3D打印全再生粗骨料混凝土各向異性力學性能研究
2024-04-08 08:05:56段珍華呂振源肖建莊
同濟大學學報(自然科學版) 2024年3期
段珍華, 呂振源, 肖建莊, 李 壘, 劉 春
(1. 同濟大學 土木工程學院, 上海 200092;2. 廣東省公路建設有限公司,廣東 廣州 510623;3. 廣深新塘立交改造項目管理處,廣東 廣州 510765)
作為3D打印混凝土材料的探索熱點之一,當前針對3D 打印水泥基材料研究多聚焦細骨料層面的3D打印砂漿[1-2]。盡管3D打印砂漿具備良好的可打印性、均質(zhì)性及可建造性,能夠滿足建筑構(gòu)件及低層結(jié)構(gòu)建造的需求,但其在應用中的缺陷也愈加凸顯。一方面,建筑3D 打印工藝與傳統(tǒng)工藝存在顯著差異,粗骨料的骨架作用缺失及較高的膠凝材料用量導致3D打印砂漿收縮及微裂縫延展程度較高[3];另一方面,打印砂漿配比設計下砂率較高,膠凝材料用量大,建造成本及碳排放總量較高[4-5]。因此將粗骨料摻入制備3D打印油墨,是解決砂漿現(xiàn)存問題的重要途徑之一。
3D 打印建筑在實際工程應用中大多暴露在自然環(huán)境條件下,其性能發(fā)展會受環(huán)境溫度及濕度影響。其中溫度條件對3D 打印混凝土的力學性能發(fā)展影響更為顯著,一方面,混凝土表面水分會受到高溫作用由液相轉(zhuǎn)變?yōu)闅庀啵S干縮進程導致混凝土開裂;另一方面,混凝土表面水分的缺失導致混凝土內(nèi)非結(jié)合水受濃度梯度作用向外遷移,削弱水泥熟料礦物與水反應放熱效能。已有研究表明,再生粗骨料(RCA)的高吸水率和吸水速率特性有助于加速打印油墨由流動性向塑性轉(zhuǎn)化,減少混凝土擠出后塑性狀態(tài)持續(xù)時間,進而提升打印混凝土可建造性,且孔隙水能夠參與二次水化,有利于水泥熟料充分水化[6-7]。合理的粗骨料摻量可以增強打印層間結(jié)合力,提高力學強度,減少3DPC的各向異性力學性能[8]。膠凝材料與粗骨料比例的降低雖然能夠提高最大打印高度和力學性能,但削弱了疊層結(jié)構(gòu)的形狀穩(wěn)定性[9],不利于疊層方向硬化后力學性能發(fā)展。再生粗骨料摻入下的打印混凝土的抗壓強度和抗折強度具有明顯的各向異性特征,且均普遍隨取代率的增加而下降;齡期越短,總體上下降幅度越大[10]。此外,再生材料的使用還可以降低天然砂石及水泥用量,實現(xiàn)3D打印混凝土的低碳及經(jīng)濟性價值[11-12]。
本文在前期3D 打印細石商品混凝土研究的基礎上,考慮再生粗骨料(RCA)的高吸水率與吸水速率特征,采用粒徑為4.75~10mm的100%RCA取代天然粗骨料(NCA)制備打印油墨,對比分析兩種混凝土油墨的可打印性,同時重點評估了自然養(yǎng)護相對于標準養(yǎng)護對3D 打印油墨硬化后各向異性力學性能的影響。本文結(jié)論將為3D 打印全再生粗骨料混凝土的實際工程應用以及廢棄混凝土的高品質(zhì)資源化提供新思路。
1 原材料與配合比
1.1 膠凝材料及外加劑
膠凝材料包括P·O 42.5普通硅酸鹽水泥、F類II級粉煤灰及SF90硅灰,化學成分列于表1。硅灰的選用是為了更好地填充水泥顆粒間孔隙,提升打印油墨的保水能力并降低摩擦阻力。為實現(xiàn)打印油墨對可打印性、可建造性及可擠出性的需求,添加了增稠劑、緩凝劑及減水劑等外加劑,增稠劑選用纖維素醚(黏度為2×105Pa·s),緩凝劑選用葡萄糖酸鈉(工業(yè)級),超塑化劑選用聚羧酸類減水劑,減水效率為25%。

表1 膠凝材料化學成分Tab. 1 The chemical parameters of cementitious materials
1.2 骨料
天然細骨料 (NFA)選用細度模數(shù)為2.14 的天然河砂。粗骨料的最大粒徑均為10mm,分別選用NCA 和上海某廢棄混凝土資源化廠的RCA。其中RCA 顆粒形貌粗糙且不規(guī)則,參照《混凝土用再生粗骨料》(GB/T 25177-2010)進行測試屬于III 類再生粗骨料。本文所用粗、細骨料基本性能見表2,骨料粒徑分布見圖1。
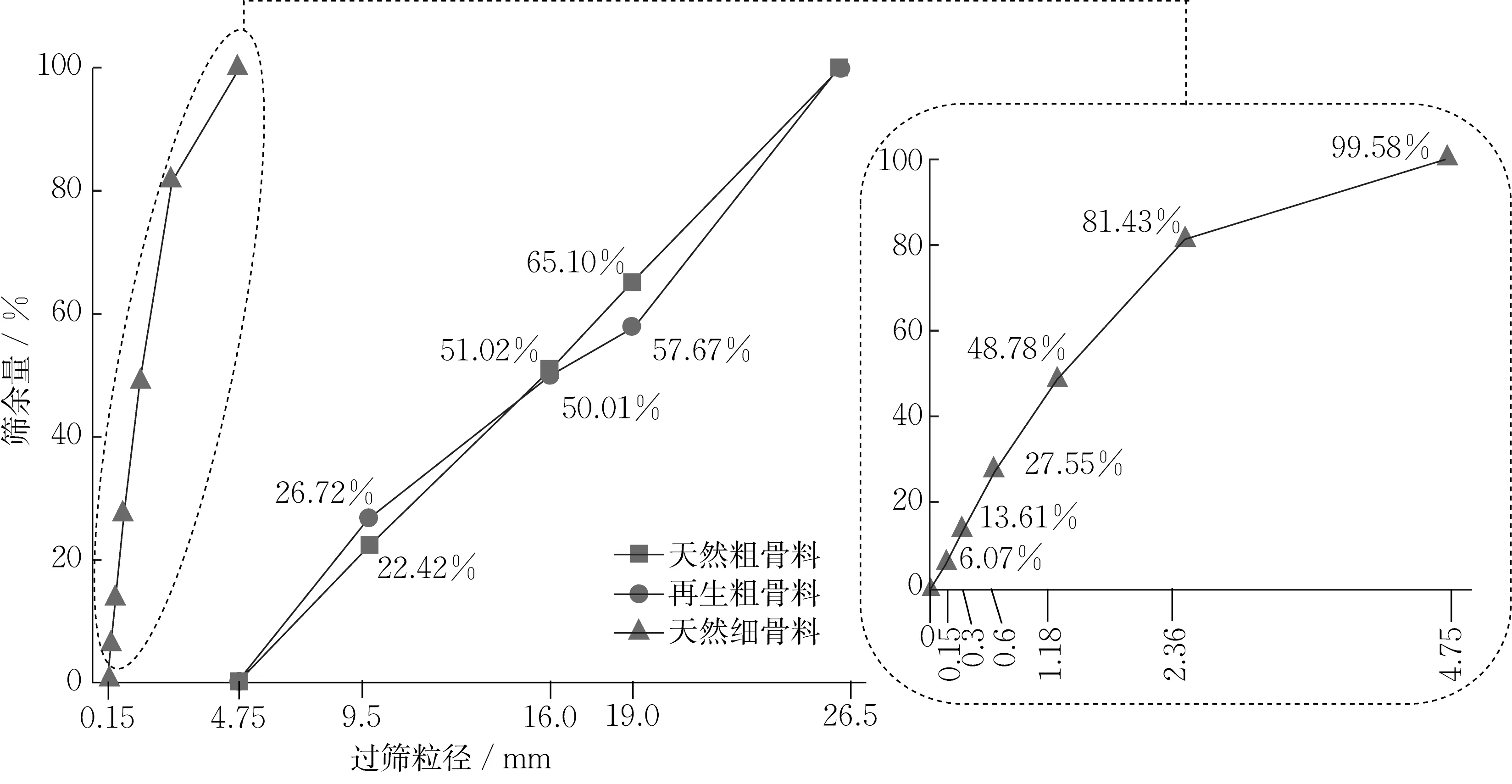
圖1 試驗用粗、細骨料粒徑分布Fig. 1 Particle size distribution of coarse and fine aggregates for the test

表2 粗、細骨料的基本性能Tab. 2 Performance of coarse and fine aggregate used in this study
1.3 打印油墨配合比設計
基于前期油墨試配,采用100%RCA 等體積取代NCA,對比設計了天然粗骨料混凝土(NAC)和再生粗骨料混凝土(RAC)兩種油墨材料,配合比如表3 所示。骨料按照飽和面干表觀密度計算,考慮RCA的高吸水率特性,根據(jù)實際含水率添加相應的附加水以確保相同的有效水灰比。設計18 個尺寸為100mm×100mm×100mm 的標準抗壓試樣及12個尺寸為100m×100mm×400mm 的標準抗折試樣,對比分析打印試樣不同方向受力特性。

表3 打印油墨的配合比Tab. 3 Mix proportions of printed materials used in this study
1.4 打印參數(shù)與取樣方法
混凝土3D 打印機基于編程代碼控制打印頭移動路徑、移動速度和擠出速度。其中,打印頭噴嘴直徑為100mm,移動路徑設置為原點復位形式,即每層移動600mm 至代碼運行結(jié)束后返回原點,提拉40mm高度后開展疊層打印;移動速度設置為10cm·s-1;擠出速度設置為785cm3·s-1。力學測定試樣均為混凝土切割機取樣,取樣方式如圖2所示。其中,抗壓試樣測定X軸(打印頭移動路徑)、Y軸(傳動路徑,與X軸方向垂直)及Z軸(提升路徑)方向,抗折試樣測定Y及Z軸方向。

圖2 混凝土打印形式及取芯示意Fig. 2 Schematic representation of concrete printing form and coring
2 試驗方案
2.1 打印油墨的攪拌流程
針對NAC 的打印油墨制備,首先將NCA 與NFA加入至強制攪拌機內(nèi)干拌2min,再加入其余組份(包括各種膠凝材料和外加劑)繼續(xù)攪拌5min。針對RAC的打印油墨制備有所不同,包含骨料預飽水和二次攪拌兩個階段。首先,將RCA,計算附加水及一半拌合水加入至強制攪拌機內(nèi)攪拌3min,再加入其余組份二次攪拌5min。其中,增稠劑及緩凝劑為一次加入,減水劑分兩次加入。這主要是考慮RCA 附著砂漿的疏松多孔特性可能會吸附部分減水劑及拌合水,影響實際有效水膠比與混凝土水化進程。
2.2 混凝土油墨可打印性
通過前期打印預研分析,坍落度參數(shù)控制在110±10mm 時,新拌混凝土油墨擠出后打印條帶具備最佳變形穩(wěn)定性,實測屈服應力和塑性黏度分別介于238.72~265.41MPa 和24.16~21.35Pa·s,證明了具有良好的可打印性[9]。RAC打印條帶至3層(標定高度120mm)時底層寬度由100mm 增至102mm,高度為120mm,側(cè)向變形率僅2%。打印條帶增至8層(標定高度320mm)時底層寬度由100mm增至106.4mm,高度為312mm,側(cè)向體積變形率為6.4%,縱向變形率為2.5%。標定高度的下降是由于打印條帶側(cè)向變形,且打印層間經(jīng)上層擠壓更加密實,層間空隙被填實導致上層油墨高度缺失。
2.3 考慮不同養(yǎng)護條件的3D打印混凝土各向異性力學性能
3D 打印混凝土的各向異性力學性能包括7d 和28d抗壓及抗折強度。參照《普通混凝土力學性能試驗方法標準》(GB/T 50081-2016),采用電子萬能伺服壓力機進行測試,加載速度分別設定為0.5mm·s-1s和0.05mm·s-1。養(yǎng)護條件包括標準養(yǎng)護(溫度T=20±1℃,相對濕度RH= 95%)和自然養(yǎng)護,自然養(yǎng)護溫濕度條件及動態(tài)監(jiān)測方式見圖3、4。
2.4 3D打印混凝土微觀界面表征
通過混凝土切割機獲取打印混凝土試樣骨料界面及層間樣本,尺寸為10mm×10mm×10mm。試樣切割后采用軟毛刷去除切割面粉塵,放置真空烘干箱105℃烘干24h 至恒重狀態(tài)。放置掃描電鏡前需經(jīng)噴金及樣本抽真空處理,骨料觀測界面為切割截面,打印層間觀測界面為原始未切割截面,分別測得其SEM表征數(shù)據(jù)并分析。
3 試驗結(jié)果與討論
3.1 骨料類型對混凝土油墨可打印性能的影響
通過試驗對比測試間隔為5min 下兩種油墨打印后靜置30min時的坍落度。如表4所示,在相同減水劑摻入下,RAC 油墨的坍落度經(jīng)時損失更為顯著,能夠更快地由流動性轉(zhuǎn)變?yōu)樗苄誀顟B(tài)。NAC油墨具備較好流動性,初始坍落度達110mm;與初始坍落度相比, 10min時坍落度仍保持92 mm,這表明經(jīng)過一段時間后NAC 油墨仍具有良好塑性狀態(tài)流動性。這會導致其初始打印底層條帶側(cè)向變形較大,塑性狀態(tài)下變形穩(wěn)定性不佳,不利于建筑尺寸精度控制。與NAC 油墨相比,RAC 油墨初始坍落度明顯降低。這是由于RCA 較高的吸水率降低了油墨流動性,增強了初始可建造性,使印刷條帶的體積變形得到有效控制,打印10min 時底層條帶具備更好承載能力,有利于提升結(jié)構(gòu)整體打印效率。

表4 油墨狀態(tài)及其坍落度經(jīng)時損失Tab. 4 Slump loss over time for concrete inks
研究發(fā)現(xiàn),每組試樣的可打印性都受到骨料類型的顯著影響。NAC 打印油墨的連續(xù)打印狀態(tài)穩(wěn)定,底層條帶被上層重量擠壓變形。隨著層數(shù)的增加,底層層高度減少至結(jié)構(gòu)側(cè)傾。RAC打印油墨的良好連續(xù)打印狀態(tài)隨時間增長而下降,RCA粗糙形貌及高吸水率特性使打印條帶流動性損失加快,打印層間摩擦力隨流動性損失增大,層間機械咬合力減小了連續(xù)層打印相對位移,提升了擠出后油墨整體變形穩(wěn)定性;RCA 較NCA 較低的表觀密度降低了上層打印條帶自重,減少下層打印條帶荷載,隨著下層油墨由塑性狀態(tài)轉(zhuǎn)變?yōu)楦捎残誀顟B(tài),底層打印油墨體積變形減小。
3.2 養(yǎng)護條件對打印混凝土力學性能的影響
自然養(yǎng)護主要通過環(huán)境溫度和濕度條件變化影響混凝土水化過程。如圖3a 所示,28d 養(yǎng)護期內(nèi)平均溫度主要在23.89℃和30.56℃間波動,與標準養(yǎng)護溫度20±1℃相比,自然養(yǎng)護條件下溫度更高且波動大。自然溫度最高可達36.67 ℃,這對混凝土保水性不利,混凝土內(nèi)水分揮發(fā)削弱混凝土水化程度,導致微裂縫產(chǎn)生及混凝土干燥收縮程度加劇。此外,固化階段內(nèi)露點溫度(氣體分子含量達到飽和狀態(tài)自然溫度,低于此溫度時水分從自然中析出并凝結(jié)成水滴)絕大部分低于最低自然溫度,這導致混凝土無法通過從空氣中析出水分參與水化,因此,自然養(yǎng)護下的溫度條件會顯著降低混凝土性能發(fā)展。在28d的養(yǎng)護過程中,空氣平均濕度主要在55%~97%之間波動,與圖3b所示的95%的標準養(yǎng)護濕度相比較低。高溫時自然養(yǎng)護條件空氣濕度僅為25%導致水分從混凝土內(nèi)部傳輸至表面,削弱混凝土內(nèi)水化作用。
對比測定3D打印混凝土標準抗壓及抗折強度,考慮骨料類型(NCA 和RCA)、養(yǎng)護條件(標準養(yǎng)護和自然養(yǎng)護)及養(yǎng)護時間(7d 和28d)對力學性能的影響。試驗結(jié)果表明NAC與RAC組在標準養(yǎng)護條件下的試件強度均值均高于自然養(yǎng)護條件,NCA在標準養(yǎng)護條件下力學性能提升較RCA 更顯著。如圖5 所示,7d NAC 試樣組在標準養(yǎng)護抗壓強度為30.8MPa,自然養(yǎng)護下抗壓強度(24.3MPa)損失約為前者19.84%; 28d 抗壓強度發(fā)展至46.9MPa,約為自然養(yǎng)護下抗壓強度(37.6MPa)的1.25 倍,而RAC 打印試樣組在標準養(yǎng)護條件下7d 抗壓強度為17.4MPa,自然養(yǎng)護下再生打印油墨標準立方體7天抗壓強度損失約為前者20.13%,養(yǎng)護7d RAC 打印試樣組與NAC 打印試樣組力學性能差距由標準養(yǎng)護下的7.5MPa 減至自然養(yǎng)護下的6.08MPa。此外,自然養(yǎng)護條件下測得RAC打印試樣性能離散更高,這可能是持續(xù)水化進程下自然養(yǎng)護溫、濕度條件的影響,附著砂漿孔隙內(nèi)非結(jié)合水從混凝土內(nèi)傳輸至外部環(huán)境,導致了混凝土內(nèi)二次水化提升作用的隨機發(fā)展。
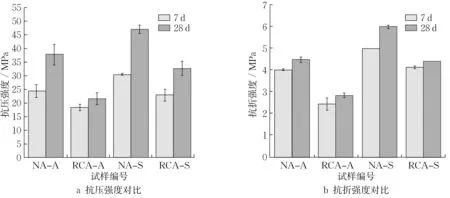
圖5 不同養(yǎng)護方式澆筑試樣強度對比Fig. 5 Comparison of mechanical properties under different maintenance conditions
3.3 骨料類別對3D打印混凝土各向異性力學性能影響
打印層間作為影響混凝土各向異性性能的關(guān)鍵參數(shù),其基于不同粗骨料油墨X、Y、Z軸抗壓強度關(guān)系均為X軸>Z軸>Y軸,NAC及RAC試樣28dY軸抗壓強度分別為X軸的83.41%與84.27%;Z軸抗壓強度分別為X軸的88.61%與81.52%。如圖6所示,對比分析發(fā)現(xiàn)X軸早期各向異性性能明顯降低,這說明RCA的取代對X軸方向力學性能影響最為明顯, 而Y軸及Z 軸受骨料品質(zhì)影響有限。這可能是由于Y軸及Z軸方向?qū)虞^差的層間性能在骨料未承受較大應力狀態(tài)下率先破壞。與各向異性抗壓試件的表現(xiàn)不同,3D 打印NAC 和RAC 試件抗折強度關(guān)系均為Y軸>Z軸如圖7 所示。在水化進程未受影響狀態(tài)下各向異性抗折強度主要受層間性能制約,NAC 組試樣優(yōu)于RAC 組試樣主要由骨料性能差異決定;水化進程受環(huán)境溫濕度影響,RCA 附著砂漿孔隙水受梯度影響發(fā)生傳輸作用,能夠促進混凝土內(nèi)二次水化作用,縮小再生試樣與天然試樣間性能差距。需要強調(diào)的是NCA具備較高的強度,但自然養(yǎng)護環(huán)境下打印試樣的不充分水化導致其強度優(yōu)勢難以充分發(fā)揮。

圖6 不同養(yǎng)護方式3D打印試樣各向異性抗壓強度對比Fig. 6 Comparison of anisotropic compressive strength of 3DPC with different maintenance conditions

圖7 不同養(yǎng)護方式3D打印試樣各向異性抗折強度對比Fig. 7 Comparison of anisotropic flexural strength of 3DPC with different maintenance conditions
3.4 3D打印混凝土骨料界面及層間微觀特征
通過電鏡 (SEM),分析骨料差異及層間特性對混凝土宏觀性能影響。如圖8 所示,天然骨料表面質(zhì)密無裂縫,均呈現(xiàn)被新砂漿包裹狀態(tài),且骨料間由新砂漿填充。這表明天然骨料能較好實現(xiàn)混凝土內(nèi)部應力傳遞,發(fā)揮其較高的材料強度,提升混凝土力學性能,此時混凝土承載能力受新砂漿力學性能制約。

圖8 天然粗骨料打印試樣界面形貌Fig. 8 Interface morphology of NCA printed specimens
相較于天然骨料混凝土,再生粗骨料摻入下打印試樣界面組成更加復雜。如圖9 所示,再生粗骨料由天然原石及附著舊砂漿組成,在打印硬化后呈現(xiàn)天然原石與舊附著砂漿間界面、天然原石與新砂漿間界面及舊附著砂漿與新砂漿間界面三種狀態(tài)。舊附著砂漿由于疏松多孔特性使其成為應力傳遞間薄弱區(qū)域。在新砂漿與天然原石黏結(jié)良好條件下,有效提升舊附著砂漿與新砂漿接觸面積,利用其高吸水特性獲得放入孔隙內(nèi)非結(jié)合水促進新砂漿二次水化,是調(diào)控再生粗骨料打印試樣可打印性兼顧其硬化后力學性能的關(guān)鍵。

圖9 再生粗骨料打印試樣界面形貌Fig. 9 Interface morphology of RCA printed specimens
采用機械切割獲取的打印層間樣本通過SEM分析發(fā)現(xiàn),層間界面 (1-2 區(qū)域) 光滑并存在少量孔隙,這是由于打印條擠壓過程中空氣未能通過振搗排出導致(圖10)。垂直于層間界面的滑移界面內(nèi)孔隙較多,測定層間內(nèi)掃描厚度 (1-1 區(qū)域) 約為10mm,此區(qū)域內(nèi)形貌由孔隙、骨料及砂漿構(gòu)成,其中孔隙主要由水化凝膠孔、毛細孔及氣孔構(gòu)成,細骨料顆粒較多,幾乎未見粗骨料。氣孔數(shù)量作為制約3D打印層間性能的重要因素之一,層間破壞易經(jīng)氣孔密集區(qū)域展開并延伸至混凝土內(nèi)部。此外,層間毛細孔為新砂漿水化進程持續(xù)發(fā)展形成產(chǎn)物,其總量和孔徑的增長不利于層間耐久性能發(fā)展。因此,打印層間性能的有效提升一方面需通過調(diào)控擠出噴頭進一步減少打印層間氣孔總量,另一方面需通過養(yǎng)護形式優(yōu)化減少水泥砂漿毛細孔的形成。
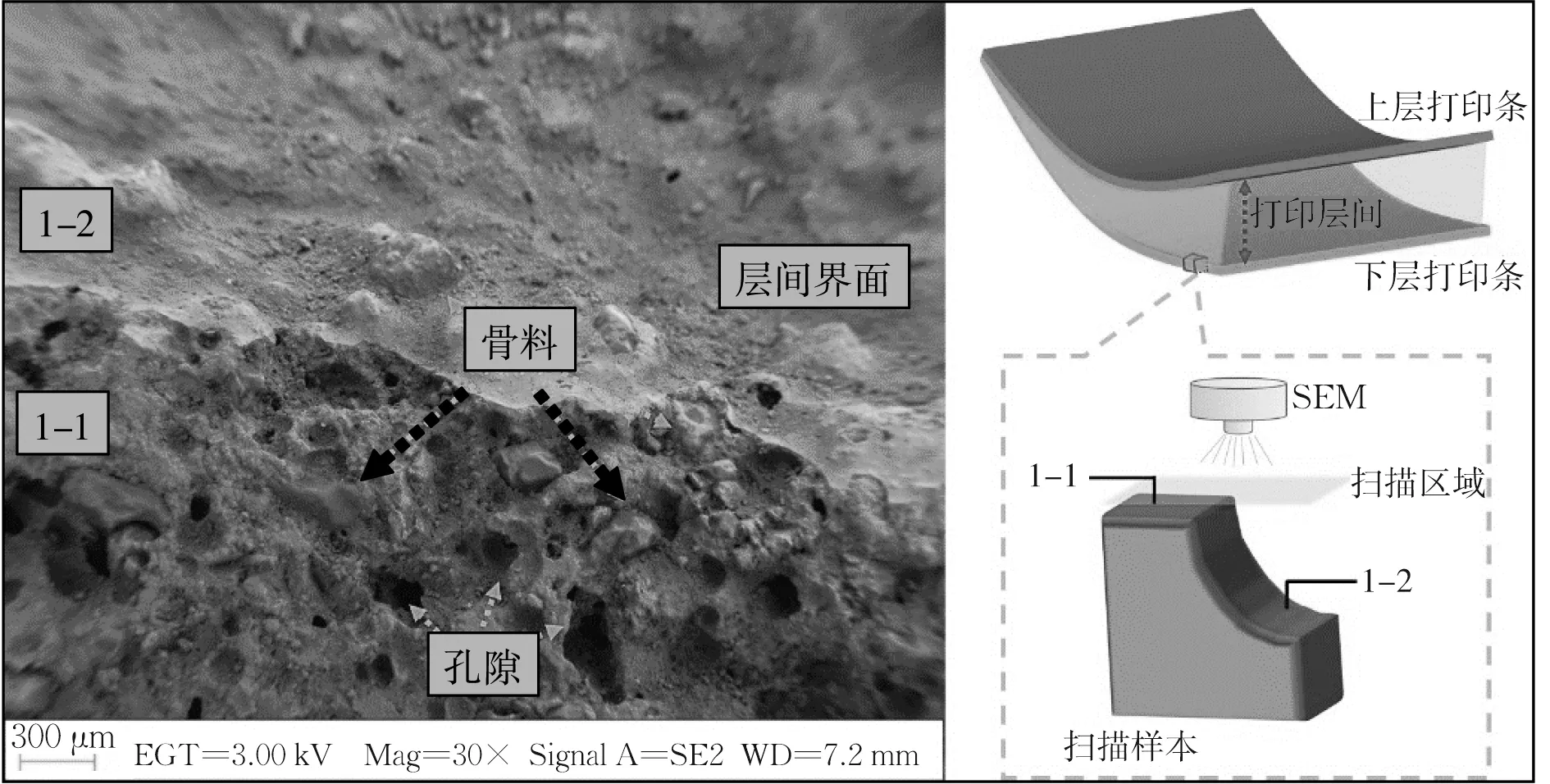
圖10 打印試樣層間界面形貌Fig. 10 Printed specimen interlayer section morphology
4 結(jié)論
本文選用粒徑介于4.75~10mm 的天然粗骨料和再生粗骨料,制備成混凝土,并通過試驗對比分析了作為3D打印油墨的可打印性,探討了不同養(yǎng)護條件對3D 打印混凝土硬化后各向異性力學性能的影響,主要結(jié)論如下:
(1)再生粗骨料的使用有助于加速打印油墨由流動性向塑性和干硬性轉(zhuǎn)化,靜置15min 時再生粗骨料油墨已具備一定干硬性,而天然骨料打印油墨則需要20min。這是由于其具有較高吸水率和粗糙粒形,有利于縮短打印油墨擠出后由塑性狀態(tài)轉(zhuǎn)變?yōu)楦捎残誀顟B(tài)時間。
(2)養(yǎng)護條件對不同類型3D打印混凝土力學性能的影響較大。相對于標準養(yǎng)護,7d 自然養(yǎng)護條件下NAC 與RAC 力學性能差距由7.5MPa 減小至6.08MPa,NAC 及RAC 的7d 抗 壓 強 度 分 別 降 低19.84%及20.13%,這可能與再生粗骨料高吸水提升了混凝土二次水化進程相關(guān)。
(3)3D打印再生粗骨料混凝土的各向異性力學性能受骨料類型及層性能影響。采用不同骨料制備的3D打印混凝土抗壓強度均呈現(xiàn)出X軸>Z軸>Y軸的規(guī)律。試樣X軸受力性能受骨料性能影響更為顯著,Y軸和Z軸性能發(fā)展主要受層間黏結(jié)性能影響。微觀形貌下不同粗骨料均與新砂漿緊密黏結(jié),舊附著砂漿多孔特性主要構(gòu)成混凝土內(nèi)部薄弱區(qū)域,而層間的氣孔含量成為制約其黏結(jié)性能的關(guān)鍵因素。
(4)再生粗骨料作為摻入油墨,可提升3D 打印混凝土可建造性,但存在可用粒徑局限,打印外形粗糙等。未來應考慮拓寬再生粗骨料再利用范圍,選用>10mm 的再生粗骨料顆粒制備打印粗骨料混凝土油墨,同時考慮采用刮板系統(tǒng)優(yōu)化油墨擠出后堆疊形式,提升粗骨料混凝土油墨打印層間黏結(jié)性能。
作者貢獻聲明:
段珍華負責校對所有草稿,并對文章進行了客觀審校;
呂振源撰寫并完成了數(shù)據(jù)分析;
肖建莊負責文章整體結(jié)構(gòu)和布局,并牽頭撰寫文章;
李壘負責協(xié)助試驗設計和推進;
劉春負責試驗與材料協(xié)調(diào)與準備工作。
猜你喜歡
現(xiàn)代裝飾(2022年5期)2022-10-13 08:48:04
建材發(fā)展導向(2022年10期)2022-07-28 03:04:00
云南化工(2021年11期)2022-01-12 06:06:14
當代陜西(2020年13期)2020-08-24 08:22:02
水利規(guī)劃與設計(2020年1期)2020-05-25 08:01:30
山東冶金(2019年3期)2019-07-10 00:54:00
小哥白尼(趣味科學)(2019年3期)2019-06-17 11:57:44
制造技術(shù)與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04