動力電池導熱膠涂覆方式模擬與試驗研究
2024-05-27 05:59:41李沫王修虎李相澎張天宇倪婧
汽車工藝與材料 2024年5期
李沫 王修虎 李相澎 張天宇 倪婧
作者簡介:李沫(1991—),女,中級工程師,碩士學位,研究方向為電池熱管理。
參考文獻引用格式:
李沫, 王修虎, 李相澎, 等. 動力電池導熱膠涂覆方式模擬與試驗研究[J]. 汽車工藝與材料, 2024(5): 1-7.
LI M, WANG X H, LI X P, et al. Simulation & Experimental Study on Thermal Conductive Adhesive Coverage Method for Power Battery[J]. Automobile Technology & Material, 2024(5): 1-7.
摘要:以動力電池熱管理關鍵部件導熱膠為研究對象,使用仿真軟件Fluent建立動力電池仿真模型,對導熱膠涂覆面積(85%~95%)進行仿真計算,采用臺架試驗研究用戶典型工況下導熱膠對動力電池溫度場分布及溫度一致性的影響,為熱管理方案設計階段導熱膠選型及用量等提供依據。結果表明:隨著導熱膠涂覆面積從95%降低到85%、電池最高溫度從47.87 ℃上升到50.84 ℃、上表面最大溫差從2.40 ℃上升到5.87 ℃,考慮到動力電池設計指標,最終確定使用90%涂覆面積的導熱膠能夠滿足動力電池在3種嚴苛工況下的最高溫度及溫差的設計要求,避免在實際生產中導熱膠用量過多導致原材料浪費,實現成本節約。
關鍵詞:動力電池 熱管理 臺架試驗 導熱膠 覆蓋面積
中圖分類號:TM911? ?文獻標志碼:A? ?DOI: 10.19710/J.cnki.1003-8817.20230269
Simulation & Experimental Study on Thermal Conductive Adhesive Coverage Method for Power Battery
Li Mo, Wang Xiuhu, Li Xiangpeng, Zhang Tianyu, Ni Jing
(FAW-Volkswagen Automotive Co., Ltd., Changchun 130011)
Abstract: The thermal conductivity adhesive, a key component of thermal management of power battery, was taken as the research object, and the simulation model of power battery was established by using simulation software Fluent. The coating area (85%~95%) of the thermal conductivity adhesive was simulated and calculated, and the influence of the use of thermal conductivity adhesive on the temperature field distribution and temperature consistency of power battery under typical working conditions was studied by bench test. It provides the basis for the selection and dosage of thermal conductivity adhesive in the design stage of thermal management scheme. The results show that as the coating area of the thermal conductivity adhesive decreases from 95% to 85%, the maximum temperature of the battery increases from 47.87 ℃ to 50.84 ℃, and the maximum temperature difference of the upper surface increases from 2.40 ℃ to 5.87 ℃. Considering the design criterion of power battery, it is determined that the use of 90% of the coating area of thermal conductivity adhesive can meet the design requirements of the highest temperature and temperature difference under three harsh working conditions of the power battery, avoiding the waste of raw materials caused by excessive heat conductivity adhesive in actual production, and achieving cost savings.
Key words: Power battery, Thermal management, Bench test, Thermal conductive adhesive, Coverage area
1 前言
動力電池作為新能源汽車的主要動力來源,其性能直接影響整車性能。動力電池在較大充放電倍率下產生的熱量,會導致電池快速升溫。為了保持動力電池在合理溫度下工作[1-3],及時將電芯產生的熱量散發出去,通常采用風冷、液冷、直冷3種冷卻方式對電池進行冷卻。Lin等人[4]的研究表明,將這些冷卻方式結合應用,可減少電芯熱失控發生。對于液冷和直冷系統而言,電芯模組產生熱量,通過導熱材料將熱量高效地傳遞到冷卻板上,再通過冷卻介質循環將熱量散發到動力電池外部實現冷卻,以控制電池溫度[5]。
導熱材料填充在電芯模組與冷卻板之間,起到提高散熱效率的作用,是電池熱管理系統的重要組成部分。目前行業內常使用的導熱高分子材料為聚氨酯、有機硅等,其主要形式有固體導熱墊片和半固體導熱膠2種。
導熱墊片為片材結構,形狀固定,姚麗君[6]的研究表明,由于導熱墊片無粘接性,需要配合機械結構進行固定。在電池批量生產過程中,需要人工操作,會大幅降低生產效率。同時,導熱墊面積過大容易在粘貼時產生貼合不緊密夾雜氣泡的情況,降低熱管理性能。
隨著新能源汽車市場占有率增大,對電池的產能要求提高,需提高電池生產過程中的自動化率。導熱膠較導熱墊更容易實現自動化涂膠工藝。同時,導熱膠具有良好的延展性,能充分填充電芯模組底部與冷卻板表面之間的間隙,同時可均衡電池包的溫度。徐曉明等[7]通過仿真對比表明,單體間填充導熱膠較填充空氣更有利于保持溫度一致性。但在生產過程中,由于導熱膠的物理屬性,模組壓合后,其覆蓋面積很難達到理想情況,如果設備出膠過多,覆蓋面積較高,會造成導熱膠局部溢膠浪費,如果出膠較少,壓合后覆蓋面積不足,則影響熱管理性能。劉一凡等[8]通過建模仿真分析了不同導熱膠形狀對電池組熱性能的影響。當前研究多數采用仿真的單一方法進行驗證,未從試驗角度驗證可行性,本研究針對某液冷形式的電池包導熱膠涂覆面積進行研究,使用Fluent軟件對不同涂覆面積導熱膠的電池開展仿真,并結合整包臺架試驗,得到電池在高溫快充、高溫放電、低溫充電3種用戶典型工況下的溫度場分布,為導熱膠涂覆面積的選擇提供參考。
2 理論分析
電池在工作過程中需要滿足以下方程:
連續方程:
[?ρ?t+div(ρu)=0]? ? ? ? ? ? ? ? ? ? ? ? ? ?(1)
式中: ρ為密度,u為速度矢量,t為時間。
導熱微分方程:
[ρc?T?t=λx?2T?x2+λy?2T?y2+λz?2T?z2+q]? ? ? ? ? ? (2)
式中:q為電池單位體積生熱量,T為溫度,c為比熱容,[λx]、[λy]和[λz]分別為x、y、z方向的導熱系數。
電池生熱速率計算方程為:
[q=IV[Uocp-U+T?Uocp?T]]? ? ? ? ? ? ? ? ? ?(3)
式中:I為電流,V為電池體積,Uocp和U分別為電池開路電壓和端電壓。
公式(3)中([Uocp-U])為電池內阻所分擔的電壓,可用電池內阻R與電流I的乘積代替,該方程可進一步簡化為:
[q=1V[I2R+IT?Uocp?T]]? ? ? ? ? ? ? ? ? ? ? (4)
3 仿真模型建立及分析
3.1 仿真模型建立
選取批量電池的一個模組進行仿真,為提升計算效率,仿真過程采用如下假設和簡化[9-10]:
a. 電芯為具有各項異性導熱系數的均質部件;
b. 導熱膠處在均勻厚度鋪開的狀態;
c. 簡化對仿真結果影響較小的圓角和圓孔等。
簡化后的幾何模型如圖1所示,主要包括電芯、導熱膠、水冷板和端板等。
以電池模組底面面積為基準,設定導熱膠涂滿電池底面時,其涂覆面積為100%。考慮到生產的實際情況,導熱膠的涂覆形狀為圓弧形。對導熱膠的涂覆面積分別為85%、90%、95%和100%的情況進行仿真,4種面積的涂覆示意如圖2所示。
3.2 仿真工況及邊界設置
選用寧德時代三元鋰離子電芯作為研究對象,電芯參數如表1所示。
模組端板、冷卻液、隔熱墊、導熱膠等其他材料參數如表2所示。
選取具有代表性的高溫快充工況進行仿真,快充電流由電池管理系統測得,電芯生熱速率采用式(4)進行計算,仿真工況如表3所示。
3.3 仿真結果分析
根據電池快充時間,仿真時間設定為3 300 s,計算過程中對電池最高溫度和上表面溫度進行監測,計算結束后對電池溫度場進行分析,計算電芯上表面最大溫差。當電池最高溫度不超過50 ℃且上表面最大溫差在5 ℃以內時,認為導熱膠在該面積下涂覆時,能夠滿足電池要求。
圖3所示為85%、90%和95% 3種導熱膠涂覆面積下,模組快充過程中電池的最高溫度。電池的最高溫度先上升再下降,這與電芯的發熱功率變化趨勢相一致。當快充進行到第1 810 s時,電芯發熱功率最大,85%、90%和95% 3種涂覆面積下的最高溫度分別為50.84 ℃、49.22 ℃和47.87 ℃。導熱膠涂覆面積越大,電池最高溫度越低。這是由于隨著導熱膠涂覆面積增加,單位時間內能夠帶走的熱量增加,電池的散熱性能提高,最高溫度降低。
圖4所示為85%、90%和95% 3種導熱膠涂覆面積下,模組快充過程中電池上表面最大溫差變化曲線,可以看出,模組上表面最大溫差在充電過程中逐漸增加,且導熱膠涂覆面積越大,上表面最大溫差越小。當快充結束時,85%、90%和95% 3種涂覆面積下的上表面最大溫差分別為5.87 ℃、3.81 ℃和2.40 ℃。圖5所示為快充結束后,3種導熱膠涂覆面積電池上表面溫度分布。可以發現:模組上表面最高溫度出現在冷卻液出口側最邊緣的電芯,這是由于此處導熱膠涂覆面積較小,且冷卻液在吸收前幾顆電芯的產熱后溫度升高,對電芯的散熱能力減弱。而對于冷卻液進口側,盡管導熱膠涂覆面積與出口側一致,但由于冷卻液溫度更低,電芯的散熱效果更好。
仿真結果表明:采用90%和95%導熱膠涂覆都能夠滿足電池的要求,電池最高溫度和電池上表面最大溫差均在要求范圍內,考慮到生產成本,選擇90%導熱膠涂覆面積進行后續試驗。
4 試驗測試
4.1 搭建臺架
將量產電池包進行改制,使用圓弧形90%覆蓋面積的導熱材料進行替換改制。結合整車及電池工作的實際工況,選取高溫快充冷卻性能、高溫放電性能、低溫充電加熱性能3個用戶極端典型工況開展試驗。
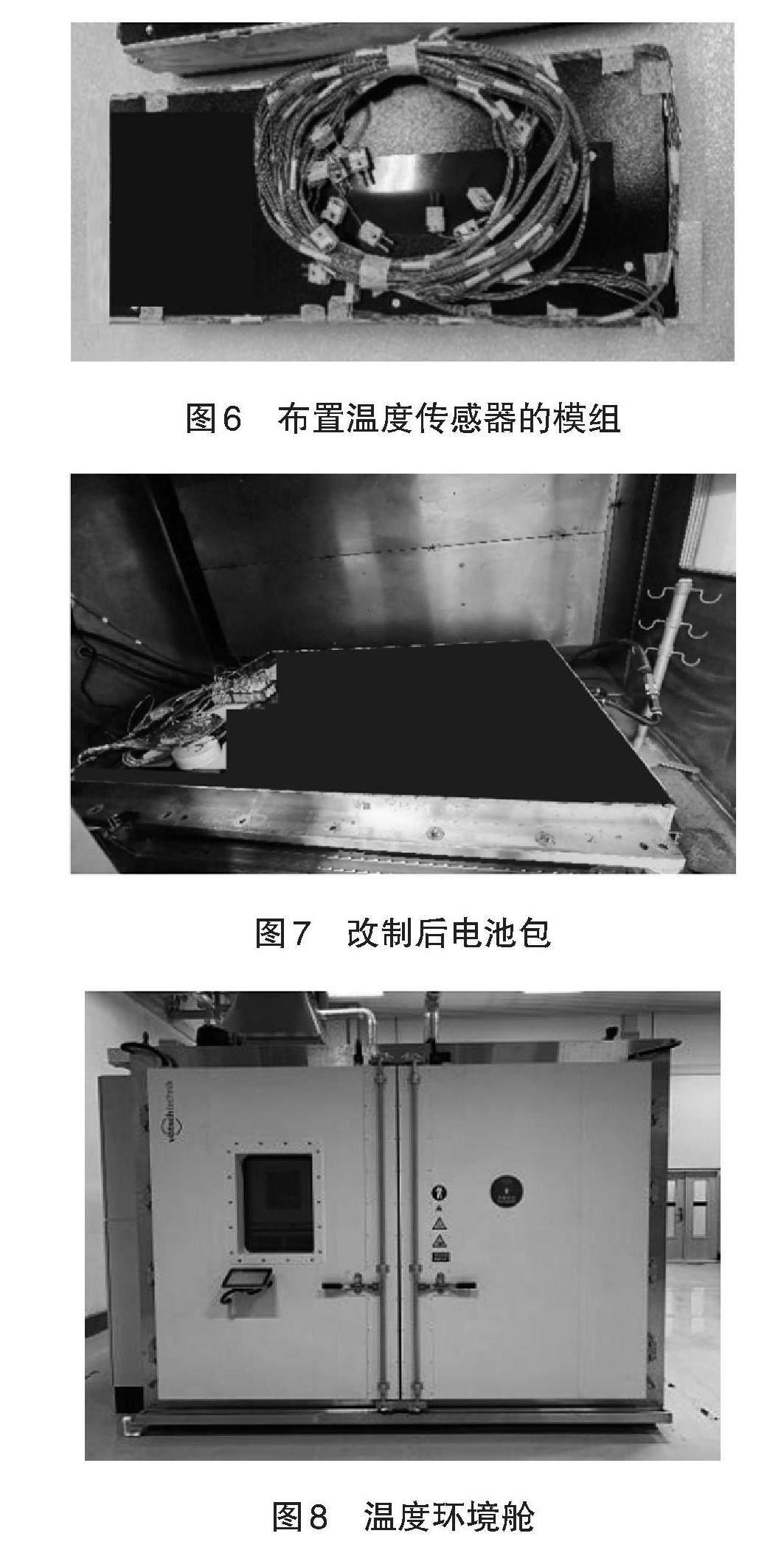
將模組進行改制,在模組兩端及中間電芯大面上部布置熱電偶溫度傳感器,如圖6所示。再將該模組裝配至電池總成內,將改制完成的電池總成與臺架試驗設備進行連接,如圖7所示。試驗設備為冷卻循環系統、溫度環境艙(圖8)組成的高壓電池試驗臺。第一步,連接高低壓線束、冷卻水管及溫度傳感器數據采集模塊;第二步,建立臺架與電池包的通信,刷寫軟件;第三步,輸入電池包數據,搭建電池包數據庫;第四步,按測試用例要求編寫程序,執行試驗。
4.2 試驗結果分析
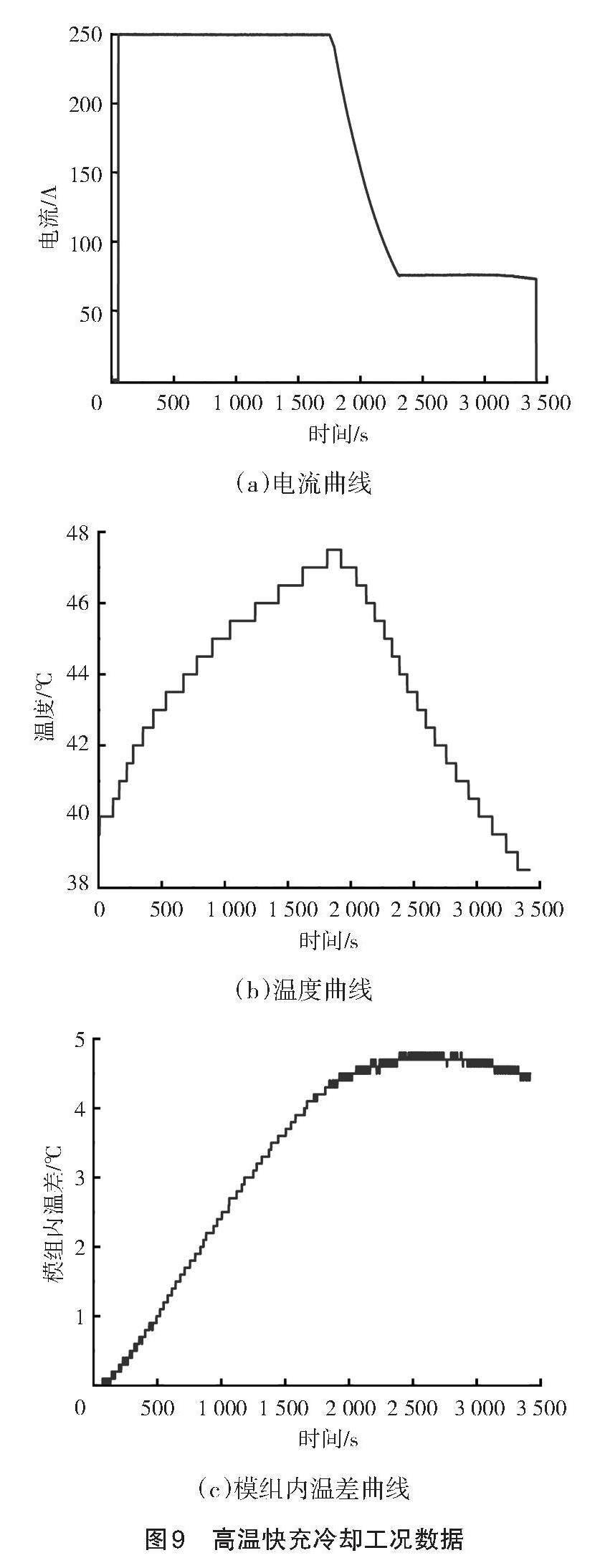
a. 高溫快充冷卻性能試驗:模擬用戶在高溫40 ℃環境下為新能源汽車充電,從20%荷電狀態充電到96%荷電狀態,電池總成加載250 A電流快充,在充電一段時間后受荷電狀態及溫度影響,在約第1 750 s后出現BMS限流,電流下降,曲線如圖9a所示。隨著充電電芯發熱量積累,溫度逐漸上升,但電池冷卻系統溫度傳導存在一定遲滯,約在第1 820 s后,電池總成溫度達到最高值47.5 ℃,隨著充電電流減小及冷卻系統散熱,溫度逐漸降低,最高溫度曲線如圖9b所示,充電電流增大過程中,模組內電芯溫度積累,同時由于電芯位置不同,導致散熱不同,溫差逐漸增大,最大溫差達到4.8 ℃,如圖9c模組內溫差曲線所示。
b. 高溫放電冷卻性能試驗:向電池總成加載如圖10a所示的電流,模擬用戶在高溫47 ℃環境下,駕駛新能源汽車,以初始96%荷電狀態進行0~160 km/h急加速,160~20 km/h急減速,多次循環,采集電池溫度變化數據,在第一個循環0~160 km/h加速過程,冷卻系統響應遲滯,圖10b所示溫度達最高值47.5 ℃,圖10c所示模組溫差可達4.6 ℃。
c. 低溫充電加熱:向電池總成加載如圖11a所示的電流,模擬用戶在低溫-20 ℃環境下為新能源汽車充電,從20%荷電狀態充電到96%荷電狀態,采集電池溫度變化數據,前4 000 s溫度逐漸上升,在充電電流達到峰值后,電池溫度達到最高值23.5 ℃,溫升速率為31.0 ℃/h,隨后電流下降,電池溫度也下降,得到圖11b所示電池最高溫度曲線。根據電流變化及熱量積累情況,模組內不同電芯散熱不同,得到如圖11c所示的模組溫差數據7.8 ℃。
通過以上3組試驗及數據,可見在使用90%弧形覆蓋導熱材料時,高溫冷卻工況可滿足最高溫度≤50 ℃,最大溫差≤5 ℃,低溫加熱工況可滿足溫升速率≥20 ℃/h,最大溫差≤10 ℃的設計要求。
5 結束語
由于實際生產過程中導熱膠涂覆受機器精度、零件平面度等多因素的影響,每個模組導熱膠涂覆面積均有差異,因此需要在開發階段確定導熱膠涂覆標準。本文通過仿真與試驗的手段對動力電池導熱膠涂覆面積進行研究,得出以下結論:
a. 在用戶夏季高溫快充工況下,通過仿真計算分析覆蓋面積85%、90%、95%的3種情況,仿真結果表明,按照當前涂膠軌跡,不同出膠量導致的覆蓋面積需滿足90%覆蓋率才能夠滿足電池包熱管理設計需求。
b. 通過用戶高溫快充工況進行試驗驗證,結果表明,在導熱膠覆蓋面積90%的條件下,電池最高溫度為47.5 ℃,電池最大溫差為4.8 ℃,滿足設計要求。
c. 通過高溫放電性能試驗模擬用戶在47 ℃高溫條件下的極限工況,試驗結果表明,電池最高溫度為47.5 ℃,電池最大溫差為4.6 ℃,滿足設計要求。
d. 通過低溫充電試驗模擬用戶在-20 ℃低溫條件下進行快充的工況,試驗結果表明電池溫升速率為31 ℃/h,電池最大溫差為7.8 ℃,滿足設計要求。
通過仿真研究了涂膠面積的影響并通過試驗進行了用戶典型工況下的驗證,最終結果表明,在批量生產過程中控制涂膠面積最低要達到90%才能夠滿足熱管理設計需求,但是在實際生產過程中,如何精準控制出膠量還需要大量調試工作。本文僅研究了基于當前出膠軌跡的涂覆面積要求,在不同出膠軌跡下,需要重新仿真/試驗驗證。
參考文獻:
[1] SHIM J, KOSTECKI R, RICHARDSON T, et al. Electrochemical Analysis for Cycle Performance and Capacity Fading of a Lithium-Ion Battery Cycled at Elevated Temperature[J]. Journal of Power Sources, 2002, 112(1): 222-230.
[2] WANG H, SHI W, HU F, et al. Over-Heating Triggered Thermal Runaway Behavior for Lithium-Ion Battery with High Nickel Content in Positive Electrode[J]. Energy, 2021, 224.
[3] 劉書琴, 王小燕, 張振東, 等. 鋰離子電池組液冷式熱管理系統的設計及優化[J]. 儲能科學與技術, 2023, 12(7): 2155-2165.
[4] LIN J, LIU X, LI S, et al. A Review on Recent Progress, Challenges and Perspective of Battery Thermal Management System[J]. International Journal of Heat and Mass Transfer, 2021, 167.
[5] 梁坤峰, 米國強, 徐紅玉, 等. 動力電池雙向熱管理系統性能分析與優化[J]. 化工學報, 2021, 72(8): 4146-4154.
[6] 姚麗君. CFD在動力電池熱管理中的應用[J]. 新型工業化, 2022, 12(2): 243-246.
[7] 徐曉明, 蔣福平, 田晉躍, 等. 基于導熱膠散熱的電池包熱流場特性研究[J]. 汽車工程, 2017, 39(8): 889-894+914.
[8] 劉一凡, 周杰, 黃睿, 等. 導熱硅膠形狀對液冷式電池組熱性能影響研究[J]. 電源技術, 2020, 44(1): 107-109.
[9] 陳清泉, 孫逢春. 現代電動汽車技術[M]. 北京: 北京理工大學出版社, 2002, 34(8): 1-8.
[10] MAHAMUD R, PARK C W. Reciprocating Air Flow for Lion Battery Thermal Management to Improve Temperature Uniformity[J]. Journal of Power Sources, 2011, 196(13): 5685-5696.