基于卓越績效模式測量分析改進方法對光罩靜電損傷的改善研究
2024-04-29 22:59:41張超義梁偉閆超劉靖宇牛鋒劉崗
中國標準化 2024年1期
張超義 梁偉 閆超 劉靖宇 牛鋒 劉崗

關鍵詞:卓越績效模式,光罩,靜電損傷,測量分析改進
DOI編碼:10.3969/j.issn.1002-5944.2024.01.030
0 引言
卓越績效模式(Performance Excellence Model,PEM)是美國于80年代創建的企業經營管理成熟度模型,也是美國國家質量獎的評審依據,中國于20 0 4年發布《卓越績效評價準則》國家標準(GB/T 19580-2004)與《卓越績效評價準則實施指南》(GB/Z 19579-2004),并于2012年對其進行修訂[1]。目前客戶對質量的要求越來越高,企業需要思考如何提高自身的質量管理水平,形成獨特的質量管理模式,形成穩定的產品優勢,促進企業的可持續發展,構建卓越績效模式無疑是一個具有遠見的選擇。卓越績效模式作為可有效提升產品質量的方法,可以幫助企業解決上述問題。企業導入卓越績效模式,首先需要了解組織的當前狀況,測量分析改進方法為引入點是一個較好的選擇,且測量分析改進處于卓越績效模式兩個三角的聯動環節,基于測量分析改進的方法對企業改善可以促進企業關注綜合質量,以系統的觀點來管理整個企業及其關鍵過程[2]。
組織的測量、分析和改進包含組織的績效測量、分析和評價以及組織的改進與創新。組織應基于“方法、展開、學習、整合”四要素循環實施測量、分析和改進,依據績效測量結果、評價結果確定需要優先改進關鍵過程,識別創新的機會,并根據優先順序實施改進和創新,不斷提高企業經營質量和產品質量,提高顧客滿意度、忠誠度。
改進與創新基于績效的評價結果和改進的優先順序,績效的評價基于績效測量的結果,通過測量光罩靜電損傷產生原因、過程,識別和評價靜電損傷影響因素和績效,確定改進光罩靜電損傷的優先順序,并基于評價結果和改進順序實施光罩靜電損傷改善。通過在設計開發過程和生產過程的改進,確定改進的績效測量指標,降低靜電損傷風險,提高光罩良率。
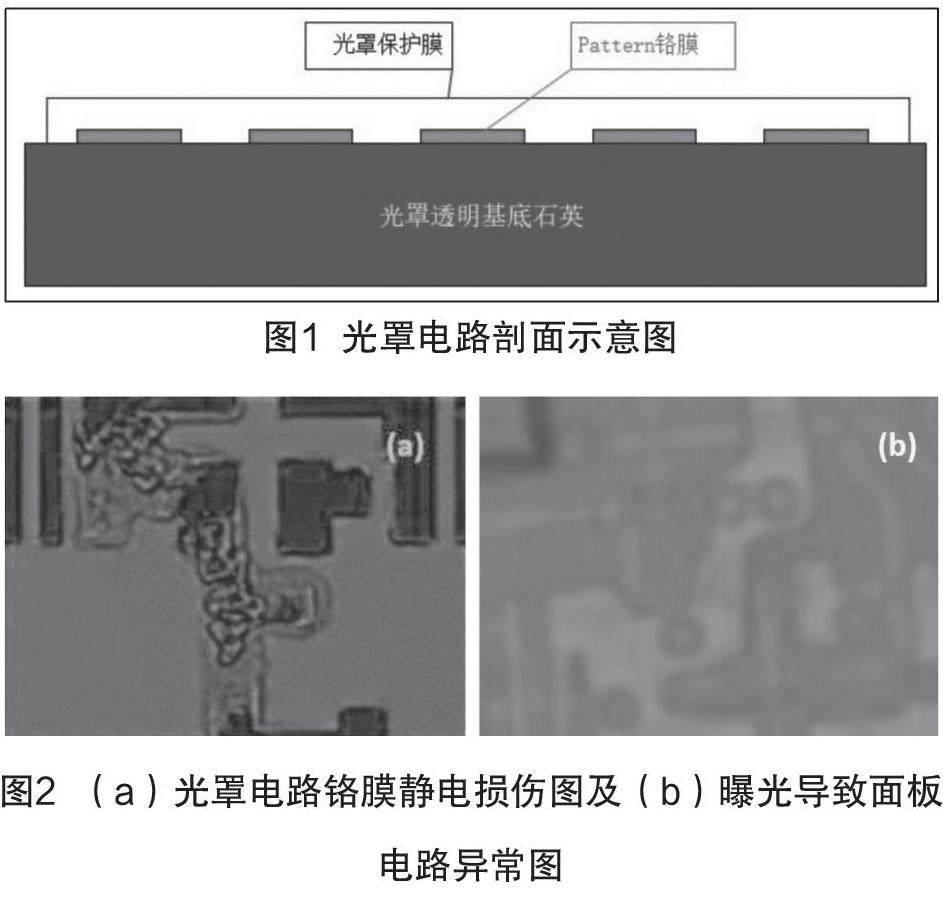
光罩是以石英玻璃作為襯底,在含有金屬鉻薄膜的玻璃基板(Bl a n k)上形成復雜幾何圖形(pattern)的圖形轉移母版即俗稱的“mask”[3],用于對顯示面板進行投影定位,通過曝光機對所投影的電路進行光蝕刻。如圖1所示光罩電路剖面示意圖。
光罩在使用、儲存、生產制造、長距離運輸、包裝等各個過程都可能產生靜電,當靜電電荷積聚量變導致靜電擊穿,則光罩發生靜電損傷。光罩中電路金屬鉻薄膜存在不規律的裂縫,鉻薄膜發生靜電擊穿將直接導致光罩電路鉻薄膜損傷,引起使用光罩曝光制作的顯示面板電路短路、斷路、顯示不良等諸多問題。如圖2(a)所示光罩靜電損傷實例圖,掩膜版兩個電路鉻膜發生靜電損傷,導致鉻膜受損。客戶使用掩膜版曝光時無法復制出期望的圖形,造成圖形缺失或增加,如圖2(b)所示靜電損傷光罩曝光顯示面板電路異常圖。
國外由于半導體和顯示面板發展較早和成熟,其所配套的光罩處于全球領先地位,全球光罩市場被日本DNP、美國Photronics、日本TOPAN占據80%以上[4],而國內光罩的生產還處于起始階段,且較早時代顯示面板像素較低,電路間距大,不易發生靜電損傷,所以目前單獨對于光罩靜電損傷的研究很少,僅有少數對于半導體和顯示面板行業靜電損傷的相關研究。
國外對于光罩靜電損傷的研究相對而言較多一點,但也缺乏系統的研究,且其理論依據多是基于經驗進行判斷,沒有引入科學的理論和過程方法對光罩靜電發生原因進行分析改善。國內研究多集中于控制無塵室環境,優化使用光罩方法等方面,對于提高光罩本身抗靜電能力的研究很少。
本文基于卓越績效模式測量、分析和改進的方法,將帕申定律、湯森放電理論和“5M1E”等過程改進理論用于光罩設計開發和生產制造過程中,測量評價光罩靜電損傷的原因及其改進機會,確定改進創新的優先順序,從光罩設計開發方法改進、生產制造過程優化等實施改進和創新,確定改進的績效測量指標,降低光罩靜電損傷發生風險,提高光罩良率,進而提高光罩產品全生命周期績效水平。
1 靜電及靜電放電
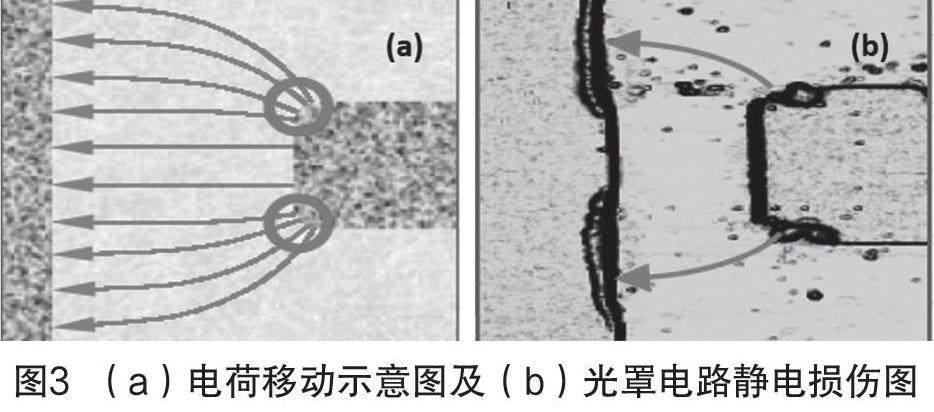
光罩生產和使用所處的無塵室環境中,由于大量使用特氟龍、PVC等絕緣材料,這些絕緣材料摩擦產生靜電會在無塵室形成微靜電場,光罩處于無塵室微靜電場中會引起光罩電路發生極化[5]。由于摩擦、無塵室靜電場中光罩極化作用或其他帶電體電荷傳導,使得光罩電路帶有靜電。因光罩電路帶有電荷多少和正負屬性不同,使得不同電路之間形成電壓差,當不同電路鉻膜之間間隙所能承受的最大電壓小于兩個電路鉻膜上電荷的電壓差時,光罩兩個電路之間的電荷發生遷移,從而導致光罩電路被電荷擊穿,如圖3所示。
光罩電路靜電擊穿損傷分為突發失效和潛在失效兩種靜電損傷類型。突發失效是指光罩受到靜電擊穿損傷后,突然完全或部分喪失其規定的功能。潛在失效指靜電放電能量較低,或放電回路有限流電阻,僅造成輕微損傷,光罩可能仍然合格或略有變化[6]。潛在失效的危害雖然沒有突發失效的危害大,但潛在失效同樣對光罩產生不利影響:(1)使用可靠性下降,縮短預期壽命;(2)光罩電路逐漸惡化、抗過電應力能力下降[6]。如圖4(a)、圖4(b)分別是光罩潛在失效和突發失效狀況圖。
2 光罩靜電損傷理論背景
2.2 微米和亞微米領域帕申定律變化情況
以上針對平行平板氣隙模型的氣隙d 都在毫米量級,傳統的板對板電極的直流氣體擊穿一般由Paschen定律描述和預測,它給出了擊穿電壓U與氣體壓力p 和間隙距離d的乘積p·d 之間的關系。對于微米和亞微米量級的平行平板氣隙放電研究表明,當氣隙d 在3 μm到50 μm之間時,擊穿電壓U 有兩個階段;當d 大于10 μm時,U 隨d 增加而增加,表現出與Paschen定律相似的行為;當d 小于10 μm時,U -d 曲線上存在一個平臺,這個擊穿電壓值遠低于帕申Paschen定律的預期[8-9]。
3 光罩電路等效電路模型分析
3.1 光罩電路平面靜電擊穿等效模型分析
兩個電路鉻膜積聚靜電電荷導致靜電損傷的情形,可抽象等效為帕申(Paschen)定律和湯森(Townsend)放電理論的平行平板氣隙擊穿電壓模型來解釋,兩側電路鉻膜可看作平行平板金屬電極、中間間隔看作平板氣隙(空氣),如圖5光罩等效平行平板氣隙模型。氣隙擊穿電壓Ub =f(pd , d /r),p為氣壓,d為電路之間垂直距離,r為電極(電路平行相對位置寬度L)半徑,d /r稱為縱橫比。
根據帕申定律和湯森放電理論,基于光罩表面空氣氣壓等于大氣壓這一現實情況。如果d /r ≤1,則擊穿電壓U 是pd 的函數即d 的函數,d 越大則擊穿電壓越大。如果d /r >1,則擊穿電壓U是pd即d和d /r 的函數;d 一定時,d /r 越小即r 越大,則擊穿電壓越大;d /r 一定時,d 越大則擊穿電壓越大。且根據亞微米平行平板氣隙擊穿電壓的研究表面,當氣隙d <10 μm時,其擊穿電壓U 遠小于Paschen定律預期,所以當電路間隔d 小于10 μm時,兩個電路之間的擊穿電壓會急劇降低[7-9]。
3.2 光罩電路剖視面靜電擊穿模型分析
如下圖6是光罩電路的剖視角度等效平板氣隙模型,此時電路的鉻膜厚度T可等效為平行平板氣隙模型的電極半徑r,d為電路之間垂直距離,其擊穿電壓為U b =f(pd ,d /r)[7]。基于此電路剖視圖的模型,光罩電路鉻厚度(2r)一般在110納米左右,而電路間距d 一般在幾微米到幾百微米不等,故d /r 遠大于1,所以從剖視角度分析光罩氣隙擊穿情況適用于d /r >1的情況,d 一定時,d /r 越小即r 越大,則擊穿電壓越大;d /r 一定時,d 越大則擊穿電壓越大,即可以通過增加鉻膜厚度或增加電路間隔距離增大擊穿電壓。
4 設計開發和生產過程靜電損傷績效測量分析
4.1 靜電損傷設計開發的績效測量分析
光罩電路鉻膜之間發生靜電擊穿,是由于兩電路鉻膜之間積累的電荷電壓超過其之間擊穿電壓U,電荷會移動導致光罩靜電損傷。對于通過光罩電路設計過程降低靜電損傷發生風險,需要優化光罩設計方案,降低電路之間靜電電壓,使其小于擊穿電壓。在不同電路之間設計細線型鉻膜對兩個電路進行短路(細線無法被曝光機識別,不會出現在面板圖案上),可以消除兩個電路之間的電壓差。如圖7設計細線使兩個電路短路,消除其之間的電壓差。
故根據以上分析研究,光罩的設計開發過程發生靜電損傷主要有以下三個績效測量指標:
(1)光罩兩個電路相互間隙距離d 影響靜電損傷發生率,d越大則靜電損傷發生風險越小。
(2)光罩兩個電路相對位置寬度L 影響靜電損傷發生風險,L 越大則靜電損傷發生風險越小。
(3)光罩兩個電路通過極細的線連接,可以消除之間電壓差,從而消除靜電損傷風險。
4.2 靜電損傷生產過程績效測量分析
生產過程使用“5M1E”的方法分析靜電損傷的原因并確認績效測量指標。具體是指人(Man /Manpower)、機器(Machine)、材料(Material)、方法(M e t h o d)、測量(M e a s u r e m e n t)、環境(Environment)六項指標[10]。分析操作者對產品質量意識、操作技術熟練度、身體狀況,確認機器設備的精度、工藝改善優化情況和維護保養狀況,分析材料的成分、抗靜電能力、物理和化學性能等因素,分析產品加工工藝、操作方法等因素,測量時所應用的方法是否標準、準確,分析工作地的溫度、濕度、靜電、氣流等因素。
如圖8,生產過程靜電損傷“5M1E”分析。對于環境方面,光罩生產企業fab環境中靜電不高,環境溫濕度、氣流都有實時監控很少波動,且生產企業會采用設備接地、離子棒等對策消除環境中靜電,故環境在生產過程中不是靜電損傷的關鍵績效指標。對于人、機、法方面,光罩企業的機器設備、生產方法比較成熟,而且設備較少、生產工藝不多,自動化程度高,操作人員較少,所以人員、設備和生產方法也不是生產過程中靜電損傷的關鍵績效指標。對于測量方面,光罩在生產過程中會經歷多次檢查設備檢查和人員目視檢查,且光罩需要檢查機最終檢查和人員目視檢查均無異常才可出貨給面板企業,故光罩檢查不是生產過程中靜電損傷的關鍵績效指標。
對于光罩生產材料,當前光罩生產企業主要使用的光罩原料為OD3.2的blank,其鉻膜厚度在110納米。如果使用鉻膜厚度更厚的OD5.0 blank,其鉻膜厚度在135納米左右,鉻膜厚度增加。根據本文3.2分析,生產光罩的鉻膜厚度對于光罩電路間的擊穿電壓有影響,鉻膜越厚則電路間擊穿電壓越大,靜電損傷發生風險越低。綜上5M1E的分析,光罩生產材料blank鉻膜厚度是生產過程中靜電損傷的需要優先改進的指標。
5 靜電損傷改進對策研究
由以上光罩設計開發和生產過程的靜電損傷績效指標分析,提高光罩抵抗靜電擊穿的能力,降低以及消除電路之間電壓差均可以降低靜電損傷發生的風險。從提高光罩抗靜電擊穿能力的角度分析,可以增加電路之間間隔距離、增加鉻膜厚度以及增加兩個電路相對位置寬度L,從而提高擊穿電壓。從降低電路之間的電壓差,可以通過在不同電路之間設計細線型鉻膜對兩個電路進行短路消除兩個電路之間的電壓差。
根據以上績效測量、分析和評價,對于光罩靜電損傷改進優先從以下兩個方面進行:
(1)光罩的設計開發
①增加兩個電路的間距距離d,增大電路間擊穿電壓。如圖9(a)光罩電路間距較小設計和改善后圖9(b)光罩電路間距較大設計。
②設計電路之間相對應位置寬度L 盡量大,使電路之間處于均勻電場中,降低靜電擊穿風險。
③光罩電路間距距離較小的情況,設計細線使兩個電路短路,消除其之間的電壓差。
(2)光罩的生產
根據光罩設計電路情況,分析選擇電路設計靜電損傷風險較大的光罩層別,使用OD 5.0的blank(鉻膜厚度更厚)降低靜電損傷風險。如表1某光罩生產企業制定的使用OD 5.0 blank的光罩層別列表(部分節選)。
6 結語
本文基于卓越績效模式測量分析改進的方法,結合帕申定律、湯森放電理論和5M1E等過程改進理論,測量、分析和評價光罩的設計開發和生產制造中靜電損傷發生的原因,對改善光罩靜電損傷機理進行研究,確定改進靜電損傷對策的優先順序。
(1)本文引入卓越績效模式測量、分析和改進方法,有助于通過對光罩靜電損傷關鍵績效指標進行測量、分析和評價,以發現改進質量機會和改進順序。
(2)帕申定律和湯森放電理論在亞微米和微米領域,平行平板氣隙模型擊穿電壓也有類似的規律,在間距d 小于10 μm時,其擊穿電壓U 遠小于帕申定律預期。
(3)根據光罩的設計開發和光罩的生產中靜電損傷績效測量、分析和評價,確定光罩設計開發方法改進以及生產光罩原材料OD 5.0 blank改進應用兩方面措施,可以有效降低光罩發生靜電損傷的風險。
作者簡介
張超義,碩士,主要研究方向為項目管理和卓越績效模式及應用。
牛鋒,碩士,高級工程師,主要研究方向為質量、品牌和標準化。
劉崗,通信作者,博士(后),副研究員,主要研究方向為企業管理及相關技術開發。
(責任編輯:張佩玉)