汽車空心穩定桿零件斷裂失效分析及整改
2024-06-26 09:34:56祁學軍趙如意馬海龍陳嘉玥王新坤
汽車工藝與材料 2024年6期
祁學軍 趙如意 馬海龍 陳嘉玥 王新坤
作者簡介:祁學軍(1978—),男,高級工程師,碩士學位,研究方向為金屬材料及輕量化。
參考文獻引用格式:
祁學軍, 趙如意, 馬海龍, 等. 汽車空心穩定桿零件斷裂失效分析及整改[J]. 汽車工藝與材料, 2024(6): 11-16.
QI X J, ZHAO R Y, MA H L et al. Analysis and Rectification of Fracture Failure of Hollow Stabilizer Bar Parts in Automobile[J]. Automobile Technology & Material, 2024(6): 11-16.
摘要:通過激光共聚焦顯微鏡、掃描電鏡等設備對某一量產車路試中發生的34MnB5空心穩定桿斷裂問題進行失效分析,確認拋丸工藝時間不足及存在軸向原始裂紋是造成穩定桿發生早期疲勞失效斷裂的原因,為進一步明確失效斷裂的根本原因,針對穩定桿的制造工藝進行排查和原因分析,判斷拋丸時間不足是導致穩定桿斷裂的主要原因,由此判斷該次斷裂失效帶來的后續影響,最后針對排查過程中已確認的風險點,識別整改方向并提出優化措施,進一步防止問題發生。
關鍵詞:空心穩定桿 疲勞失效 拋丸 殘余應力
中圖分類號:TG156? ? 文獻標志碼:B? ? DOI: 10.19710/J.cnki.1003-8817.20240116
Analysis and Rectification of Fracture Failure of Hollow Stabilizer Bar Parts in Automobile
Qi Xuejun1, Zhao Ruyi2, Ma Hailong1,Chen Jiayue1,Wang Xinkun1
(1. Lantu Automotive Technology Co., Ltd., Wuhan 430051; 2. Da, an Automobile Testing Co., Ltd., Wuhan 430051)
Abstract: Failure analysis of the 34MnB5 hollow stabilizer bar fracture occurred in the road test of a mass production vehicle was carried out using laser confocal microscopy, scanning electron microscope and other equipment. It was confirmed that the insufficient shot blasting process time and the existence of axial original cracks caused early fatigue failure and fracture of the stabilizer bar. In order to further clarify the root cause of the failure and fracture, this article investigated and analyzed the manufacturing process of the stabilizer bar, determined that the main cause for the fracture of the stabilizer bar was insufficient shot blasting time, thus evaluated the subsequent impact of this fracture failure accident. Finally, the article identified the direction of rectification for the risk points during the investigation process, and proposed optimization measures to further prevent the occurrence of such problems.
Key words: Hollow stabilizer bar, Fatigue failure, Blasting, Residual stress
1 前言
穩定桿廣泛應用于獨立懸架,其功能是防止汽車在轉彎或兩側車輪承受不同大小載荷時發生過大的橫向側傾,是保持汽車平衡的懸架系統關鍵零件[1]。近年來,空心穩定桿在整車中的使用越來越普遍[2]。
某一量產車路試時橫向空心穩定桿左側襯套附近彎折處發生斷裂失效,失效里程為13 000 km。該空心穩定桿材料為34MnB5,采用高頻焊接焊管制造而成,公稱壁厚為6 mm,制造工藝流程為端頭成形1+端頭成形2+去毛刺+冷彎+局部成形+淬火+拋丸1+回火+拋丸2+校正+涂裝+噴碼+硫化貼標簽+成品包裝;其中淬火+回火后熱處理硬度要求為43~50 HRC,兩端端頭進行加熱鍛壓封閉,穩定桿零件表面不允許全脫碳,半脫碳層深度要求≤200 μm、抗拉強度≥1 500 MPa、屈服強度≥1 200 MPa、延伸率≥5%[3]。有限元應力分析結果顯示,使用經過淬火及中溫回火處理后34MnB5材料性能可滿足各工況下穩定桿承受的應力,初步懷疑穩定桿斷裂是由于其存在質量缺陷導致。通過檢測分析及對影響穩定桿質量的各關鍵要素排查后找出穩定桿斷裂失效的原因,并提出改進措施。
2 理化分析
2.1 材料分析
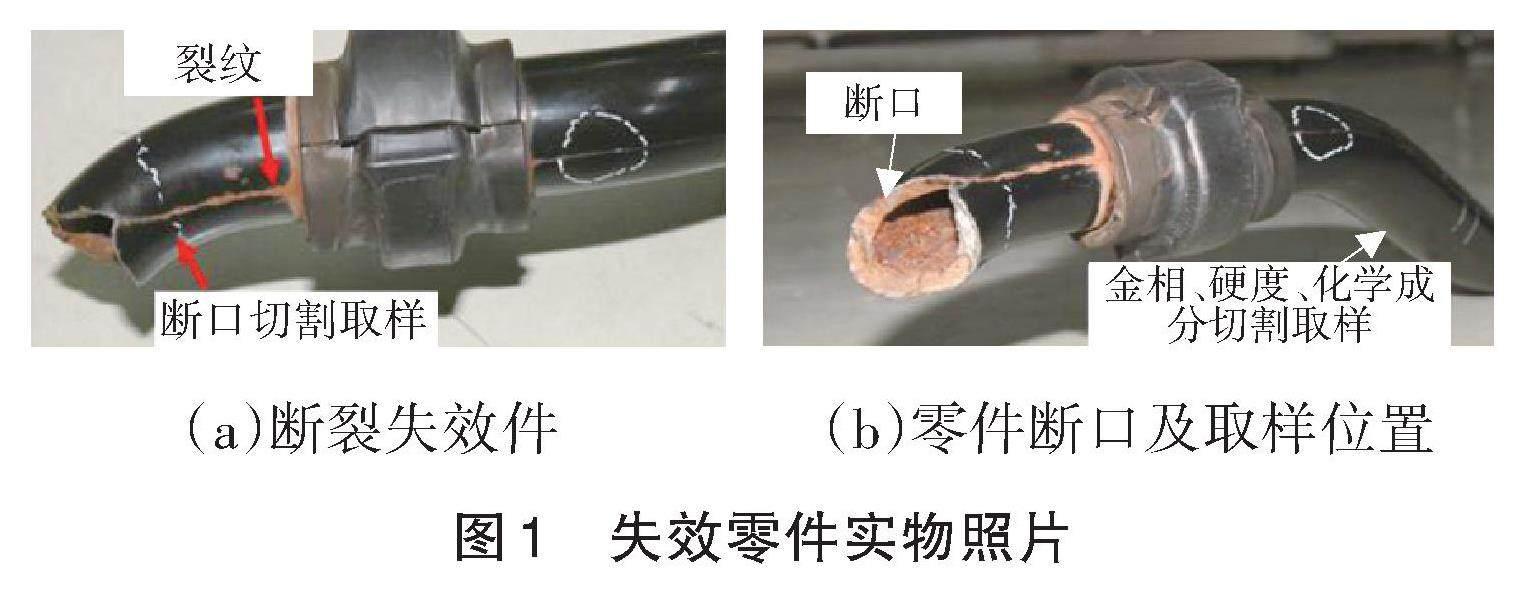
空心前橫向穩定桿斷裂實物失效件如圖1所示,橫向斷裂位置發生在靠近襯套的大彎處斷裂,管內壁、斷口及裂紋處均有銹蝕,橫向斷口約3/4長度存在銹蝕,約1/4長度斷口未銹蝕,為終斷區;穩定桿襯套處存在一條軸向裂紋與斷口連接,沿穩定桿徑向穿過襯套。
考慮到軸向裂紋較長,先從來樣上切割下斷口,對斷口進行宏觀和掃描電鏡微觀觀察;同步在軸向裂紋收尾處,切割取樣進行材質檢測;斷口、金相、硬度、化學成分取樣位置如圖1b所示。
2.1.1 化學成分
采用直讀光譜儀檢測零件化學成分,元素含量檢測結果如表1所示,表中標注*的數值為含量低于GB/T 4336—2016 《碳素鋼和中低合金鋼 多元素含量的測定 火花放電原子發射光譜法(常規法)》規定檢測范圍下限的數據。
2.1.2 硬度
按照標準GB/T 4340.1—2024 《金屬材料 維氏硬度試驗 第1部分: 試驗方法》,采用維氏硬度計測試零件硬度,測試結果如表2所示。
表2結果顯示,穩定桿零件硬度值偏低,但滿足定義要求。
2.1.3 金相分析
零件心部金相圖片如圖3所示,零件外壁邊緣金相圖片如圖4所示,零件內壁邊緣金相圖片如圖5所示。定義要求穩定桿內、外表面無全脫碳,半脫碳層深度≤200 μm,圖3結果表明,穩定桿零件基體金相組織為正常淬火+回火組織。零件外壁、內壁均無脫碳,金相分析結果滿足定義要求。
2.1.4 金相法確認軸向裂紋是否與焊縫位置重合
橫向斷口附近截取軸向裂紋截面金相圖片如圖6、圖7所示,圖6中黃色箭頭所指的白亮帶即為高頻焊接焊縫位置,金相分析顯示大彎處焊縫位置在橫向斷口附近,軸向裂紋與焊縫之間的距離約3.2 mm,由于此處為橫向斷口附近冷彎成形,焊縫亦發生彎曲偏移,因此軸向裂紋與焊縫的位置出現一定偏移關系。
沿軸向裂紋中間直線段位置截取試樣,截面金相圖片如圖8、圖9所示,圖8黃色箭頭顯示白亮帶位置為高頻焊接焊縫處,圖9為焊縫處金相流線,金相分析顯示軸向裂紋與焊縫位置完全重合。
2.2 宏觀斷口
2.2.1 橫向斷口宏觀形貌分析
橫向斷口宏觀照片如圖10所示,橫向斷口約3/4區域位置發生銹蝕,a區域斷口形貌平坦光亮,呈貝弧線形狀,有二次臺階,表面銹蝕,宏觀斷口特征為疲勞擴展形貌特征,疲勞起源于對應外表面。b、c區域為高低起伏棱脊狀形貌,外臂邊緣均存在剪切裙,b區斷口有銹蝕,c區無銹蝕,2區域均為瞬斷區形貌特征。
2.2.2 軸向斷口宏觀分析
拆除襯套,切割零件打開貫穿裂紋,用ZEISS V20超景深顯微鏡對打開后的裂紋進行宏觀觀察并拍照圖片見圖11所示,將長裂紋斷口放大后如圖12所示,軸向斷口左側為近橫斷口側,斷面平齊,表面存在嚴重銹蝕,該斷口為銹蝕最嚴重區域,且表面被一層凝似黑色油漆覆蓋,說明軸向斷口中存在原始裂紋,且裂紋起源于中部沿軸向兩端方向擴展(圖12箭頭所指方向),斷口符合疲勞斷裂形貌特征,因腐蝕過于嚴重無法清洗,無法進行掃描電鏡微觀分析。
2.3 微觀斷口
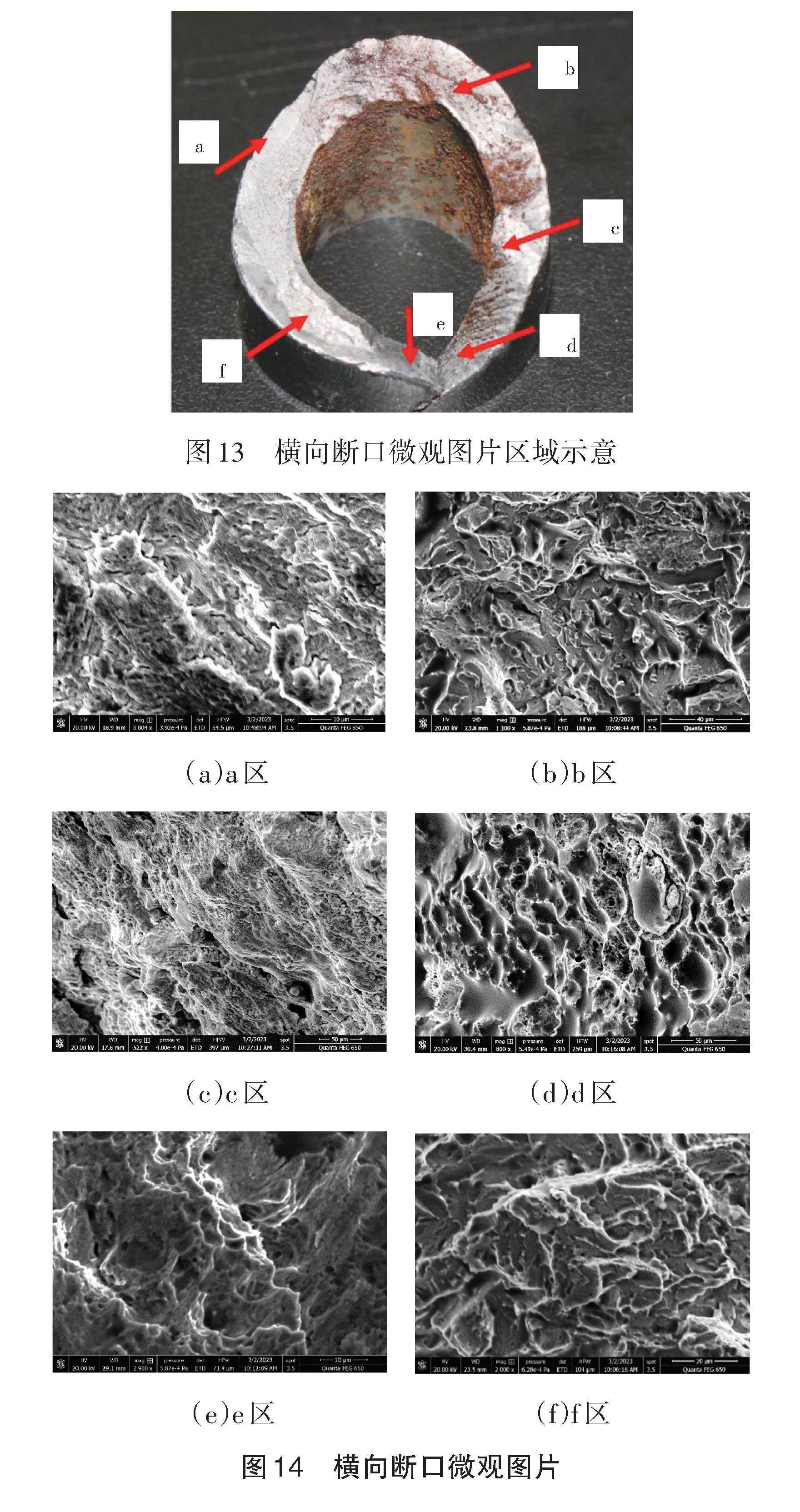
橫向斷口及斷口微觀圖片如圖13~圖14所示,分析顯示橫向斷口a區為疲勞源+擴展區,疲勞起源于外表面,呈棘輪狀多源,疲勞源區無損傷,擴展區呈現疲勞輝紋形貌特征;由a區向b區、c區快速擴展,b區呈現為準解理快速撕裂形貌特征,c區為準解理+韌窩混合形貌特征;e區呈現為瞬斷區韌窩特征形貌;軸向裂紋沿著橫斷口處向d區、c區擴展,其擴展方向恰好與b區擴展方向相反,d區為準解理+韌窩混合形貌特征。
2.4 分析與結論
零件基材成分、硬度性能符合圖紙技術要求,金相組織均為正常回火馬氏體組織,內外壁均無脫碳現象。
軸向斷口宏觀分析顯示零件存在原始裂紋,裂紋擴展方向與穩定桿焊縫位置重合,該原始軸向裂紋一端朝向橫斷口方向持續疲勞擴展至與橫向斷口匯合后繼續向右擴展;橫向斷口宏、微觀分析顯示穩定桿襯套左側彎折外表面處存在一平坦有臺階的疲勞源區,呈棘輪狀多源,疲勞起源外表面無缺陷,該源區沿著外管壁向兩邊方向快速擴展,擴展區區域較小,瞬斷區區域較大,可以判斷穩定桿在使用過程中橫向彎折處受到了較大應力,軸向裂紋與橫向裂紋相向擴展導致最終斷裂。
綜上分析,零件焊縫存在的原始軸向裂紋及穩定桿近襯套大彎處外表面疲勞源的雙向疲勞擴展導致穩定桿斷裂失效。
3 工藝排查
需進一步排查分析焊縫存在的原始軸向裂紋和穩定桿襯套附近大彎處外表面疲勞源的雙向疲勞擴展中導致穩定桿斷裂失效的主因,以及大彎處疲勞源區外表面無缺陷仍然出現疲勞擴展、穩定桿零件硬度值偏低的原因,并提出有效整改措施。
拋丸可以強化零件表面,減小疲勞斷裂發生率,提高零件壽命。將高速彈丸流噴射到穩定桿表面,使穩定桿表層發生塑性變形,而形成一定厚度的強化層,強化層內形成較高的殘余應力,由于穩定桿表面壓應力的存在,當穩定桿承受載荷時可以抵消一部分拉應力,從而提高穩定桿的疲勞強度[3]。
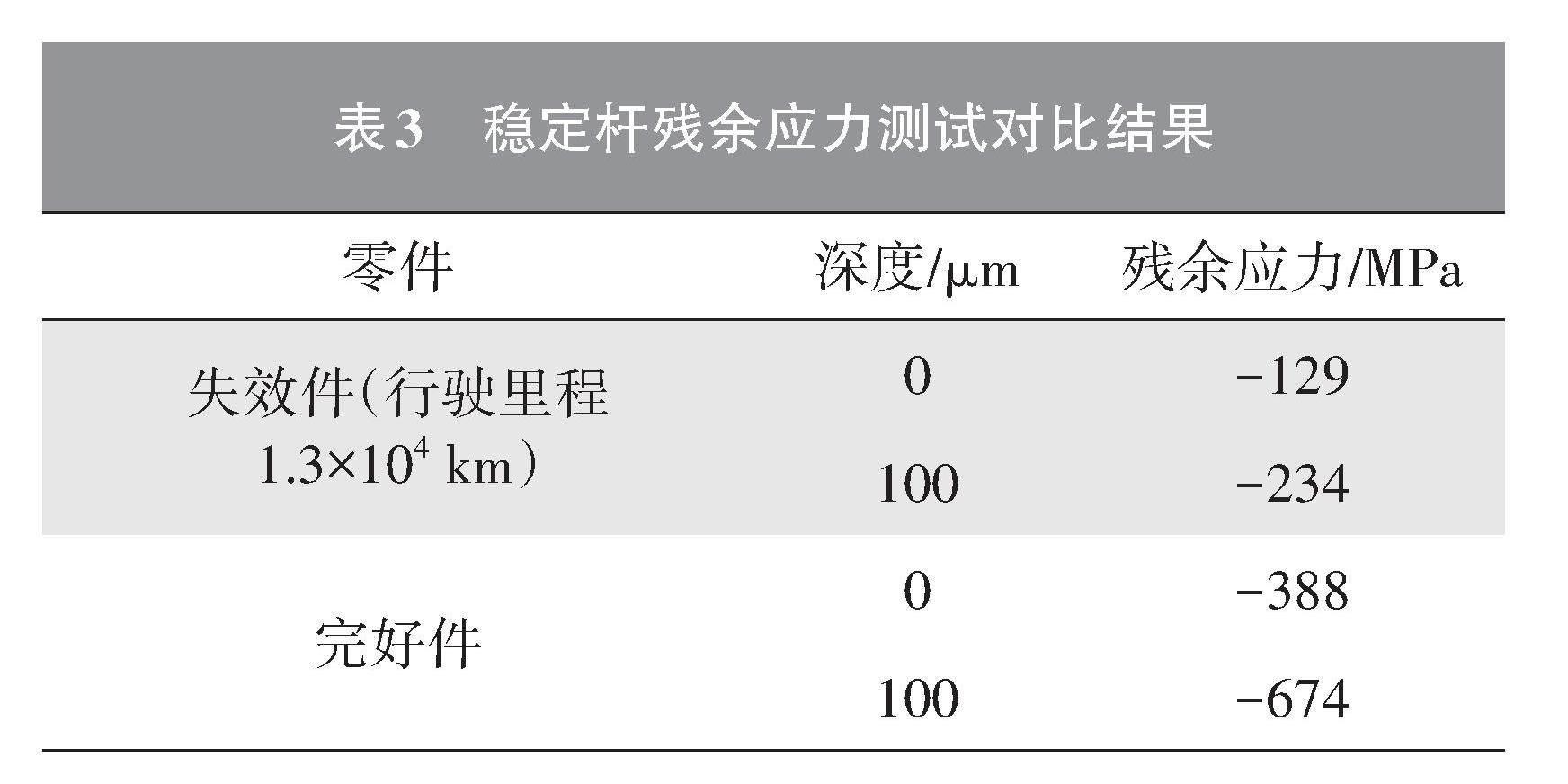
根據GB/T 7704—2017 《無損檢測 X射線應力測定方法》,采用LXRD X射線應力測定儀測試穩定桿失效件與完好件橫向斷口疲勞源區位置的Y向殘余應力[4],測試結果如表3所示。
試驗結果顯示,失效件疲勞源區殘余應力不足正常件殘余應力的1/2,從而使穩定桿失效件在使用過程中承受很大的應力而發生疲勞失效,此處殘余應力過小是風險點,進一步展開過程排查原因。
首先確認失效件彎折處硬度與零件桿部直線處硬度相同,核查供應商近15批次的零件生產檢測記錄,硬度值均在46.9 HRC以上,同時針對硬度計測量值,按照GB/T 230.2—2022 《金屬材料 洛氏硬度試驗 第2部分:硬度計及壓頭的檢驗與校準》用標準硬度塊校準,測試精度沒有問題,因此可以排除正常生產的零件造成的硬度差異變化;進一步確認硬度偏低的原因,調查生產工藝確認該前橫向穩定桿正常的回火溫度是285 ℃,其硬度水平穩定在47.0 HRC以上,而失效零件硬度分別為45.4 HRC、44.8 HRC及45.2 HRC,偏離正常生產記錄硬度約2 HRC,理論分析認為提高回火溫度可以導致零件硬度偏低,因此懷疑該零件為異常返修件。
查核正常工藝流程與返工工藝流程表,確認正常回火溫度范圍為(285±10) ℃; 返工時回火溫度范圍為(350±10) ℃(因產品表面返工需要將回火溫度提高以促使涂層脫落)。
查返工工藝流程表要求需要進行2次拋丸,每次拋丸時間4 min,返工工藝流程如圖15所示。
綜上分析,確定此次穩定桿失效件為返工件。
根據該失效零件批次零件號及返修作業記錄確認,該零件返工回火后未按照規定的拋丸時間執行(拋丸時間短),從而使拋丸后產品殘余壓應力低,這可能會導致穩定桿產品在使用過程中發生早期疲勞斷裂。
依據零件分析排查實況設計模擬驗證試驗,將模擬350 ℃回火的2件不同狀態穩定桿零件按照行標方法進行疲勞臺架試驗,試驗結果如表4及圖16~圖17所示。
1#零件表面無缺陷,拋丸時間2 min,為正常拋丸時間的1/2,疲勞試驗結果顯示8萬多次出現開裂,而2#零件表面有缺陷,拋丸時間4 min,疲勞試驗結果卻達到30萬次未斷裂,以上結果說明此次穩定桿斷裂根本原因為拋丸時間不足導致的殘余壓應力低,從而使穩定桿在使用過程中近襯套大彎處所受應力過大,進而導致產品發生早期疲勞斷裂失效。
綜上所述,由于針對返修件工藝流程管理不完善,導致該穩定桿零件在拋丸工藝中拋丸時間不足,致使穩定桿在使用過程中襯套附近大彎處應力過大,同時穩定桿焊縫處軸向原始裂紋的疲勞擴展同步進行,最終導致該零件在13 000 km時發生早期疲勞斷裂失效,穩定桿拋丸工藝不合理是造成斷裂的主要原因,軸向原始裂紋疲勞擴展是輔因,可能會加速早期疲勞失效;通過以上結論判斷該次穩定桿斷裂失效為可控風險案例,而非批次事故,針對排查過程中識別出的風險點提出有效措施可以防止規避類似事故發生。
通過以上排查分析,梳理穩定桿斷裂失效件已經發現或確認的工藝過程風險點,提出整改方向及有效永久措施,如表5所示。
[表5 整改方向及措施 工藝過程識別出的風險點 整改方向 永久措施 回火工序導致零件硬度變化 取消返修的回火作業方式 通過設計拋丸機吊具,達到拋丸去除涂層目的,從而規避350 ℃回火 殘余應力不足 鎖定返修拋丸道序作業方式 通過修改拋丸設備程序,對拋丸時間進行下限鎖定,使拋丸時間在4 min以下無法調節 零件的原始缺陷 增加探傷作業 一級供應商在工藝流程拋丸后增加一道表面探傷工藝,二級供應商渦流探傷中探傷孔從1.0提高到0.8,增益增加2 dB 零件強化不足 優化拋丸工藝參數 弧高由0.3~0.5 ARC提升至0.33~0.5 ARC[5] ]
4 結論
a.穩定桿零件斷裂是近襯套大彎處與軸向原始裂紋雙疲勞擴展導致的早期疲勞失效斷裂。
b.導致穩定桿疲勞早期失效斷裂的主要原因或根本原因是拋丸工藝不合格,使穩定桿大彎處所受應力過大而導致早期疲勞失效斷裂。
c.該穩定桿失效件是返修件,回火溫度較高,導致穩定桿硬度偏低。
d.該穩定桿斷裂失效屬于可控案例,非批量事故。
e.通過排查識別出產品制造工藝過程中的風險點,并針對風險點提出設計拋丸機吊具、鎖定拋丸時間下限、增加探傷作業及優化拋丸工藝參數等永久固化措施。
參考文獻:
[1] 宋健, 邢如飛. 帶橡膠套的穩定桿有限元分析[J]. 汽車工程, 2005, 27(5): 592-594.
[2] 毛愛華. 純電動大客車骨架結構輕量化多目標優化設計[D]. 長春: 吉林大學, 2015.
[3] 王仁智, 吳培遠.疲勞失效分析[M]. 北京: 機械工業出版社, 1987.
[4] 陳全明. 金屬材料及強化技術[M]. 上海: 同濟大學出版社, 1992: 25-48.
[5] 全國熱處理標準化技術委員會.鋼鐵零件強化拋丸的質量檢驗方法: JB/T 10174—2008[S].北京:機械工業出版社, 2008.