工業純鈦換熱管脹管開裂失效分析及預防措施*
2024-04-01 07:08:22任利娜文周鋒李旭升
焊管 2024年2期
任利娜,齊 亮,楊 健,苗 壯,李 剛,文周鋒,李旭升
(1.西安交通大學 金屬材料強度國家重點實驗室,西安 710049;2.西部鈦業有限責任公司,西安 710201;3.西安漢唐分析檢測有限公司,西安 710018)
0 前 言
隨著航空航天、石油化工、海洋艦船、海水淡化、核電工業等特殊行業及復雜環境對換熱器提出的耐腐蝕及高效換熱等要求[1-2],工業純鈦作為典型的α型鈦,因其具有較高的強塑性匹配及耐蝕特性,在氧化性、中性和弱還原性介質中均表現出良好的穩定性,成為理想的管束類結構材料。尤其是TA2工業純鈦薄壁管以其優良的換熱效率、良好的耐腐蝕性、抗沖刷性等綜合性能及成本優勢,成為海水或冷卻介質惡劣的凝汽器及換熱器首選管材[3-5],在換熱器行業備受青睞。
實際工程應用中,換熱管服役一段時間后發生泄漏甚至失效的事故時有報道[6-8],相關研究主要集中在故障分析、失效類型、介質影響及相關的換熱參數設計優化等方面[9-12]。對于這種具有高效換熱特點的薄壁鈦管,前期管材軋制及后續穿管、脹接等制造環節易發生的壓扁、彎曲甚至發生不易被檢測的微小缺陷等相關問題研究較少。因此深入研究薄壁鈦管生產、換熱器制造環節及后續使用過程中出現的問題,對于盡早發現或預防重大事故的發生具有重要意義。
本研究通過對TA2 薄壁鈦管在換熱器制造過程中發生的脹管開裂失效問題進行分析,通過失效位置分析、宏觀斷口形貌觀察及后續的金相、EBSD、SEM 等測試分析,確定了該類薄壁鈦管的失效模式,討論了其開裂原因及裂紋產生機理,提出了有效的管材生產管控方法和建議。
1 失效位置宏觀形貌
Φ145 mm 規格TA2 棒坯經過擠壓制坯、冷加工軋管、真空熱處理等工藝制成Φ13 mm×1.25 mm TA2 換熱管,經水壓、氣密、壓扁、擴口以及力學性能等檢測合格后與管板裝配、脹接及焊接,再經過相關檢測最終制成管式換熱器。具體生產流程為:棒坯→擠壓管坯→開坯軋制→半成品軋制(多道次)及熱處理→成品軋制及熱處理→矯直→檢測→管板裝配→脹接→焊接→檢測→合格換熱器。成品管材須滿足GB/T 3625—2007 或其他訂貨要求,方可作為合格管材與管板裝配完成換熱器生產。在某次換熱器制造過程中,穿管與脹接環節穩定正常,在后續的管板焊接時發現有一支鈦管失效開裂,如圖1 所示,圖1(a)和圖1(b)分別為失效位置及管口開裂宏觀形貌;將失效鈦管沿軸向切割,圖1(c)~圖1(e)分別為管材端部、脹接區及正常無缺陷區連續的宏觀斷口樣品,標記為1#、2#、3#,整個取樣過程盡可能保留鈦管失效部分的原始狀態。
2 鈦管斷口形貌及失效分析
2.1 1#試樣斷口形貌及失效分析
2.1.1 1#試樣宏觀形貌及微區SEM
1#試樣位于開裂鈦管的最前端管口處,斷口總長約14 mm,宏觀呈現明暗不同的三個區域:A區光滑發亮,長約9 mm;B區近內壁處光滑發亮,靠近外壁處粗糙發暗,長約4 mm;C區斷口粗糙發暗,長約1 mm。斷口形貌及SEM 照片如圖2所示,初步判斷該斷口試樣未能呈現完整的斷裂行為。
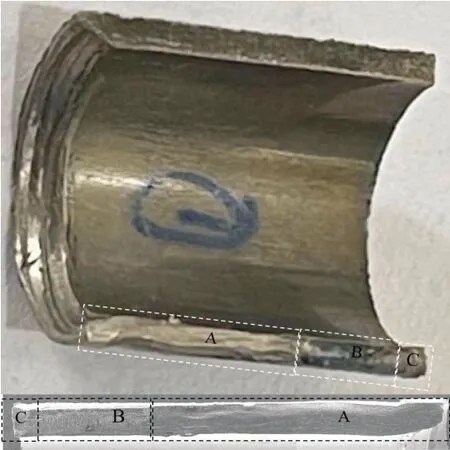
圖2 1#試樣宏觀形貌及斷口SEM照片
由圖2 可見,A 區斷裂面為平整面,沿軸向存在較多“褶皺”及少量非平直形貌,“褶皺”總體與軸向平行。這與管材冷軋過程沿軸向塑性變形的受力過程有關。少量非平直形貌與軸向呈現一定角度,且伴有壓縮、摩擦痕跡,如圖3(b)和圖3(c)所示。觀察該區域壁厚斷口形貌,并未發現從內、外壁向芯部延伸的擴展裂紋或者裂紋源。進一步觀察圖3中的“褶皺”及少量非平直形貌,如圖4(a)~圖4(c)所示,幾乎沒有韌窩存在,因此判斷該區域為解理斷裂,但裂紋源及起裂位置無法從圖中觀察到。
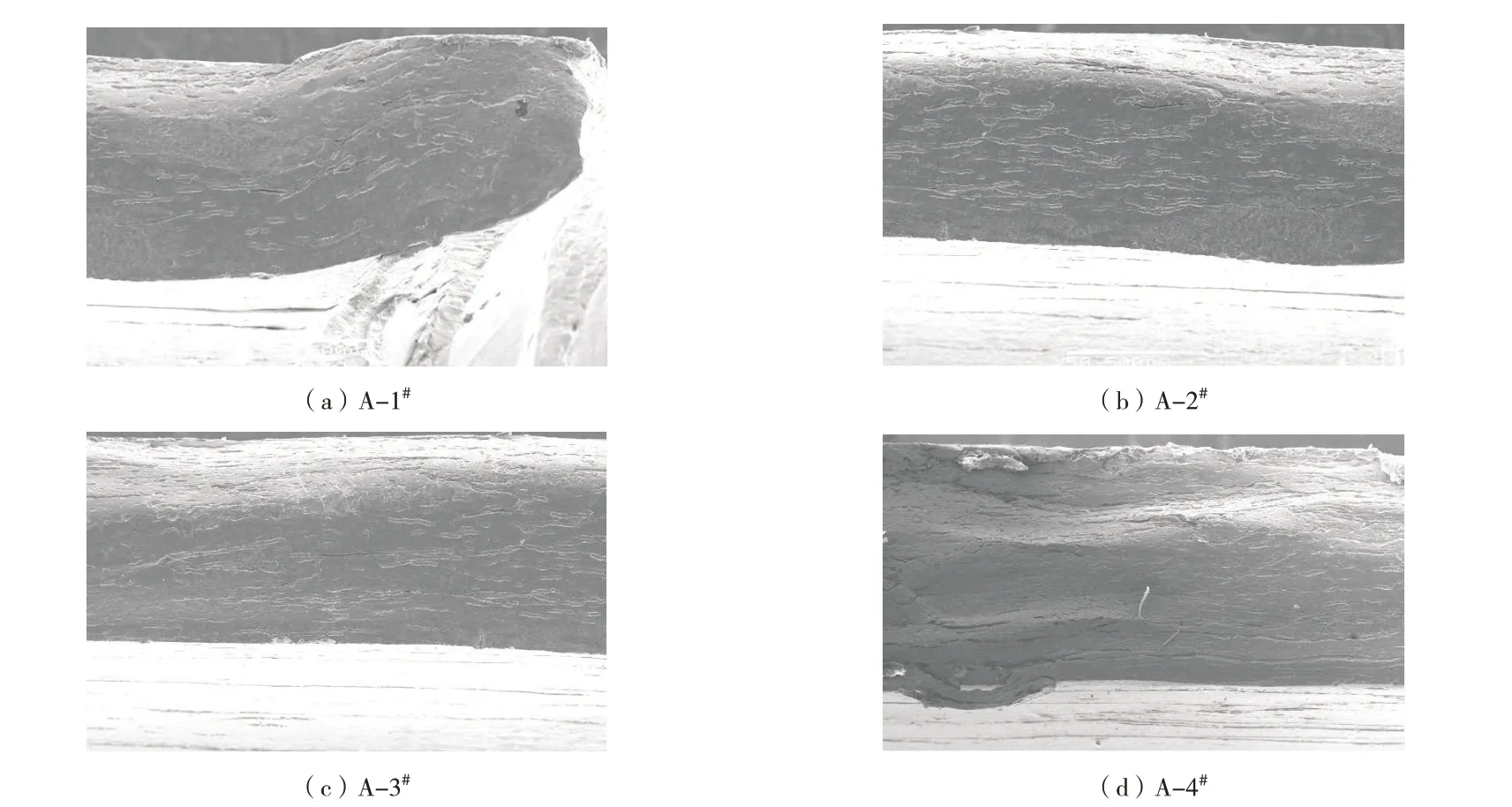
圖3 1#試樣A區斷口特征分解圖
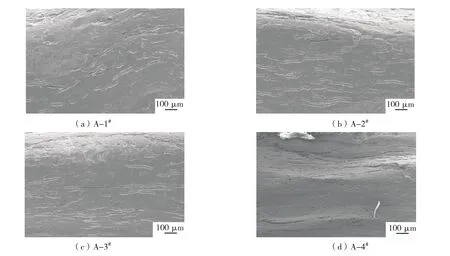
圖4 1#試樣A區斷口準裂紋源不同區域微觀形貌
結合上述分析及管材生產、檢測及后續使用工況中確實存在管材頭部被切除的實際情況,可以斷定原始裂紋源存在(延伸至)于A區更前端(包含但不限于A區)。
相對于A區整體呈現的光滑平整斷裂面,沿縱向分布具有摩擦、壓縮的痕跡特征(見圖5),而未被摩擦的區域仍保留著原始的斷裂韌窩。分析認為,發生在脹管后的A區斷口光亮平整,并非脹管造成的新鮮斷裂面,而是較早存在的開放裂紋經后期加工(脹管等)變形所造成。根據管材的加工及變形過程判斷,該管材頭部殘留的原始裂紋缺陷在進入成品軋制前未能在超聲檢測環節被準確定位進而被切除,該缺陷在成品管軋制中在軋輥、芯棒驅動下相互接觸、擠壓、碰撞、摩擦,導致原始的粗糙韌窩斷口形貌趨于平滑(或進一步擴展開裂),并在此過程中形成如圖5所示的壓縮摩擦痕跡。管材后續在運輸、轉序及換熱器制造過程中,尤其是在脹管外力(脹接力)作用下,以此缺陷為起裂源,沿縱向進一步擴展延伸至B、C區域。
1#試樣斷口B區SEM形貌如圖6所示,內壁為摩擦平面起裂區,外壁為剪切帶,剪切帶與內壁平面起裂區之間大量分布韌窩形貌,屬于裂紋擴展區,因此判斷B區斷裂是從內壁向外壁擴展形成。從右到左觀察B區,位于內壁的平面起裂區越來越窄,判斷此起裂區為A區開放裂紋延伸至此,進一步說明如果A區的開放裂紋通過探傷精準劃線切除干凈,在后續成品管軋制或管/板脹接過程中可避免B區出現裂紋開裂及擴展。同時裂紋瞬斷區的斷裂剪切帶從右到左逐漸變厚,且存在大量的剪切韌窩,與之對應的壁厚方向裂紋擴展區均為韌窩形貌。可以看出B區的斷裂過程是以A區殘留延伸至B區內壁的缺陷為裂紋源,從內壁經由裂紋擴展區域至外壁形成剪切帶最終斷裂。

圖6 1#試樣B區SEM形貌
結合圖5、圖6 及上述分析,可以初步判定1#斷口沒有冶金缺陷,斷裂過程為:A 區斷裂平面為原始裂紋,幾乎沒有韌窩存在;B 區以過渡區為起裂源,呈現完整的斷裂過程;C 區存在大量的剪切韌窩,伴有韌性撕裂形貌,且明顯看出剪切不完整,這是由于在取樣過程中已將其破壞切除。
2.1.2 1#試樣斷口不同區域EDS分析
針對1#試樣A、B、C特征區域典型微區進行不同倍數能譜(EDS)掃描分析,結果如圖7 所示。不論失效鈦管光滑平面斷口還是延伸至后端粗糙斷口均只有Ti元素和少量的C元素,而C元素的存在是后期線切割污染所致。由此可得出,1#試樣管材脹裂失效不是夾雜等冶金缺陷引起的。
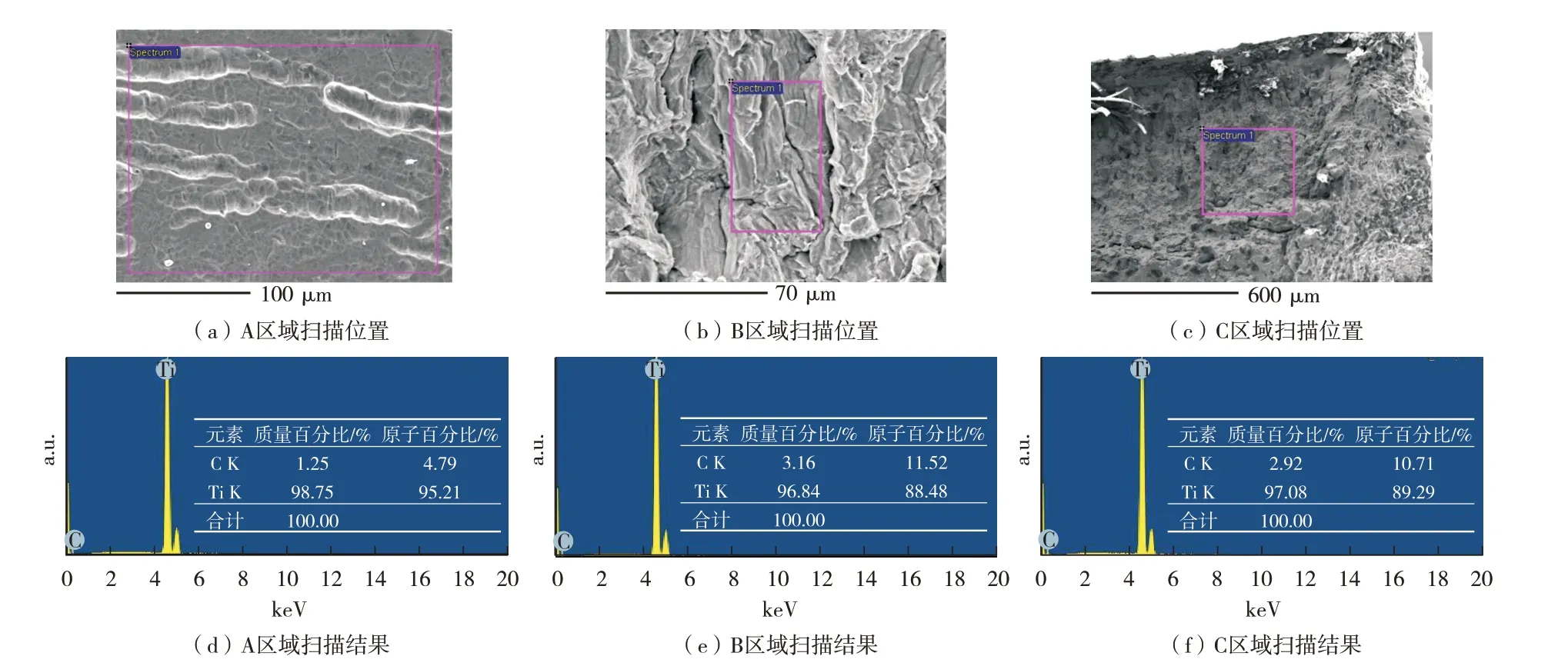
圖7 1#試樣不同位置EDS分析結果
2.2 2#試樣斷口形貌及失效分析
2.2.1 2#試樣宏觀形貌及微區SEM
2#試樣位于與管板接觸的位置,其開裂發生在端部貼脹區,宏觀及微區SEM掃描結果如圖8所示。

圖8 2#試樣宏觀及微區SEM形貌
由圖8 可以看出,斷口呈現完整的斷裂過程,機理明確、形貌清晰:即沿著管內壁的裂紋源A、裂紋擴展區B以及瞬斷區C。這與脹接過程中2#試樣所處位置(管板貼脹區)、受力方向及過程等實際工況相吻合。從圖8中的區域劃分初步判定,管材內壁該區域存在細微褶皺類缺陷,脹管后缺陷沿軸向及壁厚方向進一步擴展開裂,最后的瞬斷區存在一定程度的撕裂,即剪切瞬間斷裂。
2.2.2 2#試樣斷口不同區域EDS分析
對2#試樣上述A、B、C 區域 進 行 能 譜(EDS)掃描分析,選取典型掃描區域形貌及位置,不同區域的SEM 形貌及能譜分析結果如圖9 所示。能譜結果表明,3 個區域的能譜顯示Ti 均為主元素,少量的C 元素的存在為后期線切割污染所致,起裂區微區的少量O 元素為斷裂平面裸露在外發生氧化所致。
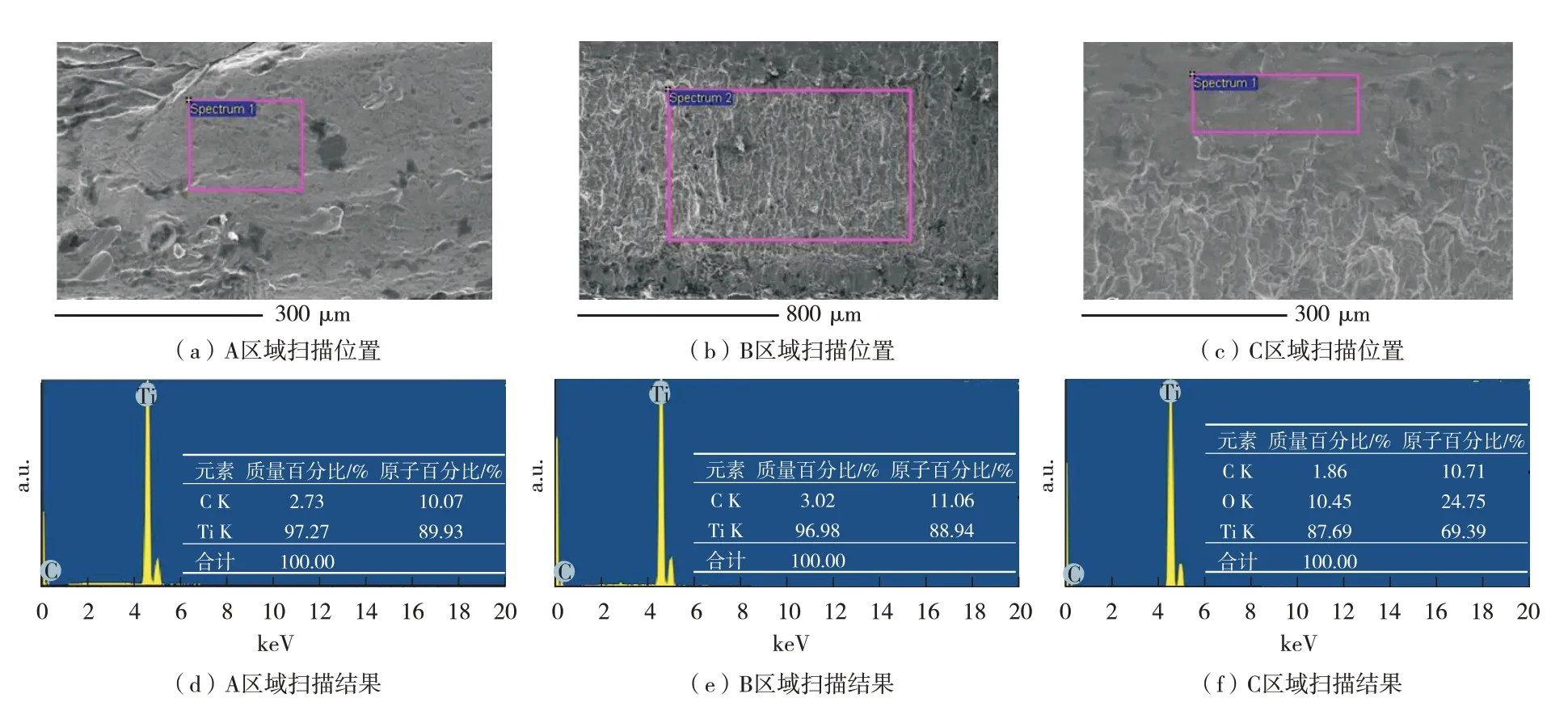
圖9 2#試樣不同區域EDS 掃描結果
2.3 3#試樣形貌及SEM分析
3#試樣為正常管材部位,宏觀形貌如圖1(e)所示,目測并未發現異常。分別對其內表面及橫截面進行不同倍數SEM 觀察,如圖10 和圖11所示。可以看出,內表面均勻分布縱向規律性紋路,這是管材的冷軋縱紋及管坯受力變形的軌跡。為了驗證這種縱向紋路是否在后續管材受力變形等使用過程中存在潛在隱患,通過管壁橫截面SEM 掃描測試的縱向紋路深度與GB/T 3625 管材標準規定的超聲波標準傷深(長×寬×深:3.18 mm×0.25 mm×0.1 mm)比對,可以看出內壁最大褶皺處的“溝壑”深度尺寸,遠遠小于標準傷深0.1 mm (見圖11),符合常規使用要求。

圖10 3#試樣內表面軸向不同位置SEM形貌

圖11 3#試樣內表面橫截面不同位置SEM形貌
2.4 管材失效原始裂紋產生原因分析
為了保證TA2 薄壁管壁厚均勻、尺寸穩定,成品軋制一般采用三輥軋機,道次軋制變形量及軋制送進量均選取較小參數。軋制過程中,軋輥運行一個行程,送進量1~3 mm,旋轉40°~60°,完成管坯直徑減小、壁厚減薄的變形過程。單個軋程中,管坯與軋輥接觸部分受周向壓應力作用,其余部分受周向拉應力作用,隨著軋制進行,坯料不斷旋轉推進,管坯橫截面周向不同區域受周期性交替(拉應力→壓應力),直至最終成品尺寸。
軋制起始階段由于管材頭部自由端無對稱約束力,易產生不均勻變形導致的應力集中。通常,若頭部有毛刺或不平整等,軋制過程將會在此基礎上產生微裂紋或小缺陷。若這些小缺陷在過程檢驗中未被及時發現和清除,將會在后續軋制過程中,以此為裂紋源擴展、開裂,甚至貫穿。因此,管材生產中的過程檢驗,尤其是成品前一道次的檢驗尤為重要。裂紋缺陷一般會在管坯未與軋輥接觸區域萌生、擴展,當其隨著管材軋制旋轉至與軋輥接觸區域,受壓應力作用,裂紋斷裂面趨于平滑。若管坯頭部存在原始裂紋或者某道次軋制初期即出現裂紋,則隨著軋制的進行,該裂紋斷裂面在周期性壓應力作用下逐漸趨于平滑,即1#樣品斷口的“平滑段”及“摩擦痕”產生的原因。管材冷軋是“減徑+減壁”的周期性塑性變形過程,“減徑”形成縱向“褶皺”、而“減壁”則是將“褶皺”展開軋平的過程,最終形成圖11 中的管材橫截面內表面深淺不一的“小坑”及軸向的“褶皺”形貌。根據材料特性、軋管道次變形量及總變形工藝優化設計,可在一定程度上弱化或最大程度減小內壁缺陷,有效避免后續使用的隱患。
鈦管材冷軋中塑性變形特征決定其頭部容易發生開裂,實際生產中可通過超聲探傷、渦流、水壓等方式識別并切除。本次鈦管失效開裂是管材頭部存在的原始裂紋缺陷所導致。追溯原因是由于批量生產過程中水浸超聲波探傷后管材表面未徹底干燥,在轉序過程中標識被“暈開”變得模糊,后續平頭切定尺工序發生位置偏離,未將缺陷徹底切除,導致缺陷一直隱藏至脹管后才被發現。為了杜絕后續此類情況再次發生,一是建議進一步加強成品管材端部的探傷及標記;二是根據管材徑厚比,設計合理道次變形量,尤其是成品軋制的減徑、減壁匹配,避免此類問題再次發生。
3 結 論
(1)Φ13 mm×1.25 mm 規格TA2 換熱管失效斷口形貌及能譜分析結果表明,管材不存在化學成分異常、夾雜等冶金缺陷,直接原因是成品軋制階段管材頭部存在原始裂紋缺陷,且在檢驗中未被徹底切除。
(2)薄壁鈦管內壁出現的縱向軋制紋,尺寸雖遠小于標準規定值,但是原始微裂紋的存在,在后續某種情況下將促進裂紋的進一步擴展。
(3)為了避免管材端部發生開裂,應加強管材端部無損檢驗及軋管工藝過程管控。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
今日農業(2021年9期)2021-11-26 07:41:24
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
建筑材料學報(2014年3期)2014-03-11 17:08:02
