星載邁克爾遜干涉儀掃描角鏡裝調(diào)工藝研究
2024-03-26 01:37:44江希龍
宇航材料工藝 2024年1期
關(guān)鍵詞:示意圖
李 松 江希龍 張 迪 李 星 趙 亨
(1 北京空間機(jī)電研究所,北京 100094)
(2 北京市航空智能遙感裝備工程技術(shù)研究中心,北京 100094)
0 引言
隨著全球氣候形勢日益嚴(yán)峻,當(dāng)下各國對碳中和的呼聲越來越高[1-2]。大氣中CO2,CH4和N2O 等溫室氣體的增加是全球變暖和氣候變化的主要原因[3],溫室氣體監(jiān)測是調(diào)控溫室氣體排放的重要手段,溫室氣體在軌遙感探測因具有覆蓋面積大、連續(xù)快速、相對成本較低等優(yōu)勢[4],正在成為當(dāng)前大氣遙感中的一個(gè)重要領(lǐng)域和發(fā)展方向。
“風(fēng)云三號(hào)”D 衛(wèi)星針對溫室氣體探測布局了近紅外高光譜溫室氣體監(jiān)測儀,通過獲取對流層底CO2和CH4濃度的分布信息,監(jiān)測全球CO2和CH4的季節(jié)變化和長期趨勢[5-6]。該氣體監(jiān)測儀光學(xué)系統(tǒng)采用雙擺臂邁克爾遜干涉儀系統(tǒng),其核心部件采用“V”形擺臂式雙角鏡懸臂結(jié)構(gòu),由“V”形擺臂加兩組角鏡組件構(gòu)成,見圖1。兩組角鏡對稱安裝在“V”形擺臂的兩側(cè),要求兩組角鏡頂點(diǎn)的空間位置相對擺臂中心面的對稱度優(yōu)于10 μm。目前,國內(nèi)外類似結(jié)構(gòu)的裝調(diào)工藝研究參考文獻(xiàn)較少,給空間懸臂式邁克爾遜干涉儀角鏡裝調(diào)帶來諸多不便[7-8]。本文主要針對角鏡組件的裝調(diào)難點(diǎn)進(jìn)行分析,提出相應(yīng)控制措施,解決空間多自由度角鏡組件裝調(diào)難題。
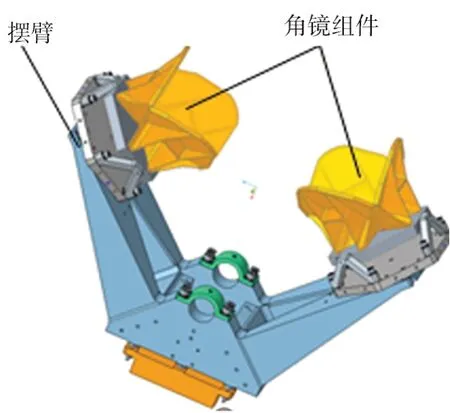
圖1 角鏡組件安裝模型Fig.1 Installation model of angle mirror assembly
1 干涉儀角鏡組件工作原理
兩組角鏡對稱安裝在“V”形擺臂上,工作時(shí),入射光束經(jīng)分束器分為兩路,兩路光束分別經(jīng)角鏡反射,角鏡組件在驅(qū)動(dòng)機(jī)構(gòu)帶動(dòng)下繞撓性轉(zhuǎn)軸往復(fù)掃描,使兩路光束形成隨時(shí)間變化的光程差,在干涉儀輸出端形成相應(yīng)干涉場,角鏡組件工作示意圖如圖2所示。

圖2 角鏡組件工作示意圖Fig.2 Schematic diagram of corner mirror assembly
通過對干涉圖數(shù)據(jù)進(jìn)行逆FFT 變換,就能得到干涉儀所觀測物體的光譜信息,兩路光束干涉得到的雙邊干涉圖如圖3 所示。干涉圖直接決定光譜圖的品質(zhì),干涉圖與兩路光束光程差的速度直接相關(guān),光程差速度是角鏡頂點(diǎn)到轉(zhuǎn)軸中心距離R的函數(shù)[9],由此角鏡組件裝調(diào)的對稱度對監(jiān)測儀性能有直接的影響。結(jié)合監(jiān)測儀口徑,響應(yīng)波長等系統(tǒng)參數(shù),2 組角鏡頂點(diǎn)的對稱度需保證在10 μm 以內(nèi)。角鏡組件的裝調(diào)是干涉儀的核心工藝,需要識(shí)別工藝難點(diǎn),梳理工藝流程,制定解決措施。

圖3 雙邊干涉圖Fig.3 Bilateral interferogram
2 干涉儀角鏡組件裝調(diào)原理及工藝流程
角鏡組件對稱安裝在擺臂上,角鏡頂點(diǎn)位置對稱度要求≤10 μm,安裝位置如圖1 所示。裝配前已完成擺臂組合加工、精研擺臂各安裝面,保證零件形位精度滿足要求。裝調(diào)時(shí),先將兩側(cè)角鏡組件預(yù)安裝至擺臂上,三坐標(biāo)測量儀分別檢測角鏡頂點(diǎn)的位置P1、P2,每組角鏡由3片相互垂直的平面鏡組成,角鏡頂點(diǎn)的位置通過檢測平面鏡平面來確定,以其中一側(cè)的角鏡頂點(diǎn)P1為基準(zhǔn)點(diǎn),將基準(zhǔn)點(diǎn)關(guān)于過樞軸中心線的對稱中心面鏡像至另一側(cè),得到另一側(cè)的理論安裝點(diǎn)P′1,通過分析理論安裝點(diǎn)與實(shí)際安裝點(diǎn)P2的位置,然后將實(shí)際安裝點(diǎn)調(diào)整至理論點(diǎn)。由于角鏡組件安裝面限制了其中一個(gè)裝調(diào)維度,所以角鏡頂點(diǎn)的空間位置調(diào)整分解為在擺臂安裝面內(nèi)二維平移調(diào)整和安裝面法向調(diào)整。
通過對零件結(jié)構(gòu)和裝配技術(shù)要求進(jìn)行分析,結(jié)合三維模型進(jìn)行試裝配,對裝配流程進(jìn)行了優(yōu)化設(shè)計(jì),采用先預(yù)裝調(diào)再精調(diào)的工序,在預(yù)裝調(diào)及精調(diào)后均安排三坐標(biāo)進(jìn)行檢測,為后續(xù)調(diào)整提供依據(jù),調(diào)整完成后通過配制銷釘進(jìn)行限位。制定的裝配流程見圖4。
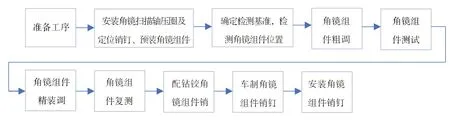
圖4 角鏡組件裝配流程圖Fig.4 Flow chart of corner mirror assembly
3 干涉儀角鏡組件裝調(diào)技術(shù)難點(diǎn)及解決措施
3.1 裝調(diào)技術(shù)難點(diǎn)
干涉儀角鏡組件的裝調(diào)主要有以下難點(diǎn):
(1)角鏡組件安裝到擺臂后,為空間懸臂結(jié)構(gòu),角鏡組件安裝位置無法直接測量,需要建立適當(dāng)?shù)臋z測基準(zhǔn);
(2)為保證角鏡頂點(diǎn)的空間位置,調(diào)整維度多,調(diào)整量無法確定,需建立簡化模型確定調(diào)整維度及調(diào)整量;
(3)確定了調(diào)整維度及調(diào)整量后,還需要設(shè)計(jì)合理的調(diào)整順序,否則將導(dǎo)致角鏡組件反復(fù)拆卸,影響裝調(diào)效率及精度;
(4)角鏡頂點(diǎn)位置對稱度要求高,調(diào)整精度高,需借助專用的微位移調(diào)整裝置進(jìn)行調(diào)整。
3.2 解決措施
3.2.1 建立裝調(diào)及檢測基準(zhǔn)
基準(zhǔn)的建立,不僅影響裝調(diào)及檢測是否方便,而且影響最終裝調(diào)精度。為減少基準(zhǔn)轉(zhuǎn)換帶來誤差,以擺臂基準(zhǔn)A 作為裝調(diào)及檢測的基準(zhǔn)面。兩組角鏡繞樞軸擺掃,因此以樞軸安裝孔軸線建立角鏡安裝基準(zhǔn)軸線OO1,以過軸線OO1且垂直于基準(zhǔn)A 的面建立角鏡的對稱中心面,基準(zhǔn)建立半剖示意圖見圖5。
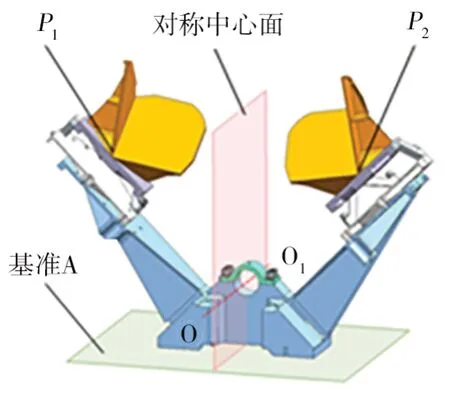
圖5 基準(zhǔn)建立半剖示意圖Fig.5 Half section diagram of datum establishment
3.2.2 簡化模型,計(jì)算調(diào)整量
通過對結(jié)構(gòu)形式和裝調(diào)要點(diǎn)進(jìn)行分析,角鏡組件可以簡化為角鏡的頂點(diǎn)P1、P2,兩個(gè)頂點(diǎn)的空間位置調(diào)整可分解為在擺臂安裝面內(nèi)二維平移調(diào)整和安裝面法向調(diào)整。構(gòu)建的簡化模型及三維坐標(biāo)系如圖6裝位置;P1′為右側(cè)角鏡的理論正確安裝位置,P1′和P1關(guān)于擺臂的對稱中心面鏡像對稱。以過樞軸安裝孔的軸線建立z軸;過點(diǎn)P1、P1′并垂直樞軸安裝孔軸線建立xOy坐標(biāo)平面;樞軸安裝孔軸線與xOy坐標(biāo)平面的交點(diǎn)為坐標(biāo)原點(diǎn)O;以擺臂對稱中心面和xOy坐標(biāo)平面的交線(過原點(diǎn)O)為y軸;在xOy坐標(biāo)平面內(nèi),過P1、P1′點(diǎn)作與y軸成45°的直線,直線的交點(diǎn)為O′,角鏡的理論安裝位置用“O′P1”、“O′P1′”表示。
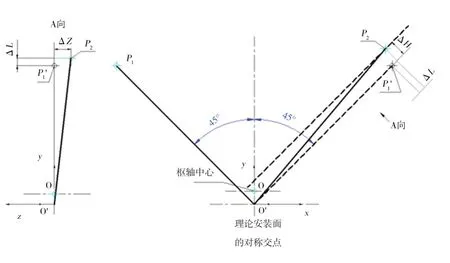
圖6 角鏡位置簡化示意圖Fig.6 Simplified schematic diagram of angle mirror position
已知其中一個(gè)空間點(diǎn)P1(x1,y1,z1)及對稱面:Ax+By+Cz+D=0(A2+B2+C2≠0),可以求 得關(guān)于平面的對稱點(diǎn),在圖6 所示坐標(biāo)系中,對稱面方程為x=0,計(jì)算得出P′1坐標(biāo)為:
由于O′P1與Y軸夾角45°,從而O′P1所在的垂直于坐標(biāo)平面xOy的法向量為(1,1,0),從而該面方程為x+y-x1-y1=0,由此得到 O′坐標(biāo)(0,x1+y1,0)。同理所在的垂直于坐標(biāo)平面xOy的法向量為(1,-1,0),從而該面方程為x-y+x1+y1=0。
右側(cè)角鏡實(shí)際安裝點(diǎn)P2與理論安裝點(diǎn)P′1的空間位置關(guān)系見圖7:P2′為P2在理論安裝面內(nèi)的投影點(diǎn)(垂足),為在直線上的投影點(diǎn)(垂足);ΔH為垂直于角鏡安裝面的調(diào)整量;ΔL為角鏡在角鏡安裝面內(nèi)沿軸線的調(diào)整量;ΔZ為角鏡在角鏡安裝面內(nèi)垂直軸線的調(diào)整量。
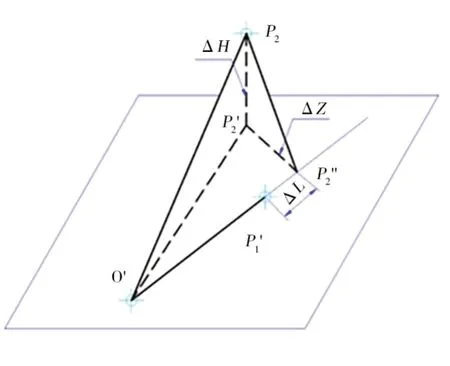
圖7 右側(cè)角鏡理論點(diǎn)與實(shí)際點(diǎn)P2的空間位置關(guān)系Fig.7 Spatial position relationship between theoretical point and actual point P2 of the right angle mirror
三坐標(biāo)檢測得到角鏡頂點(diǎn)位置P1(x1,y1,z1)、P2(x2,y2,z2);由垂足公式,計(jì)算得坐標(biāo)為:
由此,計(jì)算得到調(diào)整量ΔH、ΔL、ΔZ如下:
3.2.3 裝調(diào)順序設(shè)計(jì)
角鏡組件的裝調(diào)順序直接影響裝調(diào)效率及裝調(diào)精度。角鏡組件位置共有3個(gè)調(diào)整量ΔZ、ΔH、ΔL,共有6 種調(diào)整順序:ΔZ→ΔH→ΔL、ΔZ→ΔL→ΔH、ΔH→ΔZ→ΔL、ΔH→ΔL→ΔZ、ΔL→ΔZ→ΔH、ΔL→ΔH→ΔZ。按調(diào)整量的矢量特點(diǎn),調(diào)整順序可分為兩類:安裝面內(nèi)的二位調(diào)整和安裝面的法向調(diào)整,其中調(diào)整量ΔZ、ΔL在安裝面內(nèi),調(diào)整量ΔH在安裝面法向。
由于角鏡組件的實(shí)際安裝面與理論安裝面存在偏差。如果先進(jìn)行安裝面內(nèi)調(diào)整后進(jìn)行法向調(diào)整,實(shí)際安裝面與理論安裝面的偏差會(huì)引起實(shí)際調(diào)整量與理論調(diào)整量偏差,而且后進(jìn)行法向調(diào)整時(shí)需要將角鏡組件與安裝面分離,導(dǎo)致安裝面內(nèi)的位置還需重新調(diào)整,影響裝調(diào)效率及裝調(diào)精度。最終確定的角鏡組件調(diào)整順序?yàn)椤跋确ㄏ蚝笃矫妗保害→ΔZ→ΔL或ΔH→ΔL→ΔZ。
進(jìn)行安裝面法向調(diào)整時(shí),通過在安裝面間放置適當(dāng)厚度墊片實(shí)現(xiàn);根據(jù)計(jì)算的ΔH值對角鏡各安裝點(diǎn)處的調(diào)整墊片進(jìn)行加工及精密修研,其等高偏差優(yōu)于3 μm。
3.2.4 精密微動(dòng)調(diào)整工裝設(shè)計(jì)
在安裝面內(nèi)進(jìn)行二維平移調(diào)整時(shí),角鏡四周沒有限位面,為多自由度狀態(tài),調(diào)整一個(gè)方向時(shí),另一個(gè)方向會(huì)產(chǎn)生平移或繞安裝面法向旋轉(zhuǎn),見圖8(a)。因此,需要在兩個(gè)方向同時(shí)進(jìn)行約束調(diào)整,根據(jù)角鏡支撐結(jié)構(gòu)特點(diǎn),在側(cè)面輔助6個(gè)約束點(diǎn),見圖8(b)。

圖8 角鏡位置調(diào)整狀態(tài)示意圖Fig.8 Schematic diagram of angle mirror position adjustment state
由于角鏡組件安裝的對稱度要求≤10 μm,調(diào)整步幅精度需控制在1 μm。因此,選用了千分微動(dòng)頭進(jìn)行微動(dòng)調(diào)整,根據(jù)擺臂和測微頭結(jié)構(gòu)形式,設(shè)計(jì)了專用夾持裝置,調(diào)整裝置示意圖如圖9。
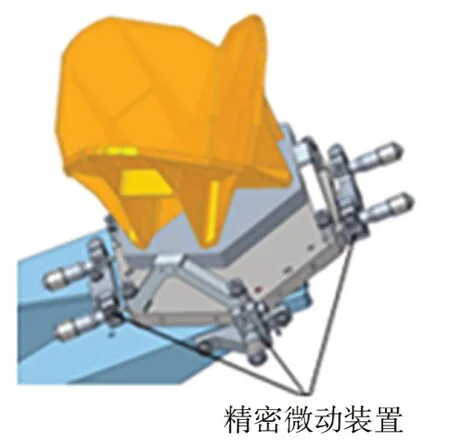
圖9 角鏡位置調(diào)整裝置示意圖Fig.9 Schematic diagram of angle mirror position adjustment device
按照計(jì)算的調(diào)整量進(jìn)行調(diào)整后,三坐標(biāo)復(fù)測角鏡頂點(diǎn)位置,根據(jù)檢測的結(jié)果再進(jìn)行迭代調(diào)整,實(shí)現(xiàn)了角鏡組件在安裝面內(nèi)的精密二維調(diào)整。
調(diào)整前后角鏡頂點(diǎn)坐標(biāo)及偏差如表1所示,三坐標(biāo)測量角鏡頂點(diǎn)位置對稱度(一致性要求)實(shí)測值8 μm,優(yōu)于設(shè)計(jì)要求。

表1 調(diào)整前后角鏡頂點(diǎn)坐標(biāo)及偏差Tab.1 Adjust the vertex coordinates and deviation of front and rear corner mirrors
三坐標(biāo)檢測角鏡頂點(diǎn)對稱度T與坐標(biāo)偏差值Δ關(guān)系:
分析通過角鏡組件裝調(diào)的難點(diǎn),制定了相應(yīng)控制措施:(1)建立了裝調(diào)和檢測的統(tǒng)一基準(zhǔn),避免基準(zhǔn)轉(zhuǎn)換引起誤差,便于測量;(2)將角鏡組件空間位置調(diào)整簡化為空間向量模型,根據(jù)裝調(diào)約束條件將空間點(diǎn)的調(diào)整轉(zhuǎn)化為安裝面內(nèi)調(diào)整和安裝面法向調(diào)整,簡化了調(diào)整維度,給出了空間調(diào)整量計(jì)算方法;(3)確定了“先法向后平面”的調(diào)整順序,提高了裝調(diào)效率及精度;(4)設(shè)計(jì)專用精密微動(dòng)裝置,實(shí)現(xiàn)了角鏡組件安裝面內(nèi)的精密微量調(diào)整。
通過以上措施,角鏡頂點(diǎn)位置對稱度裝調(diào)后達(dá)到8 μm,優(yōu)于10 μm的設(shè)計(jì)指標(biāo),驗(yàn)證了“向量解析+精密微動(dòng)調(diào)整”方法的可行性。
4 結(jié)論
懸臂式多自由度角鏡組件裝調(diào)工藝研究是通過對風(fēng)云氣象衛(wèi)星干涉儀系統(tǒng)的角鏡組件裝調(diào)為研究載體,通過對角鏡組件的裝調(diào)難點(diǎn)進(jìn)行分析,提出了一種“向量解析+精密微動(dòng)調(diào)整”方法。實(shí)踐證明,該方法解決了懸臂式多自由度角鏡組件裝調(diào)的技術(shù)難題,性能達(dá)到了設(shè)計(jì)要求,有效提高了裝調(diào)效率及裝調(diào)精度,已成功運(yùn)用于風(fēng)云氣象衛(wèi)星,為星載擺臂式時(shí)間調(diào)制型邁克爾遜干涉儀的國產(chǎn)化奠定了基礎(chǔ)。
相關(guān)技術(shù)積累對于空間多自由度光學(xué)元件及光機(jī)結(jié)構(gòu)組件的高精度裝調(diào)具有參考意義。
猜你喜歡
《學(xué)習(xí)方法報(bào)》歷史中考版(2023年21期)2023-11-09 07:40:38
數(shù)學(xué)小靈通(1-2年級(jí))(2020年9期)2020-10-27 03:24:18
當(dāng)代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(tuán)(2015年7期)2015-12-17 01:24:38
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20