(mén)負(fù)責(zé)完成熱處理工藝評(píng)定報(bào)告的編制,并經(jīng)熱處理責(zé)任工程師審核。
6 熱處理工藝評(píng)定質(zhì)量驗(yàn)證實(shí)例
6.1 熱處理過(guò)程
以某廠生產(chǎn)的外徑為229 mm,壁厚為5.4 mm 的30CrMo 無(wú)縫鋼管為原材料,交貨狀態(tài)是熱軋態(tài),其化學(xué)成分可見(jiàn)表1。
按照本文1.2 章節(jié)進(jìn)行了熱處理設(shè)備的調(diào)試。采用的熱處理工藝參數(shù)為880 ℃ , 24 min (水冷) 結(jié)合620 ℃ ,72 min (空冷),淬火液濃度(質(zhì)量分?jǐn)?shù))為10.1%,淬火液溫度為10~45 ℃。根據(jù)爐內(nèi)工位數(shù)以及氣瓶的保溫時(shí)間計(jì)算可以得到入爐后的步進(jìn)周期為71 s/工位。
6.2 試驗(yàn)結(jié)果
(1)宏觀檢驗(yàn)
按GB/T 5099.1—2017 制造標(biāo)準(zhǔn)中的相應(yīng)要求對(duì)熱處理后的氣瓶進(jìn)行壁厚、制造公差和內(nèi)外表面檢驗(yàn),檢驗(yàn)結(jié)果符合標(biāo)準(zhǔn)要求。
(2)力學(xué)性能試驗(yàn)
熱處理后,隨機(jī)抽取1 只鋼瓶進(jìn)行力學(xué)性能試驗(yàn)。力學(xué)性能試樣截取位置可參照?qǐng)D1。拉伸試樣沿筒體周向方向截取8 件,在每1 件拉伸試樣兩側(cè)的硬度測(cè)試位置進(jìn)行硬度測(cè)試,每個(gè)位置取3 ~5 點(diǎn)測(cè)試并取平均值,測(cè)試結(jié)果可見(jiàn)表2。冷彎試樣截取兩件,彎心直徑為7Sa,測(cè)試結(jié)果無(wú)裂紋;沖擊試樣沿筒體周向方向?qū)ΨQ(chēng)截取兩組,試樣尺寸為5 mm×10 mm×55 mm, 沖擊試驗(yàn)溫度為-50 ℃,結(jié)果可見(jiàn)表3。
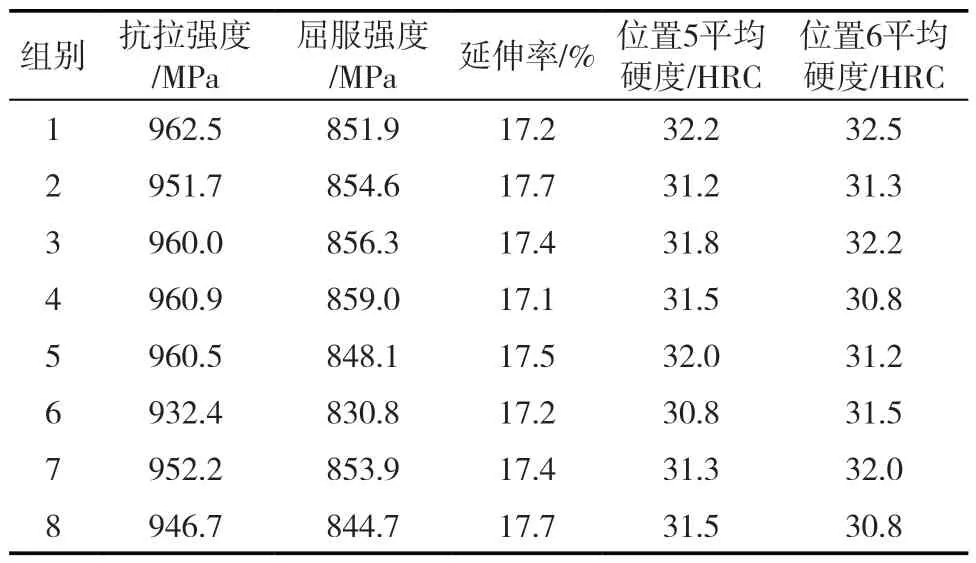
表2 拉伸試驗(yàn)及硬度測(cè)試結(jié)果
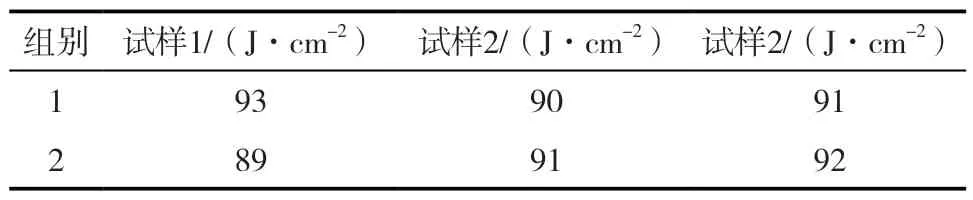
表3 沖擊試驗(yàn)結(jié)果
從試驗(yàn)結(jié)果可以看出,各項(xiàng)力學(xué)性能指標(biāo)均滿足標(biāo)準(zhǔn)要求。且各組數(shù)值相差較小,體現(xiàn)了該批氣瓶熱處理后總體性能的穩(wěn)定性。
(3)金相試驗(yàn)
組織為回火索氏體Ⅰ級(jí)合格,內(nèi)壁脫碳層深度為0.03 mm,外壁脫碳層深度為0.05 mm,滿足GB/T 3099—2017 標(biāo)準(zhǔn)的相應(yīng)要求。
(4)水壓爆破試驗(yàn)
按照標(biāo)準(zhǔn)規(guī)定進(jìn)行了水壓爆破試驗(yàn),鋼瓶的實(shí)測(cè)屈服壓力和實(shí)測(cè)爆破壓力均滿足GB/T 3099—2017 標(biāo)準(zhǔn)要求,瓶體爆破后無(wú)碎片,爆破口位于筒體,主破口呈塑性斷裂形貌。
通過(guò)以上檢驗(yàn)結(jié)果驗(yàn)證,各項(xiàng)指標(biāo)能夠滿足產(chǎn)品標(biāo)準(zhǔn)的要求,且瓶體總體性能穩(wěn)定,可用于指導(dǎo)產(chǎn)品的熱處理過(guò)程。
7 結(jié)語(yǔ)
本文從鋼質(zhì)無(wú)縫氣瓶熱處理工藝的制定,熱處理設(shè)備的調(diào)試以及對(duì)產(chǎn)品熱處理試樣的檢驗(yàn)結(jié)果評(píng)價(jià)幾個(gè)方面,闡述了鋼質(zhì)無(wú)縫氣瓶熱處理工藝評(píng)定的制定過(guò)程,對(duì)鋼質(zhì)無(wú)縫氣瓶制造規(guī)范標(biāo)準(zhǔn)中提及的熱處理工藝評(píng)定給出了具體的制定要求,并對(duì)硬度檢測(cè)判定依據(jù)做了一定的補(bǔ)充說(shuō)明,可用于指導(dǎo)無(wú)縫氣瓶生產(chǎn)中的熱處理過(guò)程。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動(dòng)漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
專(zhuān)用汽車(chē)(2016年4期)2016-03-01 04:13:43
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
