納秒激光脈沖寬度對2024鋁合金損傷特性的影響
2024-03-26 01:37:26楊文鋒李天權林德惠李紹龍楊帆
宇航材料工藝 2024年1期
楊文鋒 李天權 林德惠 李紹龍 楊帆
(中國民用航空飛行學院民機復合材料維修研究中心,廣漢 618307)
0 引言
飛機蒙皮激光除漆技術憑借“綠色環保、高質高效”等優勢,有望替代傳統打磨技術、拋丸噴砂技術及化學溶劑處理技術[1-2],其工程化應用需要通過合理的參數匹配優化保證基體材料不受激光損傷的負面作用[3]。激光產生熱量的熱擴散時間由脈沖寬度決定,而熱擴散時間又直接影響熱擴散深度和熱效應,即脈沖寬度對激光-材料作用及其損傷特性具有重要影響。鑒于飛機蒙皮激光除漆會產生熱效應和沖擊作用,為保護除漆過程中基體材料表面的完整性,脈沖寬度變化對激光作用于基體材料表面完整性的影響規律具有重要研究價值。
近年來,關于激光脈沖寬度開展的研究工作包括材料溫度場、損傷閾值、燒蝕形貌等方面。GU Xiuying等[4]系統地研究了激光能量密度、脈沖寬度等參數對鋁合金溫度場的影響。結果表明隨著脈沖寬度增加,目標中心點溫度也會隨之降低,且軸向傳熱減小。婁德元等[5]采用面積推算法研究了不同脈沖寬度和脈沖數目對鋁板的損傷規律,結果表明材料損傷閾值隨脈沖寬度減小或脈沖個數增多而呈下降趨勢。LEE Jaeyeol等[6]通過有限元軟件進行模擬分析,研究了納秒激光參數變化下的材料燒蝕過程,發現材料去除體積隨著脈沖寬度增加呈下降趨勢。艾思飛等[7]研究了激光脈沖寬度對鈦合金材料表面形貌的影響規律,結果表明隨著脈沖寬度增加,激光清洗的熱積累效應增加,使試樣表面發生嚴重熔化,導致了平整性下降。上述工作主要研究了激光脈沖寬度對金屬材料表面加工的影響,缺乏脈沖寬度變化對基體材料表面完整性的作用規律研究。故基于激光清洗殘余漆層時保護基體材料表面完整性的考慮,可結合激光與材料作用時的溫升特性、損傷閾值、燒蝕特性三個方面開展深入研究,以考察納秒激光脈沖寬度對飛機2024鋁合金蒙皮損傷特性的影響。
本文采用COMSOL Multiphysics軟件進行模擬分析脈沖寬度變化下鋁合金表面的溫升特性;然后借鑒ISO 11254-1:2011(E)1-on-1 激光損傷閾值測試方法[8](以下簡稱ISO 11254),揭示不同脈沖寬度時鋁合金的損傷閾值;進一步基于燒蝕凹坑微觀形貌、直徑與深度的表征,探究脈沖寬度對燒蝕特性的影響。旨在獲得激光脈沖寬度對2024鋁合金損傷特性的影響規律,為激光除漆過程中的參數調控優化、激光與材料作用的脈沖寬度選擇提供一定的參考。
1 材料與方法
研究對象為飛機蒙皮常用的2024鋁合金,表面阿洛丁處理,氧化膜厚度約3 μm,其橫截面微觀形貌圖如圖1所示。激光設備為1 064 nm紅外光纖脈沖激光器,光束能量服從高斯分布,主要性能參數見表1。
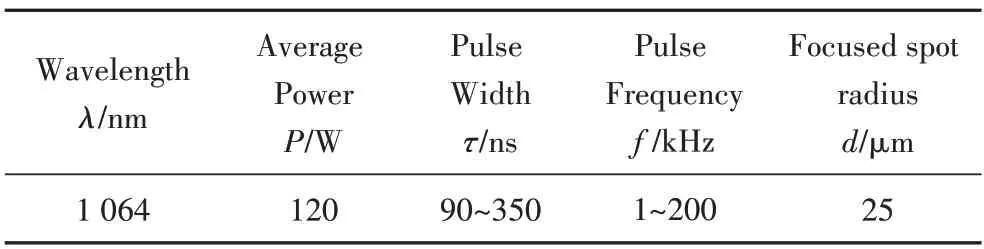
表1 激光器主要性能參數Tab.1 The main performance parameters of the laser apparatus
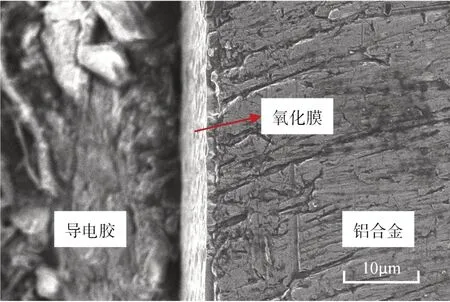
圖1 2024鋁合金的橫截面微觀形貌圖Fig.1 Cross-sectional microscopic topography of 2024 aluminum alloy
根據ISO 11254 激光損傷閾值測試方法[8],采用1-on-1 方式對2024 鋁合金進行激光輻照。設定相鄰輻照點圓心間隔為80 μm,截取10 個連續輻照點,若其中存在1 個明顯損傷凹坑,則對應損傷概率為10%,以此類推。脈沖寬度分別為150、240 和330 ns時,固定脈沖頻率80 kHz,初始激光功率10 W,以0.12 W 遞增,相同參數組獲取3 條連續輻照點,記錄相應損傷概率,直至損傷概率達到100%為止。
采用Sneox 090 型3D 光學表面輪廓儀,測量2024鋁合金燒蝕凹坑的微觀形貌、直徑與深度,測量期間遵循ISO 25178-2:2021 標準,并在相同參數組下選擇5個凹坑進行測量,每個凹坑相關參數各測量4次,將其平均值作為最終結果。
2 有限元分析模型
采用COMSOL Multiphysics軟件建立單脈沖激光輻照鋁合金的二維模型,實際激光輻照材料是一個復雜的物理化學過程,為了使模擬結果更為準確,做出以下合理的假設和簡化:(1)激光光束能量分布為理想的高斯分布,鋁合金表面為理想平面;(2)材料連續且各向同性;(3)研究所涉及的峰值功率密度遠低于109W/cm2,故不考慮激光輻照過程中等離子體對激光能量的吸收[9];(4)材料只存在相變過程,不發生化學反應[10]。
脈沖激光輻照鋁合金表面時,光斑直徑遠遠大于材料的熱擴散深度,故只考慮z方向的一維非穩態熱傳導;激光能量吸收與轉化都遵循玻意耳定律與能量守恒法則,其熱傳導方程與邊界條件[11]如下:
式中,ρ、Cp(T)、k(T)、T分別為鋁合金的密度、比熱容、熱導率和溫度,t為輻照時間,z為距離材料表面的深度,T0為環境溫度,設T0=300 K。
脈沖激光熱源模型采用更符合實際的高斯面熱源分布函數,且激光以熱流密度的形式加載到鋁合金表面,單個激光脈沖的熱流密度的表達形式[12]為:
式中,P、τ、f、d分別為激光平均功率、脈沖寬度、頻率、光斑半徑,?為高斯光束的標準差,A為鋁合金表面對激光能量的吸收率,t為時間。2024 鋁合金的熱導率與比熱容隨溫度變化的關系[13]如圖2所示,其他相關計算參數如表2所示。
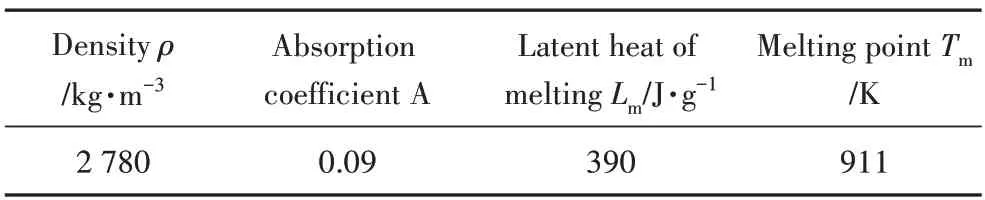
表2 2024鋁合金的相關計算參數Tab.2 Relevant calculation parameters of 2024 aluminum alloy
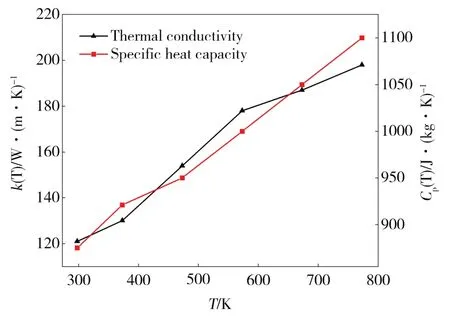
圖2 2024鋁合金熱導率及比熱容與溫度的關系Fig.2 The relationship between thermal conductivity,specific heat capacity and temperature of 2024 aluminum alloy
3 結果與討論
3.1 脈沖寬度對溫升特性的影響
探究脈沖寬度對2024鋁合金表面溫度變化過程的影響,可為損傷特性分析提供理論依據。圖3為能量密度為9.37 J/cm2、脈沖寬度為240 ns時,鋁合金表面的溫升曲線。在脈沖輻照期間,鋁合金表面溫度隨著激光輻照時間增加而迅速上升;當脈沖持續時間(脈沖寬度240 ns)結束時達到峰值溫度964.49 K;隨后在脈沖間隔時間內,溫度急劇下降,直至環境溫度附近。故根據鋁合金表面溫度,以脈沖寬度為界限分為兩個區間:加熱區間和冷卻區間。其中加熱區間是激光光束能量轉化為熱量導致的溫升現象,冷卻區間則是由于熱量傳遞散失導致的溫降現象,因此在單脈沖激光輻照作用時,鋁合金表面溫升曲線呈現典型的齒狀,且脈沖寬度影響著表面峰值溫度(圖3中“齒尖”)。
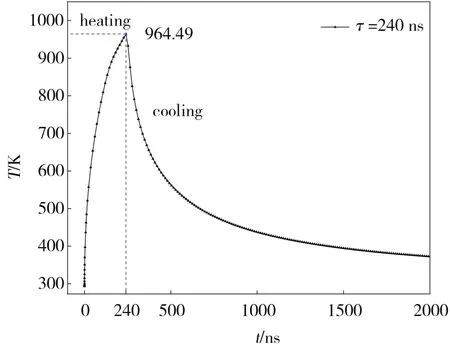
圖3 單脈沖激光作用下2024鋁合金表面溫度隨時間的變化Fig.3 Variation of surface temperature of 2024 aluminum alloy with time
激光輻照時,峰值溫度是導致材料被損傷的主要原因之一。圖4為不同脈沖寬度時2024鋁合金表面峰值溫度隨能量密度的變化。當脈沖寬度不變時,鋁合金表面峰值溫度隨能量密度增加而增加;當能量密度不變時,鋁合金表面峰值溫度隨脈沖寬度增加而降低。這是由于峰值溫度受激光參數影響,其中激光能量密度、脈沖寬度和峰值功率三者的關系可表示為

圖4 不同脈沖寬度時2024鋁合金表面峰值溫度隨能量密度的變化Fig.4 Variation of surface peak temperature of 2024 aluminum alloy with energy density at different pulse widths
式中,Ed、Ep、F、τ分別為激光能量密度、單脈沖能量、峰值功率和脈沖寬度,S為光斑面積。當其他參數不變時,峰值功率與能量密度成正比關系,峰值功率隨能量密度增加而增加,從而導致峰值溫度增加;而峰值功率則與脈沖寬度成反比關系,峰值功率隨脈沖寬度增加而降低,因而峰值溫度也會隨之降低。同時根據圖4中鋁合金熔點溫度Tm(虛線)與擬合直線交點處對應的能量密度,預測在脈沖寬度為150~350 ns時,鋁合金表面出現熔化損傷的能量密度范圍為7~10 J/cm2。
綜上分析可得,相同激光能量密度時,鋁合金表面峰值溫度隨脈沖寬度增加而降低,說明為保護鋁合金表面不被熔化損傷,即獲得較低峰值溫度,應增加脈沖寬度。
3.2 脈沖寬度對損傷閾值的影響
損傷閾值是表征材料抗激光損傷能力的重要參數,由激光參數與材料性質決定。對于納秒脈沖激光和2024 鋁合金,脈沖寬度密切影響著損傷閾值。借鑒ISO 11254 激光損傷閾值測定方法,并結合鋁合金表面熔化損傷能量密度預測范圍(圖4)進行試驗,獲得了不同脈沖寬度下能量密度與損傷概率的擬合曲線,如圖5所示。
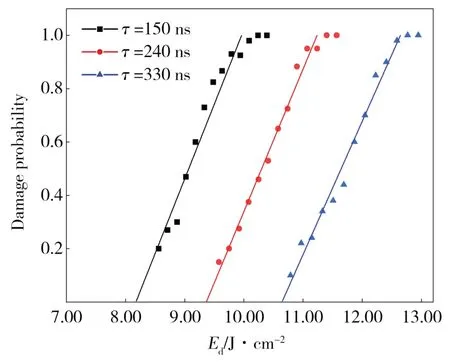
圖5 不同脈沖寬度時激光能量密度與損傷概率的關系Fig.5 Relationship between laser energy density and damage probability at different pulse widths
2024 鋁合金在脈沖寬度分別為150、240、330 ns時能量密度與損傷概率的擬合關系式如下:
激光輻照材料在達到熔化溫度以上后,還需要作用一定時間保證“原子遷移”,才能導致鋁合金損傷。針對激光清洗殘余漆層時保護基體材料表面完整性,需考慮大面積損傷,忽略偶然概率性損傷,故根據擬合曲線,當損傷概率為100%時可得到脈沖寬度 為150、240、330 ns 時對應 的損傷閾值DTτ150、DTτ240、DTτ330分別為9.96、11.24、12.66 J/cm2。可見脈沖寬度增加,鋁合金損傷閾值也隨之增加。脈沖寬度增加能使脈沖持續時間相應增加,但根據式(5)可發現,峰值功率會隨之降低,間接導致峰值溫度也隨之降低。為滿足損傷溫度要求,此時材料被損傷則需要更高的能量密度,故鋁合金損傷閾值隨著脈沖寬度增加而增加。
進一步基于損傷凹坑微觀形貌分析了脈沖寬度對損傷閾值(100%損傷概率)的影響規律。圖6為不同脈沖寬度基于損傷閾值時的損傷凹坑三維形貌,并對損傷凹坑的深度和直徑進行了測量,不同脈沖寬度下獲取5 個凹坑的深度和直徑(每個凹坑測4次),均值及離散系數如表3所示。
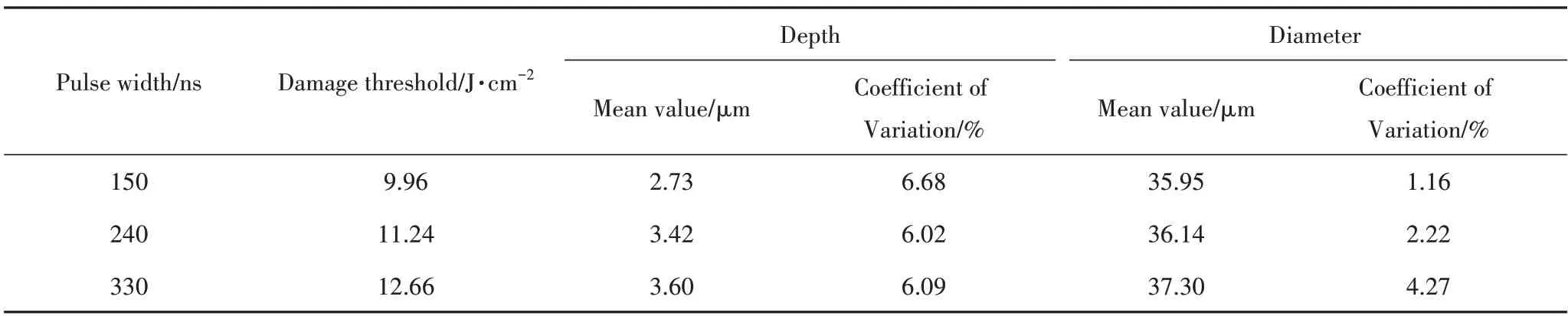
表3 不同脈沖寬度基于損傷閾值時的凹坑深度和直徑值Tab.3 Pit depth and diameter values for different pulse widths based on damage threshold

圖6 不同脈沖寬度基于損傷閾值時的損傷凹坑三維形貌Fig.6 3D topography of damaged pits with different pulse widths based on damage threshold
如圖6(a)-(c)所示,損傷凹坑內部顏色由淺變深,損傷區域逐漸增大,說明鋁合金損傷閾值隨著脈沖寬度增加而增加,同時其損傷凹坑深度和直徑也隨之增加。這是由于脈沖寬度越長對應損傷閾值越大所導致的,然而相應激光能量密度更大。表3中深度與直徑的離散系數均在7%以內,表明數據的離散程度較小,均值代表性較強。從表3中凹坑深度均值可以得出,脈沖寬度為240、330 ns 時,其損傷凹坑深度都大于3 μm,脈沖寬度為150 ns 時的凹坑深度也接近3 μm,而鋁合金的氧化膜厚度約為3 μm,說明激光能量密度達到鋁合金損傷閾值(100%損傷概率)后,會完全損壞氧化膜,即破壞鋁合金表面完整性。
綜上分析可得,當激光能量密度達到或超過損傷閾值時,會破壞鋁合金表面完整性,而2024鋁合金的損傷閾值隨著脈沖寬度增加而增加,脈沖寬度越長時損傷閾值相應則越大,激光能量密度選擇區間越大,故為降低鋁合金被激光損傷風險,提升其損傷閾值是有利的。
3.3 脈沖寬度對燒蝕特性的影響
3.3.1 脈沖寬度對燒蝕凹坑微觀形貌的影響
為探究脈沖寬度對鋁合金燒蝕特性的影響,將激光能量密度研究區間確定為13~22 J/cm2(超過損傷閾值)。圖7 為脈沖寬度為150、240、330 ns,能量密度為13、16、19、22 J/cm2時,2024 鋁合金燒蝕凹坑的三維形貌圖。
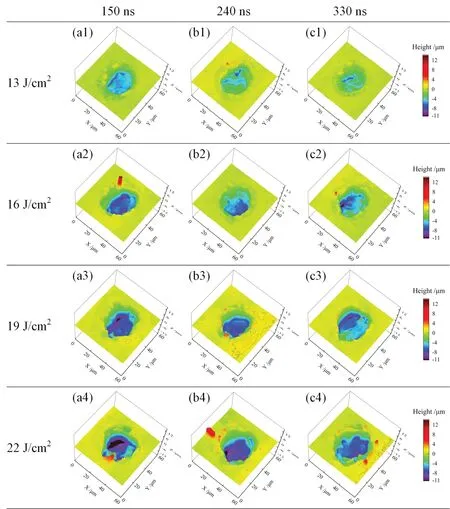
圖7 不同脈沖寬度時燒蝕凹坑的三維形貌Fig.7 3D topography of ablated pits with different pulse widths
當脈沖寬度一定時,隨著能量密度增加(由上至下),燒蝕凹坑的熔化區域逐漸增大,凹坑內部顏色由淺藍向深藍色(黑)變化,即燒蝕凹坑直徑與深度隨之增大。且隨著單脈沖能量密度的增大,燒蝕凹坑周圍出現凝固的噴濺物,如圖7(a4)、(b4)和(c4)中紅色凸起部分。這是由于激光光束能量密度的增大,燒蝕凹坑熔池內的流動加劇,受馬拉高尼效應主導的熱表面張力流與熔池表面張力波振蕩引起的表面張力流等機制影響[14],導致高溫鋁合金微滴向凹坑四周噴濺,然后凝固成峰狀熔融凸起物。
而當能量密度一定時,隨著脈沖寬度增加,燒蝕凹坑內部顏色逐漸變淺,即燒蝕凹坑深度隨脈沖寬度增加而降低。這是由于脈沖寬度增加會使峰值功率密度降低,當能量密度為16 J/cm2時,脈沖寬度150 ns 時的峰值功率密度為1.07 × 108W/cm2;脈沖寬度240 ns 時的峰值功率密度為6.67 × 107W/cm2;脈沖寬度330 ns 時的峰值功率密度為4.85 ×107W/cm2。故峰值功率密度的差異導致燒蝕凹坑熔融區域逐漸變小,以及深度逐漸變淺,如圖7(a2)、(b2)、(c2)所示。
3.3.2 脈沖寬度對燒蝕凹坑直徑與深度的影響
進一步深入研究脈沖寬度對燒蝕凹坑直徑的影響,圖8為不同脈沖寬度時燒蝕凹坑直徑隨能量密度變化曲線。
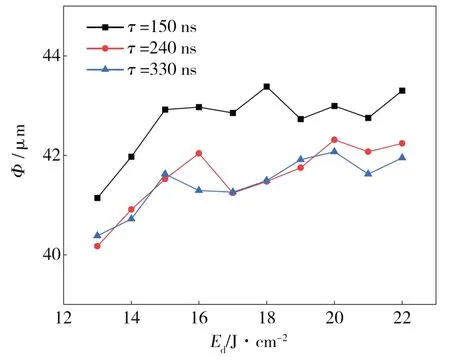
圖8 不同脈沖寬度時燒蝕凹坑直徑隨能量密度變化曲線Fig.8 Variation curve of ablation pit diameter with energy density at different pulse widths
能量密度小于15 J/cm2時,隨著能量密度增加,不同脈沖寬度時燒蝕凹坑直徑均逐漸增加;而能量密度大于15 J/cm2后,隨著能量密度增加,不同脈沖寬度時燒蝕凹坑直徑大小不受影響[15],如圖8所示脈沖寬度150 ns時燒蝕凹坑直徑在43 μm附近波動。實際燒蝕凹坑最大直徑(43 μm左右)小于研究所用的激光光斑聚焦直徑50 μm,這是由于高斯光束能量在距離光軸一定距離后,其光斑邊緣的能量密度下降已不能實現對鋁合金的實際損傷。且隨能量密度變化時,脈沖寬度150 ns時的燒蝕凹坑直徑均最大;而脈沖寬度240 ns和330 ns時的燒蝕凹坑直徑大小與走勢基本一致,這可能是由于脈沖寬度150 ns時擁有更高峰值功率密度而形成激光沖擊作用,導致了燒蝕凹坑直徑更大[16]。
最后深入研究了脈沖寬度對2024鋁合金燒蝕凹坑深度的影響,圖9為不同脈沖寬度時燒蝕凹坑深度隨能量密度變化曲線。
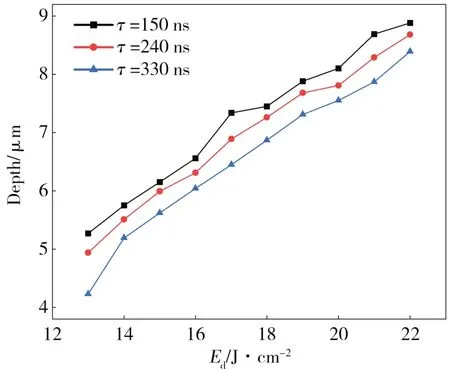
圖9 不同脈沖寬度時燒蝕凹坑深度隨能量密度變化曲線Fig.9 Variation curve of ablation pit depth with energy density at different pulse widths
從圖9 可看出,隨著能量密度增加,不同脈沖寬度的燒蝕凹坑深度均呈增大趨勢。而能量密度不變時,燒蝕凹坑深度隨脈沖寬度增加而降低。當其他激光參數不變時,峰值功率會隨著脈沖寬度增加而降低,故峰值溫度和激光沖擊作用降低,導致了燒蝕凹坑深度隨著脈沖寬度增加而呈降低的趨勢。
綜上分析可得,脈沖寬度減小(其他參數不變)會加劇對2024 鋁合金表面的燒蝕損傷程度,且較于燒蝕凹坑直徑,脈沖寬度對燒蝕凹坑深度影響程度更大。
4 結論
基于激光清洗殘余漆層時保護基體材料表面完整性的考慮,結合了激光與材料作用時的溫升特性、損傷閾值、燒蝕特性三個方面,深入研究了納秒激光脈沖寬度對飛機蒙皮2024 鋁合金損傷特性的影響,得出如下結論。
(1)相同激光能量密度時,鋁合金表面峰值溫度隨脈沖寬度增加而降低,“齒狀”溫升曲線也隨之變窄。故為保護基體材料表面完整性,即為追求較低峰值溫度,應增加脈沖寬度。
(2)當激光能量密度達到或超過損傷閾值時,則會完全破壞鋁合金表面氧化膜,即損傷鋁合金表面完整性。而鋁合金損傷閾值隨脈沖寬度增加而變大,脈沖寬度為150、240、330 ns 時對應損傷閾值分別為9.96、11.24、12.66 J/cm2。脈沖寬度越長時鋁合金表面完整性不被破壞的激光能量密度選擇區間則越大,即提升其損傷閾值是有利的。
(3)脈沖寬度減小會加劇對2024 鋁合金表面的燒蝕損傷程度,較于燒蝕凹坑直徑,脈沖寬度對燒蝕凹坑深度影響程度更大。