基于分子動力學的SiC化學機械磨削材料去除機理研究*
2024-05-21 12:12:28龔福潛朱博恩章博陽許榮濱
機械制造 2024年4期
關鍵詞:影響
□ 龔福潛 □ 吳 柯 □ 朱博恩 □ 章博陽 □ 許榮濱
1.寧波大學 機械工程與力學學院 浙江寧波 315211
2.浙江五洲新春集團股份有限公司 浙江紹興 312500
1 研究背景
SiC具有耐高溫、硬度高、強度高、化學性質穩定等優點,在半導體、精密儀器、電子器件、集成電路等領域應用廣泛[1]。SiC作為第三代半導體材料的典型代表,是發展大功率器件、高頻高溫器件、抗強輻射器件、藍光激光器、紫外探測器等技術的核心,也是目前晶體生長領域的主流襯底材料之一[2-6]。

針對化學機械拋光的缺點,周立波等[15]提出了化學機械磨削技術。化學機械磨削具有面型精度和表面質量可控性較強、磨料利用率較高、加工效率較高等優點[16-18]。Wu Ke等[19]采用Cr2O3磨粒對藍寶石進行化學機械磨削加工,對化學機械磨削過程中的固相生成物進行X射線光電子能譜分析,發現Cr2O3磨粒和藍寶石會反應生成一種復雜的軟質Cr-Al-O三元化合物。通過磨粒的機械作用實現軟質層的去除,可以實現藍寶石的平坦化加工。化學機械磨削技術已經成功應用于硅片、石英玻璃、K9光學玻璃等硬脆材料的平坦化加工[20-22],但是,目前少有文獻研究SiC的化學機械磨削加工及材料去除機理。
筆者采用Lammps分子動力學仿真軟件建立O2環境中SiO2磨料對SiC的化學機械磨削原子模型,通過仿真揭示化學反應機理,分析化學機械磨削過程中磨削溫度和O2濃度對SiC氧化程度的影響,以及磨削深度、磨削速度、磨料半徑對摩擦力和原子去除數量的影響,為實現SiC的化學機械磨削加工提供理論依據。
2 建模
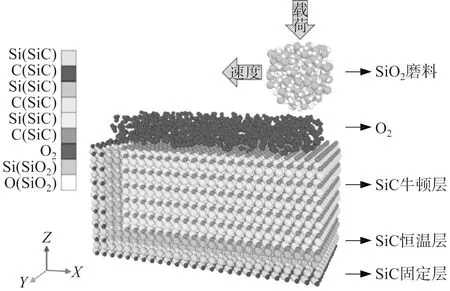
圖1 總體仿真模型
3 仿真過程
(1) SiO2磨料頂端兩層原子設為移動層,用于施加磨削深度和磨削速度。
(2) 初始化時,整個系統在300 K環境中弛豫2.5 ps。
(3) O2分子和SiC進行化學反應。
(4) SiO2磨粒以一定速度下向-Z軸方向移動,在SiC表面壓入一定深度,然后以100 m/s的速度向-X軸方向移動。
(5) 用Ovito可視化軟件分析仿真結果。
4 弛豫分析
采用正則系統,仿真參數見表1,溫度控制類型為Nose-Hoover thermostat,X、Y向為周期性邊界,Z向為固定性邊界。弛豫過程的體系勢能變化曲線如圖2所示。弛豫初期體系勢能急劇下降,弛豫中期體系勢能呈緩慢下降,在2 ps,即8 000步后,勢能逐漸達到平穩狀態。

表1 仿真參數
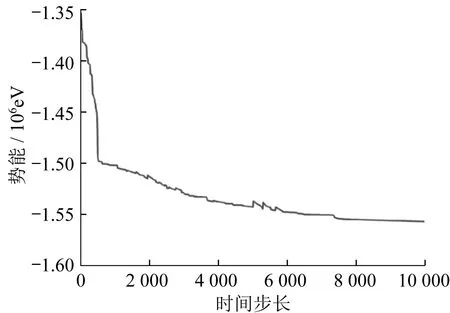
圖2 弛豫過程體系勢能變化曲線
5 SiC在O2環境中反應機理
Si原子和O原子反應機理如圖3所示。弛豫階段后化學反應初期3.5 ps時,O1和O2原子在磨料的機械作用下進入SiC表面原子中,SiC表面原子的共價鍵強度降低。4 ps后,O2原子逐漸向SiC表面的Si1原子靠近,隨后O2原子和Si1原子形成Si1-O2鍵,SiC晶體結構變得不穩定。5 ps時,O1原子和C1原子形成C1-O1鍵,并且O1原子和O2原子共價鍵逐漸拉長。6.7 ps后,O1原子和O2原子共價鍵完全斷裂,形成由Si1-O2鍵組成的SiO氧化物。7.5 ps時,O3原子以相同的形式和Si1成鍵,形成由O2-Si1-O3鍵組成的SiO2氧化物。7.5 ps后,SiC表面持續生成由SiO2和SiO組成的軟質氧化膜。SiO2和SiO生成數量如圖4所示。隨著化學反應的進行,SiC逐漸被氧化,SiC表面的SiO2和SiO氧化物數量逐漸增加。
微課還可以將教師從實驗教學中解放出來,更多的與學生進行互動。在進行實驗教學時,先使用傳統教學方式講解知識點,讓學生了解原理,再讓學生觀看微課實驗視頻。此時,老師可以走到學生中巡視,觀察他們在看微課時的反應,及時為他們答疑解惑,針對實驗中出現的問題,進行討論和分析,從而使教學更加的有效充實。

圖3 Si原子和O原子反應機理
圖4 SiO2和SiO生成數量
C原子和O原子反應機理如圖5所示。在反應初期3 ps時,O1和O2原子在SiO2磨料的機械作用下進入SiC表面原子中。3.3 ps后,O1原子逐漸向C1原子靠近,隨后O1原子、C1原子和Si1原子形成O1-C1-Si1鍵,C1-Si1鍵變得不穩定。4.6 ps時,O2原子和C2原子形成C2-O2鍵,O1原子和O2原子的共價鍵斷裂。5 ps后,由于SiO2磨料的機械作用,C1-Si1鍵逐漸拉伸,隨后O1-C1-Si1鍵斷裂,O1原子和C1原子以CO的形式脫離SiC表面。5.5 ps后,SiC表面持續反應生成CO2和CO氣體,脫離SiC表面。CO2和CO生成數量如圖6所示。隨著化學反應的進行,O原子和C原子反應生成CO2和CO氣體的數量逐漸增加,并脫離SiC表面。同理,O原子和Si原子發生化學反應,生成軟質氧化膜,在機械作用下實現氧化膜的去除。隨后O原子會繼續和SiC表面的C原子、Si原子發生化學反應,形成連續的反應過程。SiC會和O2發生化學反應,生成Si-O氧化膜和C-O氣體,固相反應方程式為[23]:
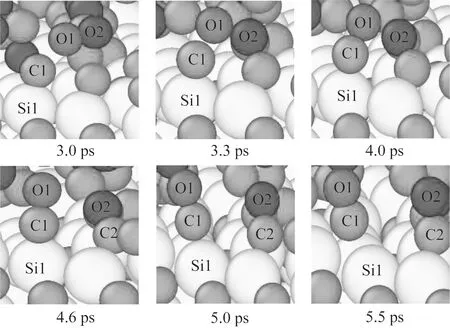
圖5 C原子和O原子反應機理

圖6 CO2和CO生成數量
SiC(s) + 3/2O2(g) → SiO(s) + CO(g)
2SiC(s) + 3O2(g) → 2SiO2(s) + 2CO(g)
SiC(s) + 2O2(g) → SiO2(s) + CO2(g)
6 磨削溫度對化學反應影響
磨削溫度對O2消耗量影響如圖7所示,對Si-O鍵生成數量影響如圖8所示,對CO2和CO生成數量影響如圖9所示。當磨削溫度相對較低時,由于溫度的提高對SiC的表面活化能影響較小,O2分子擴散速率較低,因此O2消耗量相當,約為300個,Si-O鍵生成數量約為370個,CO2和CO生成數量約為140個。當磨削溫度提高到1 600 K時,O2分子的擴散速率明顯提高,從而降低SiC的表面活化能,提高化學反應速率,O2消耗量為342個,Si-O鍵生成數量約為440個,CO2和CO生成數量約為145個[24]。相同磨削溫度下,在反應初期,由于SiO2磨粒和SiC表面的機械作用,大量O2進入SiC表面,O2消耗速度約為40個/ps。隨著化學反應的進行,SiC表面生成氧化膜,阻礙O2和SiC的進一步化學反應,O2消耗速度減緩,約為7個/ps。同理,反應初期CO2和CO的生成數量較多,約為120個,隨后CO2和CO的生成數量趨于平穩,約為140個,而Si-O鍵生成數量在反應過程中持續增加。由于化學作用強于機械作用,SiC表面逐漸被氧化膜覆蓋。隨著化學反應的進行,處于不飽和狀態的Si原子、O原子、C原子在SiO2磨粒的機械作用下,逐漸生成Si-O鍵和C-O鍵。由于Si-O鍵比C-O鍵的鍵能高,成鍵穩定,因此Si-O鍵的生成數量多于C-O鍵的生成數量。

圖7 磨削溫度對O2消耗量影響
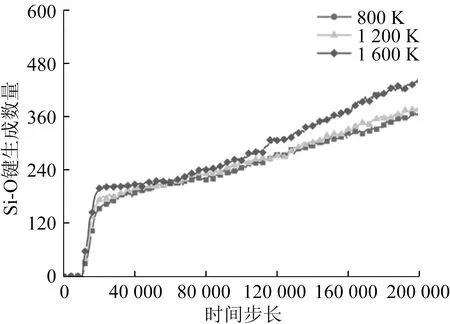
圖8 磨削溫度對Si-O鍵生成數量影響

圖9 磨削溫度對CO2和CO生成數量影響
磨削溫度對SiC徑向分布函數影響如圖10所示。弛豫時,SiC徑向分布函數第一峰的峰值高,曲線窄,表明SiC保持晶體狀態,內部結構穩定,Si-C鍵的鍵長約為1.89 ?。隨著磨削溫度的提高,徑向分布函數的峰值逐漸減小,曲線逐漸變寬,由有序變無序,表明隨磨削溫度對O原子均方位移影響如圖11所示,對Si原子均方位移影響如圖12所示,對C原子均方位移影響如圖13所示。弛豫階段,原子位移量幾乎不發生改變,不發生化學反應。隨著化學反應的進行,SiC表面的Si原子和C原子發生位移,晶體結構變得不穩定,SiC表面被氧化。隨著磨削溫度的提高,O原子、Si原子、C原子均方位移增大,表明磨削溫度提高對SiC化學反應有促進作用。相同磨削溫度下,Si原子和C原子在反應初期均方位移相當,約為9 ?2。隨著反應的進行,Si原子和O原子反應生成的SiO2和SiO覆蓋在SiC表面,Si原子均方位移變得平穩,約為11 ?2。C原子和O原子反應生成的CO2和CO脫離SiC表面,因此C原子均方位移持續增大。
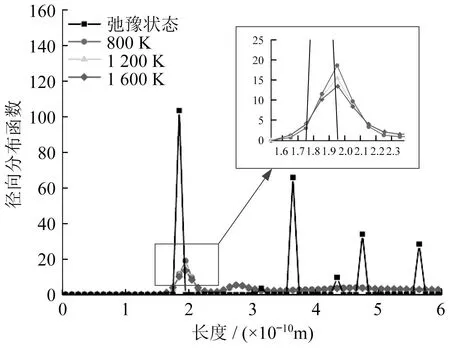
圖10 磨削溫度對SiC徑向分布函數影響

圖11 磨削溫度對O原子均方位移影響

圖12 磨削溫度對Si原子均方位移影響
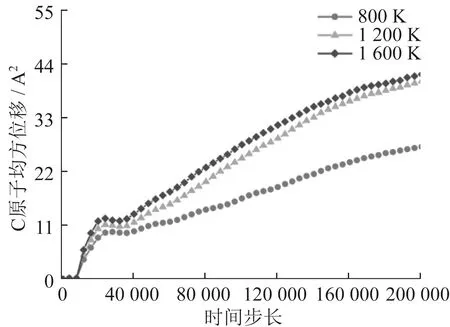
圖13 磨削溫度對C原子均方位移影響
著磨削溫度的提高,化學反應速率加快,Si-C鍵斷裂數量增加,SiC表面非晶化程度變高,此時Si-C鍵的鍵長約為1.95 ?。
7 O2濃度對化學反應影響
O2濃度對O2消耗量影響如圖14所示,對Si-O鍵生成數量影響如圖15所示,對CO2和CO生成數量影響如圖16所示。隨著O2濃度的增大,O2消耗量和化學反應產物生成數量均增加。反應過程中,600個O2濃度環境中Si-O鍵生成數量為376個,反應速率約為7.9個/ps,CO2和CO生成數量為133個,反應速率約為2.8個/ps。由于600個O2濃度未達到飽和,因此化學反應產物生成數量和速率低于900個O2濃度和1 200個O2濃度。反應初期,900個O2濃度和1 200個O2濃度達到飽和,化學反應速率相當,Si-O鍵生成數量約為390個,反應速率約為17.3個/ps,CO2和CO生成數量約為155個,反應速率約為6.8個/ps。隨著化學反應的進行,O2濃度從飽和狀態變為不飽和狀態,1 200個O2濃度剩余O2濃度較大,因此Si-O鍵生成數量、化學反應產物生成數量較多,化學反應速率較快。1 200個O2濃度環境中,Si-O鍵生成數量共為598個,CO2和CO生成數量共為191個,多于900個O2濃度環境中。
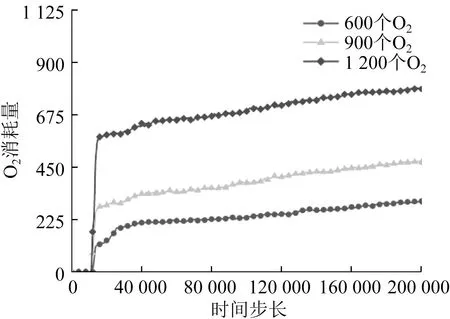
圖14 O2濃度對O2消耗量影響
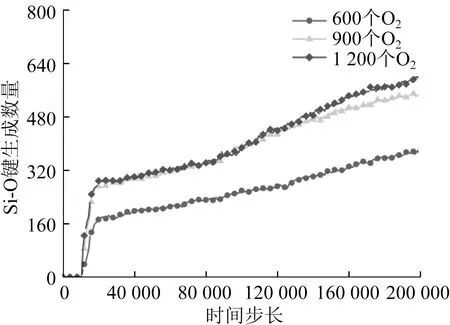
圖15 O2濃度對Si-O鍵生成數量影響
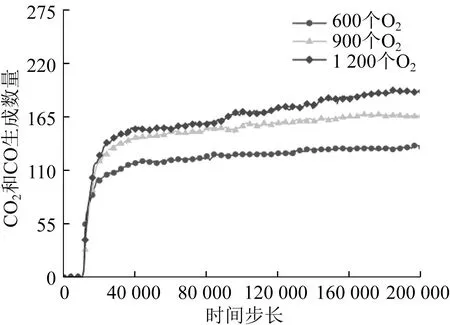
圖16 O2濃度對CO2和CO生成數量影響
O2濃度對SiC徑向分布函數影響如圖17所示。隨著O2濃度的增大,Si-C鍵斷裂數量增加,峰值逐漸減小,曲線逐漸變寬,表明增大O2濃度可以提高SiC的非晶化程度。
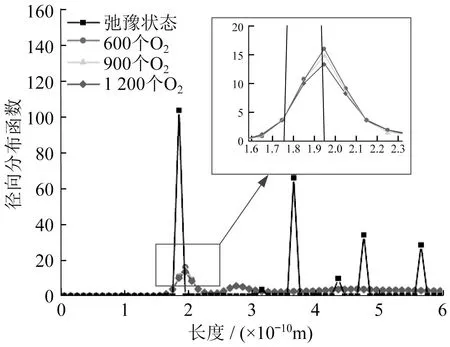
圖17 O2濃度對SiC徑向分布函數影響
O2濃度對O原子均方位移影響如圖18所示,對Si原子均方位移影響如圖19所示,對C原子均方位移影響如圖20所示。隨著O2濃度的增大,O原子、Si原子、C原子均方位移均增大,化學反應速率加快。600個O2濃度環境中,由于O2濃度未飽和,化學反應速率較慢,O原子均方位移為635 ?2,Si原子均方位移為10 ?2,C原子均方位移為40 ?2,O原子、Si原子、C原子均方位移小于900個O2濃度和1 200個O2濃度環境中。反應初期,900個O2濃度和1 200個O2濃度環境中,O原子、Si原子、C原子的均方位移相當,此時O2濃度達到飽和狀態,化學反應速率相當。隨著化學反應的進行,O2濃度逐漸減小,并由飽和狀態變為不飽和狀態,1 200個O2濃度剩余O2濃度較大,因此O原子、Si原子、C原子均方位移較大,SiC氧化程度較高。
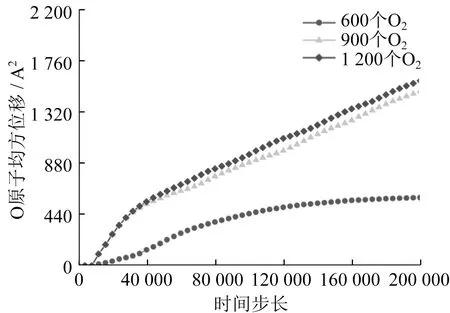
圖18 O2濃度對O原子均方位移影響

圖19 O2濃度對Si原子均方位移影響
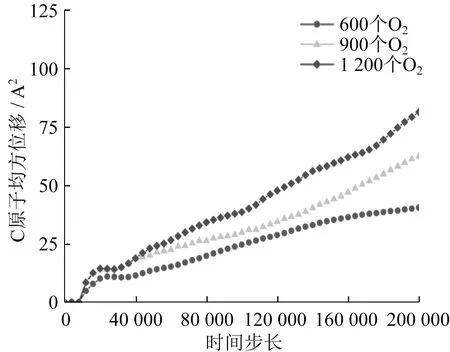
圖20 O2濃度對C原子均方位移影響
8 磨削參數對摩擦力和原子去除影響
磨削深度對摩擦力影響如圖21所示,磨削速度對摩擦力影響如圖22所示,磨料半徑對摩擦力影響如圖23所示。當磨削深度從2 ?增大到6 ?時,磨粒與SiC的實際接觸面積增大,摩擦力增大2倍,從600 nN增大到1 800 nN。由于磨削速度的提高不影響磨料與SiC的實際接觸面積,因此磨削速度對摩擦力的影響較小。相較于磨削深度,磨料半徑對磨粒與SiC的實際接觸面積影響較大,因此當磨料半徑從10 ?增大到15 ?時,摩擦力增大2.5倍。磨削參數對原子去除數量影響見表2。當磨削深度從2 ?增大到6 ?時,磨料和SiC之間相互摩擦和擠壓的有效原子數量增加,因此原子去除數量明顯增加,從98個增加到265個。磨削速度提高促使脫離SiC基體的原子運動距離更遠,從而減小彈性恢復所需的距離,縮短對應時間,因此原子去除數量略微增加,從140個增加到171個[25]。當磨料半徑從10 ?增大到15 ?時,由于磨削深度未改變,磨料兩側與SiC接觸的原子數量增加,而磨料和SiC之間接觸的有效原子數量未增加,因此原子去除數量變化不明顯。
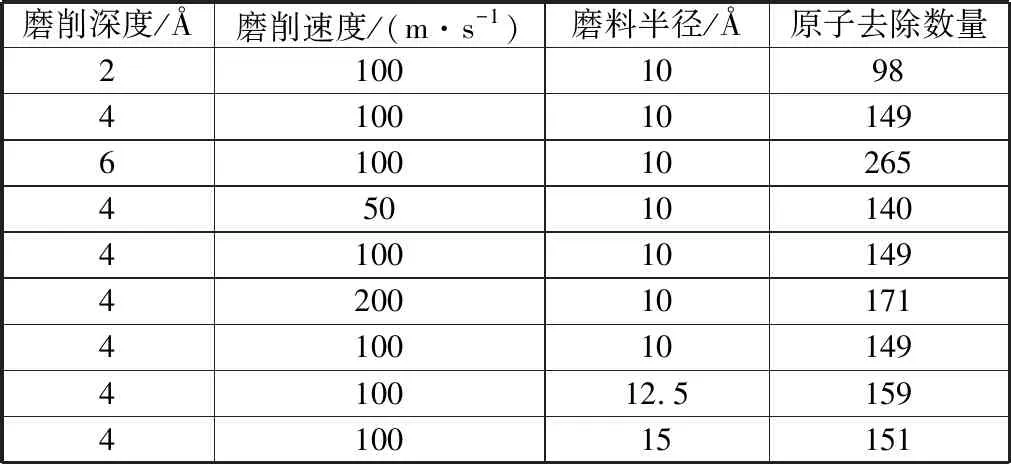
表2 磨削參數對原子去除數量影響

圖21 磨削深度對摩擦力影響

圖22 磨削速度對摩擦力影響

圖23 磨料半徑對摩擦力影響
9 結論
采用Lammps分子動力學仿真軟件研究在O2環境中SiO2磨料對SiC化學機械磨削過程中的材料去除機理,分析不同磨削溫度和O2濃度對化學反應產生的影響,以及不同磨削參數對摩擦力和原子去除數量的影響。
在O2環境中,SiC表面的Si原子和O原子反應生成SiO2和SiO氧化膜,并在磨料的機械作用下進行去除。C原子和O原子反應生成CO2和CO,并脫離SiC表面。
磨削溫度的提高有利于加快SiC的氧化速率。O2濃度未達到飽和時,隨著O2濃度的增大,化學反應速率加快。O2濃度達到飽和時,隨著O2濃度繼續增大,化學反應速率相當,當O2濃度減小至不飽和狀態時,剩余O2濃度越大,化學反應速率越快。
磨削深度和磨料半徑的增大使磨粒與SiC的實際接觸面積增大,因此摩擦力逐漸增大。磨削速度的變化對摩擦力的影響不大。磨削深度的增大對原子去除數量增加有明顯作用,磨削速度的提高對原子去除數量增加有略微作用。磨削深度相同時,隨著磨料半徑的增大,原子去除數量變化不明顯。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
