數控機床主軸精密軸承裝配技術研究*
2024-05-21 12:04:56孫井泉
機械制造 2024年4期
關鍵詞:檢測
□ 孫井泉 □ 姜 華
通用技術集團沈陽機床股份有限公司 沈陽 110142
1 研究背景
隨著數控機床得到廣泛應用,復合、智能、高速、精密、高可靠性已經成為當今機床技術的主要發展方向。其中,高速、精密、高可靠性均受機床主軸單元的裝配質量影響。然而,主軸單元的裝配質量又受與之配套的精密主軸軸承的裝配質量影響,所以對精密軸承裝配技術的研究應當給予足夠的重視。某型號主軸單元結構如圖1所示,筆者結合主軸單元軸承配置,探討高速精密機床精密軸承的裝配技術,介紹精密軸承組件裝配的研究成果,包括精密軸承清洗、鎖緊螺母檢測、軸承隔套研磨并檢測、前后軸承端蓋測量并修配、軸承定向裝配、潤滑脂分布磨合、主軸幾何精度檢測,并通過精車零件外圓的方式驗證相關裝配技術要求的正確性、合理性,具有廣泛推廣、借鑒的價值。
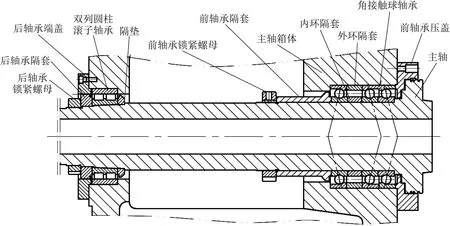
圖1 主軸單元結構
2 主軸部件結構
主軸為兩點支撐結構,前端由成組角接觸球軸承支撐,其中兩個軸承串聯,與第三個軸承通過內外隔套背對背布置。
由前軸承壓蓋、外環隔套、主軸箱體的定位止口來定位緊固軸承外環,由主軸軸肩、內環隔套來定位軸承內環,由前軸承鎖緊螺母緊固軸承內環。
旋緊螺母,軸承內環在軸上移動,移動至軸承內環端面與內環隔套端面接觸而定位。
此時可以消除軸承游隙,滾珠與滾道產生正壓力,為軸承加上預緊力,軸承就可同時承受徑向負荷和軸向負荷。
后端由雙列圓柱滾子軸承進行支撐,通過調整隔墊的厚度,控制軸承內環相對主軸1∶12錐面上的軸向位置,以膨脹內環的辦法消除滾道與滾柱的徑向間隙。在機床切削過程中,內環旋轉,外環相對固定不動。
主軸最高轉速為5 000 r/min,主軸鼻端為7°7′30″短錐面,徑向跳動、卡盤安裝端面跳動、主軸周期性軸向竄動的允許誤差均為0.002 mm,加工零件的圓度為0.002 mm。
3 主軸單元裝配流程
根據目標主軸單元的結構特點及關于幾何精度的具體要求,制訂主軸單元裝配流程,如圖2 所示。嚴格控制流程中的關鍵工序裝配質量,以確保主軸部件的相關技術要求得以實現。
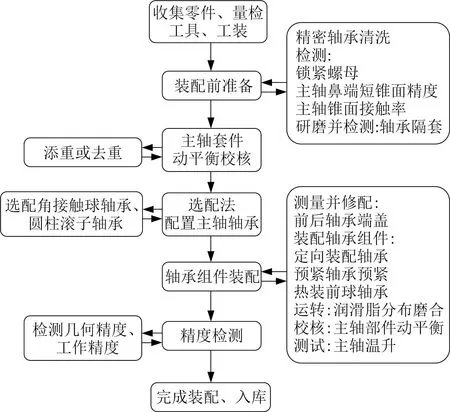
圖2 主軸單元裝配流程
4 精密軸承裝配前準備
備齊相關零件及工裝、量檢具,查驗軸承組件的加工質量跟蹤單,禁止不合格零件進入裝配現場,要求量檢具精度合格,且在檢測周期內。
為避免主軸、隔套等高精度零件在加工及運輸過程中產生的毛刺、磕碰對后序裝配的精密軸承滾道造成損傷,要求對軸承組件中所有的零件逐一進行清洗,對存在的銳邊、毛刺、碰傷等進行清除。
4.1 軸承清洗與注脂
精密軸承需在裝配前從原包裝中取出,而未加脂精密軸承應立即進行去脂清洗和涂脂處理。對精密軸承去脂清洗,可采用粗洗和精洗兩序的方式進行,清洗劑使用航空煤油。粗洗時,需避免轉動軸承,使用工具清除附著在軸承表面的臟物后,再放入精洗槽中。精洗時,允許輕輕轉動軸承,與此同時,檢查軸承是否有異常響聲,并觀察滾動體表面是否有損傷。清洗干凈的軸承完全干燥后,才允許注入潤滑脂。
精密軸承清洗時必須注意環境保護、健康防護和工作安全性,清洗劑的操作方法必須遵守產品說明,以免發生危險。
為保證在無礙潤滑性能的前提下簡化磨合運轉,潤滑脂填充量需嚴格按軸承廠家推薦值執行。以某機床專用高速主軸軸承為例,圓柱滾子軸承潤滑脂填充量建議為空間容積的10%,角接觸球軸承潤滑脂填充量建議為空間容積的15%。潤滑脂填充量除了通過查詢軸承廠家的推薦值外,在實際使用時,也可以采用簡易公式計算出參考值:
V=10-5f(D2-d2)B
(1)
式中:V為潤滑脂大概填充量,cm3;f為常數,NN30系列軸承f為1.5,NN70系列軸承f為1.7;D為軸承的公稱外徑,mm;d為軸承的公稱內徑,mm;B為軸承的寬度,mm。
選用可讀填充量的注射器定量注脂。球軸承的填充方法是在各個球之間均勻填充,保持架引導面也需涂上薄薄的一層潤滑脂,用手轉動軸承,使潤滑脂均勻地進入滾道面、保持架內部、各個球之間、引導面等各處,直至潤滑脂充滿軸承內部空間。圓柱滾子軸承的填充方法是將80%填充量的潤滑脂均勻地涂在滾子的滾動面上,保持架內側無需涂抹太多。將20%填充量的潤滑脂均勻地薄涂在將安裝進主軸箱體孔的外環滾道面上。
4.2 鎖緊螺母檢測
軸承鎖緊螺母的工作端面與主軸上相對應的螺紋的垂直精度至關重要。在零件加工過程中,通常采用主軸螺紋與對應鎖緊螺母配車的加工工藝來保證這一精度。技術要求鎖緊螺母與主軸螺紋的配合應有一定間隙,以便螺母在壓緊軸承時能夠調位,避免主軸變形而產生跳動,從而保證軸承受力均勻,減小滾道變形。在裝配前,要求復檢鎖緊螺母的工作端面對主軸回轉軸線的跳動,以此代替垂直度。
鎖緊螺母裝配前檢測如圖3所示。核算前后軸承鎖緊螺母在裝配后處于主軸上的理論位置,即鎖緊螺母工作端面與對應裝配基準的距離L1、L2,然后在對應螺紋處旋入螺母,使之盡量接近最終狀態,并緊固鎖緊塊。將主軸置于專用檢具上并平穩旋轉,使用千分表檢測。根據檢測結果,調整鎖緊螺母狀態,要求測量值不大于0.002 mm。
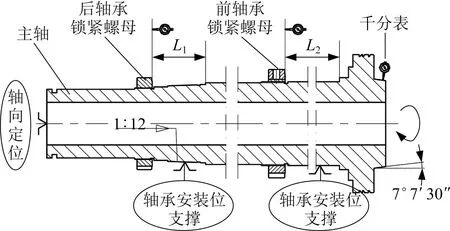
圖3 鎖緊螺母裝配前檢測
4.3 主軸鼻端定位錐面對軸頸中心線偏差檢測
為滿足定向裝配主軸軸承的要求,在復檢鎖緊螺母精度工序中,需打表檢測主軸鼻端7°7′30″短錐面對主軸軸頸回轉中心線的偏差,并將偏差最大值對應軸截面用樣沖眼標記在短錐端面,即主軸端面,作為永久標志。
4.4 涂色法檢測主軸相關錐面接觸率
主軸1∶12錐度配合面與圓柱滾子軸承內環的接觸率及主軸鼻端7°7′30″短錐面與卡盤等工裝夾具對應內孔的接觸率將影響零件配合的連接剛性。按技術要求,需對主軸上述兩處錐面進行接觸率檢測,即分別使用與主軸一一對應的軸承內環和外錐用量規以涂色法檢測相應錐面的接觸率。要求接觸點靠近圓錐表面的大端,從圓錐大端起,實際接觸長度的平均值與合研面工作長度的接觸比值不小于85%,且不應有明顯的空白區域。同時,使用外錐用量規及零級精度量塊檢測主軸鼻端的卡盤安裝面與環規的間隙,主軸鼻端卡盤安裝面檢測如圖4 所示,要求處于0.03~0.06 mm之間。
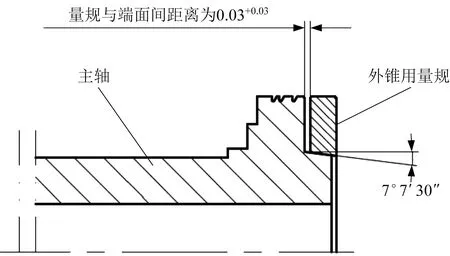
圖4 主軸鼻端卡盤安裝面檢測
4.5 軸承隔套研磨與精度檢測
為保證軸承預緊時軸承能夠平穩且均勻受力,以獲得較高的主軸裝配精度,軸承隔套兩端面的平面度、平行度、厚度尺寸一致性的精度均需嚴格保證。根據經驗,采用以研代磨的方式對軸承隔套進行加工,可以實現關于精度允許誤差的技術要求。軸承隔套研磨加工工藝如圖5所示。軸承隔套研磨加工精度允許誤差見表1。首先研磨隔套的任意一個端面,將該端面設為基準A。完成后,再以A面為基準平磨加工另一個端面。考慮到角接觸球軸承是生產廠家已完成預緊的成組軸承,要求成組檢測外環隔套和內環隔套兩個端面的平行度、厚度尺寸差值不得超過 0.002 mm,且只允許內環隔套的厚度H小于外環隔套厚度。如果是內外隔套背對背組合形式,那么需通過內外環厚度尺寸的差值調整軸承預緊。在完成雙列圓柱滾子軸承預緊后,進行隔墊研磨工作。
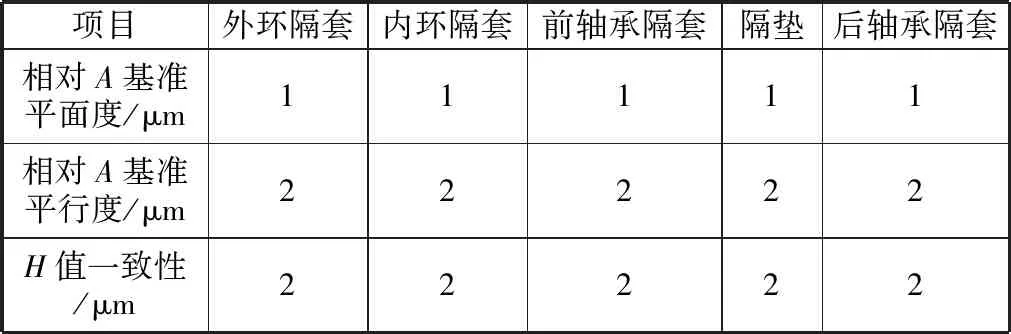
表1 軸承隔套研磨加工精度允許誤差
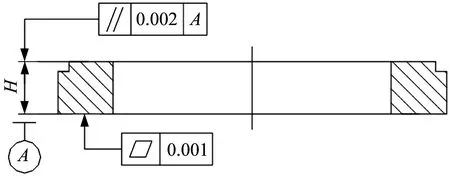
圖5 軸承隔套研磨加工工藝
5 精密軸承組件裝配
5.1 測量并修配前后軸承端蓋
為確保前軸承壓蓋的A面在完成裝配后能夠與角接觸球軸承的外環完全貼合,并不至于使外環滾道產生變形,技術要求在螺栓緊固前壓蓋B面與主軸箱端面有0.01~0.03 mm的間隙,前軸承壓蓋尺寸測量如圖6所示。
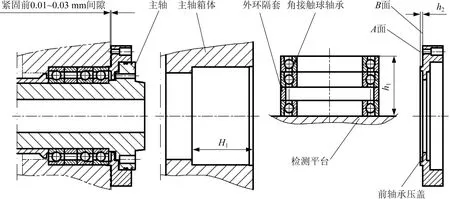
圖6 前軸承壓蓋尺寸測量
使用0.02 mm和0.04 mm兩種規格的塞尺檢測間隙,要求在螺栓緊固前壓蓋與主軸箱端面之間可以插入0.02 mm塞尺,而0.04 mm塞尺不得插入。在螺栓緊固后,間隙不得插入0.02 mm塞尺。
為滿足上述技術要求,需測量主軸箱體的軸承安裝孔深度H1、前軸承外環及外環隔套總厚度h1、前軸承壓蓋A面和B面高度差h2,并通過修配前軸承壓蓋的A面或B面來保證。要求端蓋A面的平面度不得超過0.002 mm。
由于必須考慮主軸運轉受熱而伸長的實際情況,技術要求圓柱滾子軸承外環端面與后軸承端蓋之間有0.03~0.05 mm的間隙,不會導致軸承外環滾道因受軸向力變形而影響滾子的軸向竄動。后軸承端蓋尺寸測量如圖7所示。
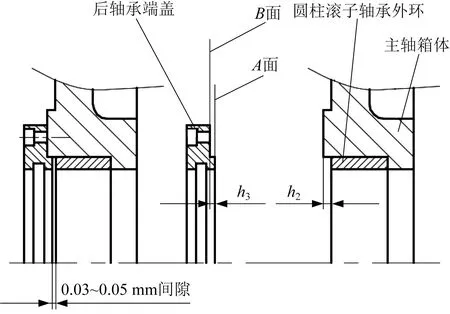
圖7 后軸承端蓋尺寸測量
實測后軸承端蓋的A面和B面高度差h3及后軸承外環端面與主軸箱端面距離H2,通過修配后軸承端蓋的A面或B面來保證:
0.03 mm≤H2-h3≤0.05 mm
(2)
5.2 定向裝配主軸軸承
為保證主軸的回轉精度,在精密軸承裝配時盡可能采用定向裝配法,即在裝配主軸軸承前分別檢測軸承內孔徑向跳動高點和主軸鼻端7°7′30″短錐面相對前后軸承安裝位公共軸線徑向跳動高點,并分別標記。在裝配時,將前后軸承內孔的徑向跳動最高點置于相位的同一方向上,主軸鼻端短錐面徑向跳動的最高點則置于相反的相位方向上,使誤差相互抵消而非累積,以提高裝配精度。軸承定向裝配施工如圖8所示。此時,前后軸承內孔的徑向跳動最高點與主軸上對應軸承安裝定位面的跳動最高點同側。
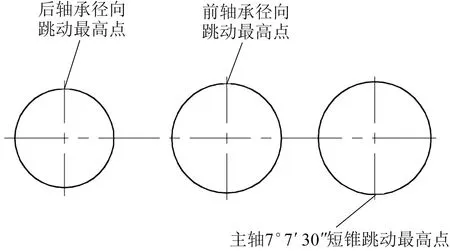
圖8 軸承定向裝配施工
對于精密級軸承而言,軸承廠家對軸承內環的高點都有標志,軸承品牌不同,標志符號不同。
裝配成組角接觸球軸承時,需注意其外環外表面的V形角線圖案,如圖9所示。需將該角線對齊后再裝入主軸箱體孔中。
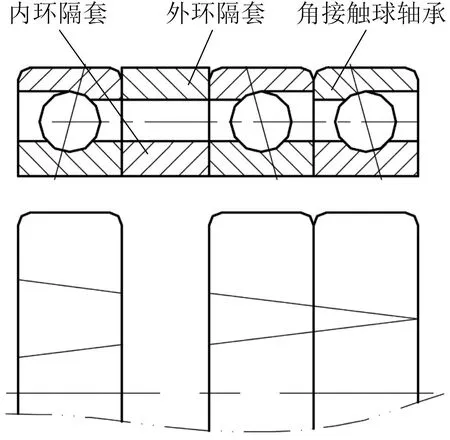
圖9 成組角接觸球軸承V形角線圖案
由定向裝配原理可知,以上裝配技術既可以減小軸承內環滾道因零件配合產生的變形量,又可以在前后軸承及主軸的跳動量不變的情況下達到誤差補償的目的。
5.3 角接觸球軸承安裝與調整
為提高軸承剛性,防止軸承內環在工作期間因摩擦受熱膨脹而產生相對主軸滑動現象,角接觸球軸承的內環與主軸之間采用過盈配合關系。考慮到軸承的滾動體與內外環滾道之間為點接觸,當軸承受沖擊載荷時,容易使內外環滾道出現壓痕、凹點等狀況,從而導致軸承高速運轉時出現振動大、噪聲大等不良現象,因此,角接觸球軸承采用熱裝的方式來避免滾動體在安裝時受力。
使用加熱箱將軸承加熱至 55~65 °C,保溫2 h,使其能夠輕易套進主軸后再安裝。熱裝的軸承在冷卻后,不僅徑向會產生收縮,軸向同樣會產生收縮。為防止軸承內環與主軸定位軸肩產生間隙,可使用軸承隔套和鎖緊螺母將軸承輕輕壓緊,直至軸承冷卻至室溫后,再重新緊固鎖緊螺母。
在不同預緊力作用下,軸承剛度和發熱情況也都不同。通過鎖緊螺母所施加的預緊力,大小一般應根據使用經驗和通過試驗來決定。針對圖1所示主軸單元,要求將主軸組件裝入主軸箱體且固定之后,使用扭矩扳手來控制鎖緊螺母緊固力矩的大小,施工如圖10所示。
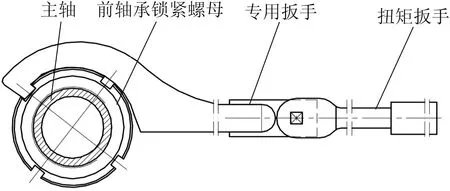
圖10 扭矩扳手緊固鎖緊螺母施工
經反復驗證,最終以110 N·m的鎖緊力矩緊固鎖緊螺母,主軸獲得最佳的回轉精度。施工時,為了避免安裝不到位,第一次按經驗值的3倍擰緊鎖緊螺母,即以330 N·m的力矩值擰緊。達到既定值后,將螺母稍稍緩扣,使用橡膠錘依照對角線的順序以適當的力度均勻敲擊主軸端部,使軸承內環產生的過量變形得以糾正。最后再用110 N·m的力矩鎖緊螺母并固緊。在擰緊鎖緊螺母的過程中,注意監測主軸鼻端的相關精度,不允許超差。
6 潤滑脂分布磨合運轉
采用脂潤滑方式的軸承,在高速運轉下過高的溫升會嚴重影響軸承工作精度,導致精度喪失和使用壽命縮短。尤其在潤滑脂剛剛填充后的初期運轉中,會造成異常發熱,有可能導致潤滑脂劣化。為避免發生這一情況,需要對軸承進行磨合運轉。經過磨合,過量的潤滑脂強制進入軸承溝道,使軸承內的潤滑脂均勻分布,并可保證在軸承正常工作時的熱平衡溫度最低。一般從主軸最高轉速的10%開始,在無負荷的情況下,分檔500 r/min、1 000 r/min等逐步提高轉速。在每檔轉速下,當軸承達到穩定溫度時再提高轉速,直至達到主軸單元的最高轉速5 000 r/min,并且溫度穩定為止。按這一方案施工可有效避免軸承一開始即在高速和重載下使用,不會引起軸承損壞,保障軸承的使用壽命。
7 主軸單元精度檢測
7.1 幾何精度檢測
主軸單元幾何精度檢測如圖11所示。分別檢測主軸鼻端定心軸徑的徑向跳動和主軸端面跳動,要求千分表測頭垂直于被測表面,并慢速連續旋轉主軸進行檢測。記錄千分表最大和最小讀數差,最大差值即為對應檢測面的跳動值。

圖11 主軸單元幾何精度檢測
檢測主軸周期性軸向竄動,要求在主軸鼻端定位短錐面上安裝一個帶有垂直于軸線的平面檢具,用于檢驗軸向竄動。將千分表球形測頭觸及該平面,在低速連續旋轉主軸的情況下測取讀數。
以上檢測作為主軸單元出廠前合格證中的必檢項目,結果均無超出允許誤差0.002 mm的現象。
7.2 工作精度檢測
精車圓柱試件,檢驗主軸單元工作精度。車削前,以1 500 r/min的轉速運轉至主軸軸承達到穩定溫度狀態,以同樣轉速連續精車30件直徑為50 mm的棒料。精車外圓尺寸變化如圖12所示。試件圓度誤差最大值為 0.001 mm,尺寸一致性為0.002 mm,相鄰尺寸波動值為0.002 mm。
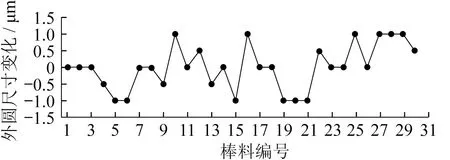
圖12 精車外圓尺寸變化
8 結束語
主軸軸承的裝配對主軸單元的最終使用效果有著決定性的影響,如運轉精度、穩定性等,相同精度的零件未必能夠裝調出相同精度的主軸單元,因此要求在裝配過程中采用正確的方法、統一的標準,確保主軸單元的使用效果。筆者就某型主軸單元所配置的精密軸承裝配技術進行了深入研究,制訂出主軸單元的裝配流程,包括精密軸承裝配前準備、精密軸承組件裝配、潤滑脂分布磨合運轉等關鍵裝配工序的方法與技術要求,同時對主軸單元幾何精度及工作精度的檢測數據進行跟蹤總結。結果表明,嚴格按既定裝配流程施工生產的主軸單元,精度和性能穩定,均達到進口同類產品的同等水平。由此證明所述裝配技術具有正確性、合理性,具有廣泛推廣、借鑒的價值。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
