雙相高強鋼在酸洗軋機聯合機組高效率生產的研究
2024-06-29 09:38:51劉曉峰屈鐳劉展岳甘茂林
冶金信息導刊 2024年3期
劉曉峰 屈鐳 劉展岳 甘茂林


摘 要:隨著汽車輕量化技術推進,冷軋雙相高強鋼在汽車領域的使用范圍及占比逐年增加。但由于該鋼種加工工藝決定了鋼中的碳、錳及硅元素含量較高,在實際生產過程中焊接不良、酸洗效率偏低及軋制不穩定等方面對此類鋼種的高效生產影響較大。通過對該類鋼種從焊接工藝對焊接質量的影響,原料條件對酸洗效率的影響以及穩定軋制影響因素的分析及改善,在保證產品質量的前提下實現生產效率提升30%。
關鍵詞:高強鋼;酸洗;軋制;板型控制;效率化生產
STUDY ON THE EFFICIENCY PRODUCTION OF DP IN PICKLING- MILL LINE
Liu Xiaofeng? ? Qu Lei? ? Liu Zhanyue? ? Gan Maolin
(Cold Rolling Mill of Benxi Steel Plates Co., Ltd. Benxi 117000,China)
Abstract:With the advancement of HSS technology in the automotive industry, the use and proportion of DP high-strength steel in automobiles have been increasing year by year. However, due to the high content of C, Mn, and Si elements in DP steel determined by its processing technology, it has a significant impact on the efficient production of such steels in terms of poor welding quality, low pickling efficiency, and unstable rolling during actual production. This paper analyzes and improves the influence factors on welding quality from welding process, the effect of hot rolling material conditions on pickling efficiency, as well as stable rolling for this type of steel to achieve 30% increase in production efficiency while ensuring product quality.
Key words: high-strength steel; pickling; rolling; plate shape control; efficient production
0? ? 前? ? 言
隨著汽車輕量化技術的發展,冷軋雙相高強鋼在汽車領域使用范圍、比率及強度也逐漸提高。雙相高強鋼材料的特點,隨著強度的提升,加工難度及生產效率,特別是酸軋機組的生產難度也隨之急劇增加。為確保企業的競爭力,冷軋雙相高強鋼酸軋機組高效生產日益成為鋼鐵企業的關注點。
某廠酸軋產線由激光焊機、拉矯機(最大為3%)、紊流酸洗及5機架6輥CVC構成,設計穩定生產最高強度為780 MPa。由于雙相高強鋼的平均碳含量較高,酸軋生產過程中存在焊接不良導致的重焊、斷帶現象[1],容易造成酸洗效率較低且直接影響最終產品質量,并且在后續軋制過程中由于較高的軋制力導致板型控制難度大等問題。為快速提高雙相高強鋼的生產效率,本文對雙相高強鋼酸軋機組的關鍵點進行研究。
1? ? 焊接質量研究
為確保雙相高強鋼最終性能,與其他產品相比,此類鋼種合金成分含量較高,平均碳當量的升高急劇增加了焊接難度,具體參見表1。
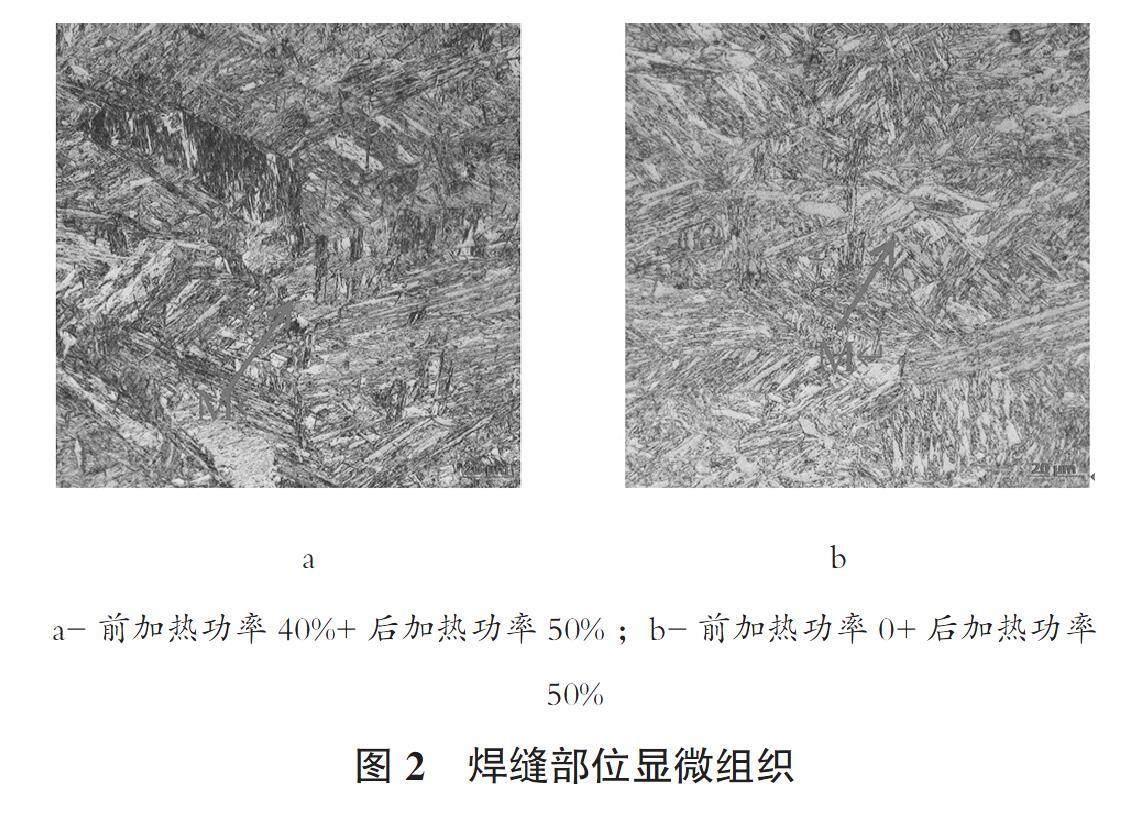
通過現場杯凸設備對不同工藝條件下焊縫質量評價來看,對平均碳含量較高的雙相高強鋼,必須減少前加熱的功率,提高后加熱的功率來提高焊縫杯凸質量。同時,對此類鋼種的焊縫斷面進行顯微分析,如圖1所示。通過電鏡分析可明顯看出母材主要為F+P組織,在不投入前后加熱的情況下焊縫附近存在明顯的M組織,由于焊縫部分的M導致焊縫“硬、脆”,在大范圍變形、軋制期間無法與附近鋼基協調變形產生焊縫斷帶。
由于焊接部位溫度較高,焊接后在高溫區域的焊縫受空冷、加之鋼的導熱速度較快,使焊縫溫度下降速度較快,一般10 s內焊縫部位的溫度由1 350 ℃下降至60 ~ 80 ℃。高冷速使焊縫處存在明顯的馬氏體組織,降低了焊縫的延展性。根據分析,控制焊縫的核心為如何減少正常焊接條件下焊縫與周圍的溫度差,即合理的利用焊機預熱系統[2]。焊縫處熱量由焊接時激光溶解基材的熱量、焊接前/后加熱等三部分構成。很明顯焊接階段的能量必須至少滿足材料的熔化條件,為必備條件。其能量無法降低,焊接后加熱溫度明顯低于焊縫溫度,同時可降低焊縫周圍溫度差,為有益條件。但前加熱的投入使焊接過程中相同焊接功率的焊縫溫度更高,不利于焊縫質量。
2 酸洗效率的研究
由于雙相高強鋼的Mn、Si元素含量相對較高,在早期工藝設定時酸洗段溫度基本按照85-87 ℃控制,換酸量按照15 m3/h的設備上限控制,但酸軋機組實際生產期間仍發現酸洗效率較低,酸洗后表面發暗,嚴重時甚至產生明顯欠酸洗現象,直接影響成品機組生產后表面質量。另外,酸洗溫度及換酸量基本已到最大,且無調整空間,只能通過降低酸洗速度改善表面質量。酸洗速度160 mpm時表面氧化鐵皮殘留嚴重,酸洗速度降低到80 mpm后表面質量較好,如圖3所示。因此,通過降低酸洗速度,酸洗后表面質量明顯得到改善。
為進一步提高酸洗效率,從工藝上首先觀察酸洗工藝與酸洗后表面質量之間的關系進行觀察。通過現場觀察酸洗不良的情況多發于帶鋼中部,且多為邊部80 mm左右,頭尾100 m左右酸洗效果良好。推測酸洗后表面質量可能與熱軋卷冷卻制度有關[3]。為進一步分析酸洗效率偏低的原因,以DP780鋼種,3.0 mm厚度產品為例,對不同卷取溫度熱軋原料取樣,采用掃描電鏡、EDS能譜分析卷取溫度對鐵皮的影響,分析照片見圖4。通過分析發現表面為Si富集。從電鏡分析來看,在較高的熱軋卷取溫度情況下,雙相高強鋼表面Si致密富集,且富集層厚度隨著卷取溫度的下降而逐漸降低。與630 ℃卷曲溫度情況下相比,采用550 ℃的熱軋卷取時表面富硅層下降29%。該現象與現場觀察到的酸洗最大速度與卷取溫度之間的關系圖趨勢完全對應,圖5為基于相同酸洗出口表面質量基礎情況下,熱軋不同卷取溫度產品的酸洗效率對比圖。通過表層氧化鐵皮分析及熱軋卷取溫度與酸洗效率對應關系可確定,對DP系列鋼種影響酸洗效率的主要原因為由于原料中高Si、高Mn導致的基材表面Si富集降低了酸洗效率,而下降熱軋原料的卷取溫度可顯著改善酸洗效率。
通過對原料卷取溫度進行優化后,對熱軋原料在550 ℃情況下進一步對拉矯延伸率與酸洗質量進行細致分析,圖6為在拉矯機插入量參數不變的情況下,通過調整拉矯機彎曲張力(拉矯延伸率),酸洗最高速度發生明顯變化(規格為3.0 mm×1 250 mm),但在1.2%延伸后再持續增加拉矯延伸率對酸洗效率已無明顯效果。由于基材表層富集Si,在此部分富集層的遮蓋下,小的拉矯延伸率造成的表面裂紋無法穿透富集層,即無法有效提高酸洗速度。但當拉矯延伸率足夠大且形成穿透裂紋足夠多時,對酸洗效率已無明顯影響。
從以上研究可知,影響雙相高強酸洗效率的主要原因為較高的卷取溫度產生的基材表面Si富集,通過降低熱軋卷取溫度,并配以合適的酸洗工藝可大幅度提高酸洗效率。但對于拉矯延伸率而言并非越大越好,在一定工藝條件下存在一個最大延伸率,當超過此極限延伸率后,施加更大的延伸率對酸洗效率無促進作用。
3? ? 軋制穩定性及板型控制的研究
由于雙相高強鋼合金成分的影響,直接導致軋制過程中軋制力較大,軋制過程中軋制穩定性及板形控制難度增加[4]。軋制設備采用5機架6輥CVC+機型,其有載輥縫可根據軋制材料特性進行預先調整,但調整的前提假設為材料通卷穩定。在實際生產過程中多發由于熱軋原料冷卻方式、熱軋溫度制度波動導致的原料強度變化,在控制系統中也考慮了彎輥力與軋制力的隨動功能,但實際制過程中仍多發由于軋制力波動產生的1-2號勒輥問題,通過勒輥形態觀察,產生問題部位的缺陷形態大部為中部浪形。從軋制角度來看,最大可能為彎輥力與軋制力的隨動比率大于實際需求的彎輥力,導致有載輥縫面積增加產生的中部延展過大。為此對軋制穩態影響較大的1-2號工作輥及中間輥軋制力補償系數進行調整,適當降低1號軋制力補償系數,解決軋制力升高時1號中浪問題,同時考慮2號軋制力的增加幅度較大且較硬,增加2號軋制力補償系數,保證2號出口板型良好,確保軋制力波動情況下有載輥縫保持恒定,具體見表2。通過調整隨動系數基本杜絕了1-2號勒輥問題。
隨著發展雙相高強強度的逐漸增大同時厚度不斷減小,使實際軋制過程中軋制力進一步增加,這大幅度增加了板型控制難度。在使用原有小輥功能的前期多發大范圍中浪無法控制,且隨著軋制力的增加,冷軋板中、肋浪趨勢加重。使用直接相對較大的工作輥時中、肋浪相對較小。對控制程序檢查發現在原一、二級控制中雖然有小輥軋制程序,但彎輥力并未考慮輥徑的影響。且對缺陷調查時發現浪形程度與軋輥直徑之間有著明顯的關系,可以確定產生問題的原因為在一定彎輥力情況下,輥徑直接影響彎輥的作用域,導致浪形的發生。在原有基礎上增加彎輥力與輥徑的補償系數,確保小輥徑對板型的影響。
4? ? 小? ? 結
1)對于平均碳當量較高的雙相高強鋼種采用低前加熱的方式可明顯提高焊縫的韌性,減少軋制過程中的斷帶風險。
2)雙相高強鋼在工藝允許的情況下可通過降低熱軋原料卷取溫度來減少基材表層硅富集層,同時配以合適的拉矯延伸率來大幅度的提高酸洗效率。
3)雙相高強鋼軋制過程中,為保證穩態軋制必須考慮軋制力波動時彎輥力的隨動系數的準確,同時如果使用小直徑工作輥也必須考慮輥徑對彎輥效率的影響。
4)通過對焊接、酸洗效率及穩定軋制等方面的研究,冷軋雙相高強的生產效率提升30%以上。
參考文獻
[1]? ? 于寧,賀迪,賈啟超,等.汽車高強鋼冷酸軋焊接工藝的研究[J].上海金屬,2014,36(3):29-32.
[2]? ? 黃秋菊,于寧.冷酸軋激光焊機生產高強鋼工藝的研究[A].第八屆中國鋼鐵年會論文集[C].2011:3 072-3 075.
[3]? ? 張理揚.熱軋氧化鐵皮易酸洗研究進展[A].第十三屆中國鋼鐵年會論文集[C].2022:122-128.
[4]? ? 任志超.京唐2 230冷連軋機板形控制技術優化研究與應用[D].沈陽:東北大學,2018.