復合材料高溫試樣加強片應用淺析
2024-06-25 13:57:10王寶瑞,楊紀龍,李金儒,吳偉萍,劉佳,韓蓉
纖維復合材料 2024年2期
關鍵詞:復合材料
王寶瑞,楊紀龍,李金儒,吳偉萍,劉佳,韓蓉

摘要本文對制備纖維增強復合材料高溫力學試樣使用的加強片和膠粘劑,以及一體成型試樣進行了研究。本文對粘貼加強片的膠粘劑進行了研究和驗證,包括雙組份耐高溫膠粘劑、多組份耐高膠粘劑、結構膠膜和雙馬樹脂;對加強片材質進行了研究和驗證,包括金屬加強片和復合材料加強片;對加強片與試樣的一體成型工藝進行了研究。結果表明:不同膠粘劑的工藝條件不同,應用的范圍也有較大差異;高溫試驗中,復合材料加強片更為適用,推薦使用耐高溫樹脂體系,纖維布或0°/90°正交鋪層的加強片;加強片采用與試樣本身一體共固化的方式成型,可以制備標準的高溫力學試樣,有效避免二次粘接引起的影響。
關鍵詞復合材料;試樣;試樣制備;加強片
Application Analysis on the Reinforced Sheets for?High Temperature Composite Specimens
WANG Baorui1, YANG Jilong1, LI Jinru1, WU Weiping1, LIU Jia1, HAN Rong2
(1.Harbin FRP Institute Co.,Ltd.,Harbin 150028;2.Harbin Institute of Petroleum,Harbin 150028)
ABSTRACTIn this paper, the reinforced sheets and adhesive for preparing fiber-reinforced composite specimens while used in high temperature mechanical text were studied. This paper also studied the integrated molding process of reinforced sheets and specimens. In the study and validation of adhesive for pasting reinforced sheets, we used two-component high-temperature resistant adhesive, multi-component high-temperature resistant adhesive, structural adhesive film, and bismaleic resin. In the study and validation of materials of reinforced sheets, we used metal and composite materials. The results showed that: The application range of different adhesives was affected by process conditions. In high-temperature mechanical tests, composite reinforced sheets were more suitable, and it was recommended to use high-temperature resistant resin systems, fiber cloth, or reinforced sheets with 0°/90° orthogonal layers. In the preparation process of standard high-temperature mechanical specimens, the forming method of reinforced sheets and specimens co-curing was adopted. This method can effectively avoid the impact caused by secondary bonding.
KEYWORDScomposite; specimens; specimen preparation; reinforced sheets
1引言
樹脂基纖維增強復合材料是由高性能纖維和高分子樹脂復合而成的先進結構材料,隨著技術水平的不斷提高,以及耐高溫樹脂的發展,其耐溫性能越來越受到人們的關注。耐高溫環氧樹脂、雙馬樹脂、聚酰亞胺等樹脂體系的耐溫性均可承受200 ℃以上的連續使用溫度,以及高達480 ℃以上的間歇使用溫度。高溫樹脂與復合材料結合,表現出了較高的適用性,其材料具有耐高溫、耐濕熱、吸濕率低、介電性能好、模量高、熱膨脹系數小等優點,在汽車工業、航空航天、國防等領域得到了廣泛的應用,越來越多的被用于激光防御、高溫保護等具有熱源的環境中[1]。
復合材料構件的設計和使用中,耐熱性是一個重要指標。復合材料由多種組分構成,當組分間熱膨脹系數差異較大時,即使溫度變化較小,也會在基體中產生很大的微觀熱應力。在溫度升高后,首先是產生熱膨脹和一定的內應力,當溫度升高的幅度進一步加大時,復合材料的組分材料會逐漸發生軟化、熔化、分解,甚至燃燒等一系列變化,從而使復合材料的機械性能急劇降低。所以,有必要對復合材料在高溫下的力學性能進行測試與理論分析,以獲取材料在相應高溫環境下的性能[2]。
力學性能參數中尤為重要的是強度值,拉伸強度、壓縮強度、彎曲強度、剪切強度等是結構計算的基礎數據。其中,拉伸強度和壓縮強度是最大破壞載荷與有效承載面積的比值,在試驗過程中,復合材料試樣本體表面剛度通常無法滿足破壞所需的夾持力,所以,必須使用加強片給予補強。國際通用的方法是在試樣兩端粘貼上墊片,以利于試樣裝夾,使其在工作段區域有效破壞,防止端部破壞。高溫試驗環境與室溫相比,還需考慮加強片和膠粘劑的耐溫性,以及高溫環境下加強片對試樣本體的影響[3]。
2試驗驗證
復合材料單向板是所有纖維沿同一方向排列的復合材料,其一系列性能測試可以反映出材料和層間的性能,對設計研發、生產過程控制、出廠驗收等有著關鍵性的作用。單向板的0°方向力學試樣,理論上為承載能力較大的力學標準試樣,加強片滿足其檢測要求即可滿足其它試驗的要求,所以,本文主要對復合材料單向板試樣的加強片以及加強片的粘貼進行研究和分析。驗證試驗中,試樣本體樹脂基體選用雙馬樹脂體系,增強材料選用T800碳纖維。
2.1膠粘劑
復合材料高溫試驗中,首先是確定試樣制備使用的膠粘劑,應選用室溫固化或低于材料固化溫度的膠粘劑。粘貼加強片用膠粘劑的選用難點在于,試驗環境溫度超過250 ℃時,常規膠粘劑剪切強度會降至10 MPa以下。在未達到試樣破壞所需載荷前,加強片粘接面已失效脫粘。國家標準GB/T 3354-2014《定向纖維增強聚合物基復合材料拉伸性能試驗方法》中規定,“膠粘劑可采用滿足環境要求的高伸長率的(韌性的)膠粘劑,固化溫度不高于板材的成型溫度。”簡單來說,膠粘劑粘貼加強片的過程中,不影響試樣本體材料性能;在試驗高溫環境下,滿足試樣完全破壞所需的剪切強度,即為有效[4-7]。
加強片、試樣粘接面應經打磨、清洗處理,不允許損傷纖維。加強片的端頭、寬度應與試樣一致,確保在試驗過程中加強片不脫落。加強片與試樣間應膠結密實,并保證加強片相互平行且與試樣中心對稱。
通過多項篩選,驗證試驗主要對雙組份耐高溫膠粘劑、多組份耐高膠粘劑、結構膠膜和雙馬樹脂進行了驗證研究。雙組份耐高膠粘劑為環氧、烯酸、聚氨酯結構膠,固化條件為80 ℃~85 ℃,固化時間30 min~40 min,主要特點為固化溫度低,固化時間短。經試驗驗證,膠粘劑可應用于單向板纖維90°方向壓縮試樣加強片的粘貼,其耐溫區間為230 ℃以內,超過250 ℃呈碳化狀態。
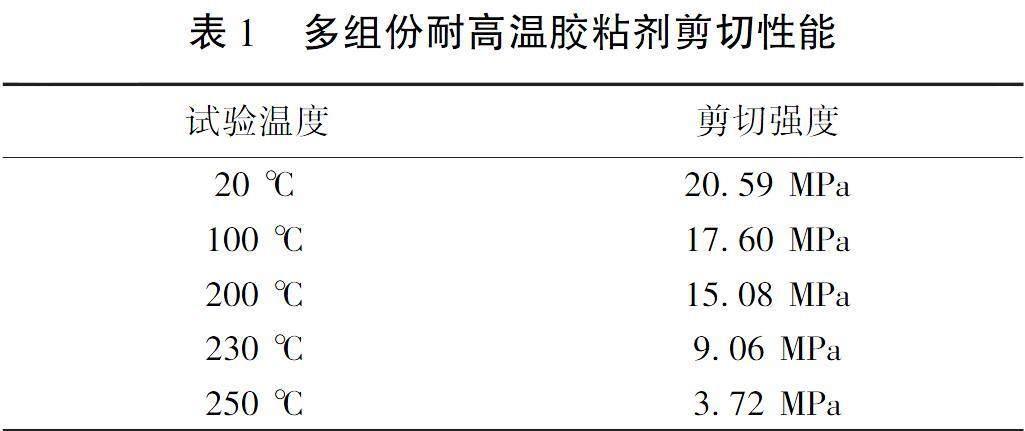
多組份耐高溫膠粘劑為高溫固化的三組分改性環氧糊狀膠粘劑,其三組份配比比例為100:40:4,固化條件為180 ℃,恒溫2 h。經試驗驗證,多組份耐高溫膠粘劑一般使用溫度范圍室溫至232 ℃,剪切性能如表1所示。其可應用于200 ℃以下單向板纖維0°方向拉伸試樣、纖維0°方向壓縮試樣、纖維90°方向壓縮試樣加強片的粘貼,以及200 ℃~250 ℃纖維90°方向壓縮試樣加強片的粘貼。
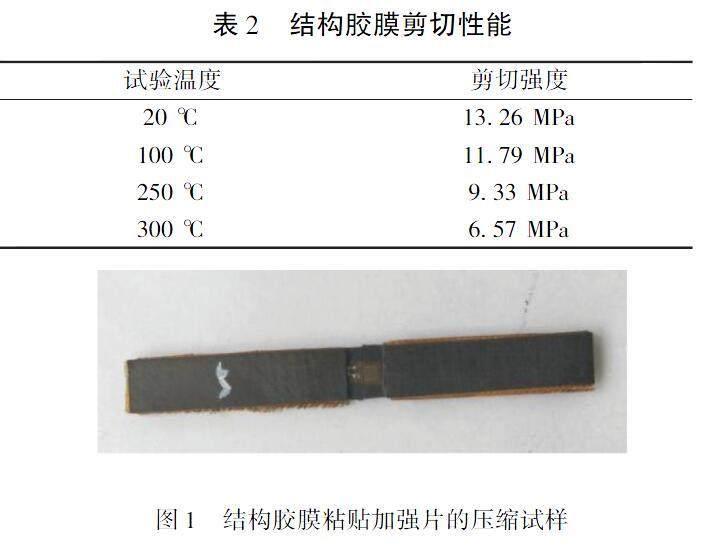
結構膠膜為改性氰酸酯膜狀膠粘劑,載體形式為石英布,固化條件為200 ℃,恒溫4 h~6 h。經試驗驗證,結構膠膜理論耐高溫可達380 ℃,剪切性能如表2所示。其可應用于250 ℃以內纖維0°方向拉伸試樣、纖維0°方向壓縮試樣、纖維90°方向壓縮試樣加強片的粘貼,0°拉伸試驗中推薦使用液壓夾具,以增加夾持正壓力,圖1為結構膠膜粘貼加強片的壓縮試樣。
雙馬樹脂體系,耐高溫250 ℃以上,固化條件為130 ℃,恒溫2 h;180 ℃,恒溫4 h;230 ℃,恒溫5 h;280 ℃,恒溫3 h。經試驗驗證,雙馬樹脂可應用于310 ℃以內,纖維0°方向拉伸試樣、纖維0°方向壓縮試樣、纖維90°方向壓縮試樣加強片的粘貼。現階段,最高試驗溫度為310 ℃,應用在石英板材力學性能檢測試驗上,破壞形式正常,如圖2所示。
2.2加強片
加強片在大多數力學試樣上應用,其主要目的是給予一個足夠剛度的作用面,可以保護好試樣的表層纖維,并能夠將載荷傳遞給被測材料。
國家標準GB/T 1447-2005《纖維增強塑料拉伸性能試驗方法》中規定,“加強片材料采用與試樣相同的材料或比試樣彈性模量低的材料。”為解決試樣加強片的問題,本文依據方法標準中相應規定,進一步確定加強片的材料和形式,并進行相應試驗驗證。加強片材質的基本要求是其剛度不應阻礙試樣自然變形,其表面硬度可以使夾具夾面紋理嵌入,但不使其破壞。國家標準和國際標準中,對加強片材料的規定分別為金屬材料和復合材料兩種。
驗證試驗中,復合材料試樣本體材料為T800碳纖維,分別粘貼金屬加強片試樣、粘貼纖維鋪放加強片試樣和粘貼纖維布加強片試樣,如圖3所示,加強片尺寸依據GB/T 3354-2014中6.6和GB/T 5258-2008中6.1.3的規定,分別為(12.5±0.1)mm×50 mm×(1.5~2.5)mm、(25±0.1)mm×50 mm×(1.5~2.5)mm(可選)、(10±0.5)mm×50 mm×1 mm。
2.2.1金屬加強片
對于金屬加強片,國家標準GB/T 3354-2014《定向纖維增強聚合物基復合材料拉伸性能試驗方法》中規定,“加強片可采用鋁合金板。”GB/T 5258-2008《纖維增強塑料面內壓縮性能試驗方法》中規定,“加強片可用鋁板,或強度和剛度均不小于推薦的加強片材料的其它適當材料。”ASTM D 3039《聚合物基復合材料拉伸性能標準試驗方法》中規定,“加強片材料可以使用其他結構,包括鋼加強片或由試樣相同材料制成的加強片。”驗證試驗中,金屬加強片材料采用牌號為2A12T4的鋁合金板,分別對1 mm、1.5 mm、2 mm三種厚度進行了驗證。鋁合金的彈性模量通常在68 GPa~80 GPa,較其它金屬,剛度較低。
金屬加強片已溶劑除油,并經過重鉻酸鉀和濃硫酸溶液的酸處理,使其表面鈍化,增加粘接強度。膠粘劑的固化制度為180 ℃,恒溫2小時,隨爐冷卻至室溫。結果表明,鋁合金加強片與復合材料本體熱膨脹差異較大,會導致膠接面脫粘或試樣本體撕裂損傷;不同厚度的鋁合金加強片均出現不同程度的脫粘,厚度越大,脫粘面積越大。失效形式如圖4所示。
2.2.2復合材料加強片
對于復合材料加強片,國家標準GB/T 3354-2014《定向纖維增強聚合物基復合材料拉伸性能試驗方法》中規定,“加強片宜采用織物或無緯布增強復合材料。”GB/T 5258-2008《纖維增強塑料面內壓縮性能試驗方法》中規定,“加強片推薦采用0°/90°正交鋪設的或玻璃纖維織物/樹脂形成的材料,且加強片纖維方向與試樣的軸向成±45°。如在較大端部載荷下加強片發生破壞,則可把加強片角度調整為0°/90°。”ASTM D 3039《聚合物基復合材料拉伸性能標準試驗方法》中規定,“加強片材料是連續E玻璃纖維增強的聚合物基材料(機織物或無緯布非機織物),其結構型式為[0/90]ns層壓板,該加強片材料一般與力的方向成45°角,以提供一個軟接觸面。”復合材料加強片與金屬加強片相比,主要的優勢是其模量與試件本體模量更為接近,可以有效避免剛度明顯變化引起的應力集中,還可以粘接后與試樣一并進行機械加工。
復合材料加強片必須保證其樹脂體系至少在高溫試驗溫度,受表面正壓力和剪切力的復合作用下,而不失效。驗證試驗中,樹脂體系分別選用環氧樹脂體系和雙馬樹脂體系,增強材料分別選擇玻璃纖維、碳纖維和碳纖維布(經緯比例為1∶1)等。結果表明,環氧樹脂體系200 ℃左右,受載后,層間失效,纖維脫落,試樣未破壞;雙馬樹脂體系,耐溫可達300 ℃,層間仍具有較高強度。增強材料為玻璃纖維和碳纖維及其織物,單向鋪層時,碳纖維表面硬度較大,夾持過程中容易滑脫;纖維布加強片則因其表面紋理,增大機械嵌合,更為適用。最終,推薦使用雙馬樹脂體系/纖維布加強片或0°/90°正交鋪層的加強片。另外,試驗對加強片的平面度和平行度比較敏感,推薦采用的試樣制備方法,是在單向板表面覆蓋一層膠膜或樹脂,并粘貼加強片,然后再機加出試樣的構型。
在復合材料板材高溫力學試驗中,加強片的選擇尤為重要。加強片的作用是在試驗過程中,有效的將載荷施加到試樣上,避免夾具與試樣直接接觸產生明顯的應力集中,避免試樣提前失效。圖5為T800碳纖維單向板0°方向拉伸試樣散絲狀失效圖。
2.3加強片一體成型
高溫測試試樣用一體成型模具制備,是通過模具設計和工藝優化,將加強片采用與試樣本身一體共固化的方式成型,利用復合材料本體樹脂,經過固化過程,將加強片直接在試樣兩端成型,增強加強片和試樣間的層間性能,避免了后期試樣制備等一系列操作,同時也減少了粘貼加強片與試樣產生的尺寸偏移。理論上可以成型任何標準力學試樣。
通過選取與本體一致的樹脂材料和復合材料,通過加厚區模腔和型面的控制,達到加強片和試樣本體一體成型,并共同固化的目的。一體成型模具如圖6所示。
加強片成型是使其在模具上以加厚區的形式存在,可選擇與試件同種材料,或者同種樹脂體系的碳布,設計正交鋪層,對加厚區進行成型。
通過工藝持續改進,用纖維布先鋪放加強片區域,再制作試樣部分,然后一體共固化,再經機械加工。驗證試驗選用T800/雙馬單向板0°拉伸試樣,環境溫度分別為200 ℃和240 ℃。試驗結果數據正常,離散較小,見表3。破壞形式為散絲工作段爆炸式散絲失效,破壞形式正常,未出現加強片脫落或應力集中等現象,如圖7所示。
3結語
高溫測試試樣制備過程中,膠粘劑固化溫度不應超過板材的固化溫度,固化時間也不易過長,避免產生熱疲勞。加強片的尺寸、材料、斜削度、膠粘劑等都是影響試驗結果的因素。夾持區域發生破壞表明了加強片處的應力集中大于工作段材料固有強度的偏差。使用具有韌性的低模量膠粘劑粘貼的帶斜面的加強片,可以有效降低應力集中,并使發生夾持破壞的概率降低。加強片處如有較大的應力集中,將導致夾持破壞的發生次數增加,從而導致低強度的偏差增大。
加強片可以進行單根試樣單獨粘貼,也可先將整塊試樣板材粘貼好,再切割成試樣。在實際檢測活動中,多數情況為試樣已機械加工成標準尺寸,需二次試樣制備,進行加強片粘貼。但此操作易引入不確定的偏差,所以,加強片的粘貼宜在切割試驗前進行。
一體成型的主要優點為:(1)最大的提高了粘接強度,避免了加強片脫落;(2)避免粘接加強片導致的二次固化;(3)避免粘接過程中加強片與試樣本體產生的偏角;(4)有效減小了應力集中;(5)顯著提高試驗效率。
力學試驗高溫環境工況復雜,復合材料的微觀結構和化學組分會發生改變,可能出現基體膨脹、纖維樹脂剝離、基體微裂等情況,而常規檢測手段只能適用于較低溫度下的試驗,所以,復合材料200 ℃以上高溫力學性能測試方法和試樣制備一直都是檢測難題,也很難采用統一標準進行要求,本文經過大量驗證試驗,總結出了相應的研究結果,以求可以一定程度的規范高溫力學檢測行為。
參 考 文 獻
[1]劉佳,遇家運等.高溫測試條件下一體成型的碳纖維復合材料拉伸試件制作及優化分析[J]. 纖維復合材料,2023,(01):56-59.
[2]王寶瑞,韓蓉,魏程,等.復合材料環形試樣力學性能檢測研究[J].纖維復合材料,2023,40(02):19-25.
[3]王寶瑞,韓蓉,李剛,等.復合材料圓筒切取環形試樣拉伸性能檢測方法研究[J].纖維復合材料,2023,40(01):17-21.
[4]GB/T 1447-2005 纖維增強塑料拉伸性能試驗方法.
[5]GB/T 3354-2014 定向纖維增強聚合物樹脂復合材料拉伸性能試驗方法.
[6]GB/T 5258-2008 纖維增強塑料面內壓縮性能試驗方法.
[7]ASTM D 3039/D 3039M Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials.
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29