接頭零件小腰形槽加工工藝的改進
2024-05-21 12:05:04□廖妍
機械制造 2024年4期
□ 廖 妍
中國空空導彈研究院 河南洛陽 471009
1 改進背景
影響機械加工精度的因素有很多,如加工方法、機床用刀具及夾具在加工時的誤差、工藝系統的受力變形、工裝夾具的設計等。在不銹鋼零件加工中,余量去除方式是影響加工效率的一個主要因素。相比電加工工藝,數控銑削具有多個方面的優勢。筆者針對某接頭零件在加工工藝方法上進行研究,采用數控銑削并改進夾具來解決遇到的實際問題。
接頭零件如圖1所示,材料為Y1Cr18Ni9,外形尺寸為9.98 mm×6.3 mm,中間有一個2.05 mm×6.8 mm腰形槽,深為3.8 mm,徑深比接近1∶2。腰形槽長度、寬度與外形的對稱度為0.2 mm和0.1 mm,表面粗糙度Ra為1.6 μm。由于銑削時粗糙度和尺寸精度較難保證,因此長期使用電火花機床加工該腰形槽。該腰形槽實際加工一件時間達37 min,加工效率較低,隨著任務的增加,已無法滿足交付需求,急需解決工序加工瓶頸問題。
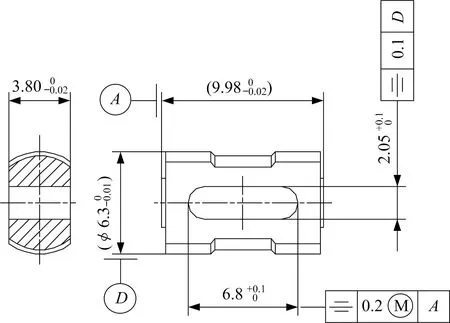
圖1 接頭零件
2 加工工藝改進
利用現有數控機床高速銑削能力,將原電火花工序改為數銑工序,使用φ1.8 mm、φ2 mm硬質合金銑刀加工6.8 mm×2.05 mm、深度為3.8 mm的腰形槽,使用φ3 mm、90°硬質合金數控中心鉆完成腰形槽上下棱邊0.2 mm、45°銳邊倒角的加工。由于刀具直徑較小,且零件為不銹鋼材料,加工時宜選用較高的主軸轉速,采用Z字走刀方式,小切深分層銑削。刀具切削參數的選擇見表1。

表1 刀具切削參數
3 數銑工裝設計
數銑工裝設計時,應根據數控加工要素多、形狀復雜等特點,重點考慮八方面因素。
(1) 依據零件的工藝基準和精度要求,選擇合適的定位基準,優先選擇定位基準與工藝基準重合,使定位準確可靠。
(2) 夾緊力應垂直指向主要定位支撐表面,作用方向不破壞工具的定位,夾緊力滿足加工需求。
(3) 需要給刀具及工具柄的運動留有足夠的運行空間,保證加工部位敞開,不會因夾緊機構或其它元件影響走刀路線,同時應避免因工裝干涉而增大刀具伸出長度。
(4) 零件需要裝卸方便、快速。
(5) 夾具設計時,應考慮加工尺寸的測量、零件坐標系的校正、刀具對刀的基準等因素。
(6) 對于批量不大、經常更換品種的加工,應優先考慮使用組合夾具等標準化、通用化夾具。
(7) 對于小型零件,應考慮同時裝夾多個零件,形成網狀裝夾或一坯多件裝夾,減少機床換刀次數。
(8) 工裝經久耐用,且成本較低。
根據以上分析,該零件數銑工裝的設計須滿足五方面具體要求。

(2) 開放性好。刀具刀柄走刀空間富裕,便于工件測量,工裝表面不高于零件表面,避免額外增大刀具伸出長度。零件放置在定位槽中,加工面完全開放,便于下刀和測量。同時采用側面夾緊,夾緊元件嵌入工裝本體內,與零件上表面基本持平,不額外增大刀具伸出長度。
(3) 一次能裝夾盡可能多的零件。工裝采用長方體結構,可一次夾裝20個零件,減少機床換刀次數,提高機床利用率,避免頻繁換裝,提高加工效率。
(4) 裝卸迅速,裝卸效率高,勞動強度低。工裝夾緊元件采用雙偏心凸輪結構,一次夾緊兩個零件,旋轉30°左右即可實現零件的夾緊和松開。偏心凸輪結構對夾緊力的放大倍數大,夾緊穩定可靠。
(5) 工裝經久耐用,且成本較低。工裝本體選用15-5PH材料。15-5PH屬于沉淀硬化不銹鋼,固溶狀態硬度低,易于切削加工。H900時效485 ℃后,洛氏硬度HRC可達40~47,能獲得較高的強度和硬度。同時H900時效零件基本不變形,所有要素可在時效前加工到位。相比一般材料,省去熱處理后高硬度狀態下的精加工工序,顯著降低工裝的加工成本。同時,不銹鋼材料具有非常好的抗銹蝕能力。
設計制作集定位裝夾于一體的夾具本體,夾具本體的主要尺寸和結構如圖2所示。
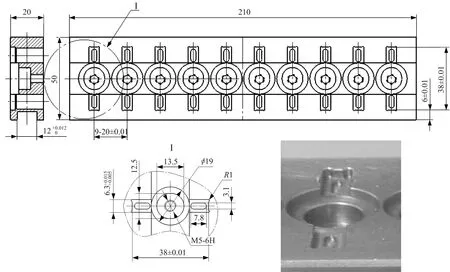
圖2 夾具本體主要尺寸和結構
夾具本體12.5 mm×13.5 mm上面與偏心輪外圓配合,同時有一定的間隙,可對偏心輪的旋轉角度進行限制。即偏心輪的旋轉僅在某一范圍內,避免旋轉角度超過極限位置時零件從夾緊到突然放松的突變。夾具體中間有M5螺紋孔,安裝內六角螺栓。使用時,螺栓與偏心輪不接觸,主要防止工裝在使用、運輸、保管時偏心輪掉落。

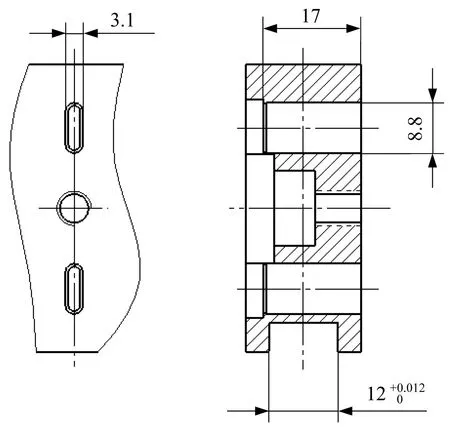
圖3 開放槽結構
偏心夾緊是楔塊夾緊工裝的一種變形,具有夾緊行程小、夾緊力大、夾緊迅速、結構緊湊的特點。為實現多件快速裝夾,數銑工裝采用雙偏心凸輪夾緊方式,即偏心凸輪旋轉時同時對稱壓緊兩個零件,實現快速定位。為防止零件壓傷,偏心凸輪材料采用15-5PH固溶狀態,洛氏硬度HRC為25~30。偏心凸輪如圖4所示。
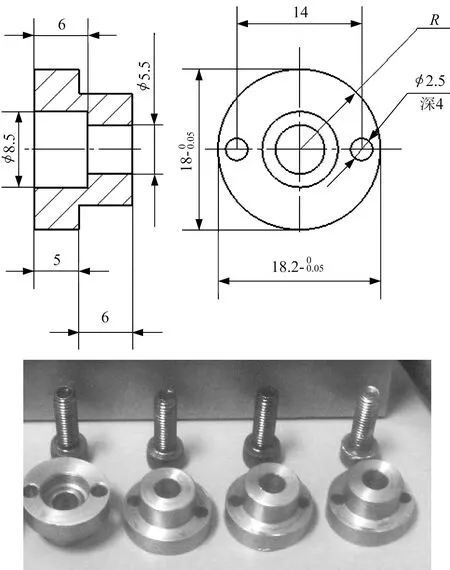
圖4 偏心凸輪
4 定位誤差分析

定位誤差分為基準不重合誤差ΔB和基準位移誤差ΔY兩種。數銑工裝的定位基準為零件外形,工藝基準為零件中心平面,兩者不一致,因此數銑工裝定位誤差分為ΔB和ΔY。
受尺寸公差的影響,A基準中心位移最大為0.01 mm,導致對稱度誤差最大為0.02 mm。夾具該方向定位基準的設計尺寸為38±0.01 mm,為單向定位,受尺寸38±0.01 mm的影響,可使A基準中心位移0.01 mm,造成對稱度誤差最大為0.02 mm。
因零件尺寸公差和定位設計誤差的影響,零件腰形槽中心對A基準的對稱度誤差最大為0.04 mm。0.04 mm僅為對稱度公差0.2 mm的1/5,且對稱度0.2 mm允許當腰形槽長度方向偏離最大實體時進行補償,最大補償值為0.1 mm,因此完全滿足對稱度要求。
通過上述分析,數銑工裝完全滿足零件加工的定位要求。
5 結束語
通過工藝方法的優化及設計制造專用數銑工裝,將原來的電火花工序更改為數控銑削工序,在臥式加工中心上一并完成腰形槽周邊棱邊倒角,減小了鉗工工序的工作量,并且實現了由之前的單件加工到一次裝夾20件,大大提高了設備的使用效率,縮短了零件的換裝時間。數銑工裝使用簡單、方便、快捷,單件加工時間由以前的37 min縮短為6 min,效率提高500%以上,并且本工序的產品合格率達到99.9%,完全滿足生產要求。
接頭零件小腰形槽加工工藝的改進所采用的工裝定位方式穩定,裝夾可靠。在工裝上設計可轉位結構,實現一次裝夾滿組加工多個面要素的需要,可在同類型軸類零件的數銑加工工序中推廣使用,具有很高的推廣應用價值。
