基于內模控制的噴射成形漏包液位時滯控制策略
2024-08-28 00:00:00丁俊杰馬萬太張遵祥
機械制造與自動化 2024年4期








摘 要:針對噴射成形漏包液位系統(tǒng)的時滯問題,研究了漏包液位系統(tǒng)的控制策略,提出基于神經網絡辨識模型的內模控制方法。根據漏包液位系統(tǒng)存在飽和模塊的特點增加輔助控制器,改進了內模控制結構。為了獲得系統(tǒng)的正、逆模型,提出基于粒子群優(yōu)化的RBF神經網絡辨識算法。將該控制策略應用到噴射成形生產線,結果表明:在該控制策略下時滯對液位的穩(wěn)定性影響大幅減小,液位超調量降低至6 mm以下,雙包切換時的波動量降低到15 mm以下。
關鍵詞:時滯;漏包液位;內模控制;神經網絡
中圖分類號:TP391.9 文獻標志碼:B 文章編號:1671-5276(2024)04-0250-05
Time Delay Control Strategy of Leakage Liquid Level in Spray Forming Based on Internal Model Control
DING Junjie, MA Wantai, ZHANG Zunxiang
(College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China )
Abstract:To solve the time-delay problem of liquid level system in spray forming, the control strategy of liquid level system is studied, and an internal model control method based on neural network identification model is proposed. According to the characteristics of saturation module in leaky ladle liquid level system, an auxiliary controller is added and the internal model control structure is improved. In order to obtain the forward and inverse models of the system, RBF neural network identification algorithm based on particle swarm optimization is proposed. The control strategy is applied to the spray forming production line. The results show that the influence of time delay on the stability of liquid level greatly decreases, the liquid level overshoot is reduced to less than 6 mm, and the fluctuation during double package switching goes down below 15 mm.
Keywords:time delay; leaky ladle liquid level; internal model control; neural network
0 引言
噴射成形技術成本可控、技術簡單,是一種非常有效的近凈成形加工工藝[1],而噴射成形生產過程的自動化是該技術能夠大規(guī)模生產,走向產業(yè)化的必經之路[2]。漏包的液位高度控制是噴射成形自動化生產的關鍵環(huán)節(jié),對保證生產過程有序進行和噴射成形錠坯質量有著重要意義[3]。
噴射成形生產中采用的是常規(guī)PID液位控制方法,從檢測到液位變化到電機響應,再到液位達到設定值,在這個過程中存在明顯的時滯現(xiàn)象[4]。時滯現(xiàn)象在實際生產中會導致液位控制精度低,因此常規(guī)PID控制已無法滿足系統(tǒng)的時滯性要求[5]。液位的時滯控制研究大多以雙容或者三容水箱為對象,使用一階或者二階時滯模型進行相關的仿真分析。如BA?CI等[6]以雙容水箱為控制對象設計了一種自適應模糊控制系統(tǒng),與比例積分控制相比具有更好的液位跟蹤特性和抗干擾能力。紀振平等[7]對于三容水箱液位過程控制系統(tǒng)建立了多個局部線性系統(tǒng)模型,采用最小二乘算法和粒子群算法對模型參數進行辨識,使用內模PID控制器進行調試,仿真結果表明可改善系統(tǒng)的時滯性。SUNDARAVADIVU等[8]構建了球形罐液位的一階時滯系統(tǒng),通過積分方差最小法對分數階PID控制器進行設計,比整數階控制器展現(xiàn)出更高的效率。但這些液位時滯控制方法研究大多還停留在實驗室或者仿真模擬階段,在實際的工業(yè)控制中未能得到應用。
本文從噴射成形生產中漏包液位控制工藝角度出發(fā),根據漏包液位系統(tǒng)特點提出基于內模控制的噴射成形漏包液位時滯系統(tǒng)控制方案。利用采集的生產數據和基于粒子群優(yōu)化的神經網絡算法辨識建立漏包液位系統(tǒng)的正模型和逆模型,對整個控制策略在Simulink環(huán)境中進行模塊搭建和仿真,模擬測試控制系統(tǒng)的性能。最后將控制策略應用到噴射成形生產線漏包液位控制系統(tǒng),驗證其實際工程效果。
1 漏包液位控制系統(tǒng)影響因素
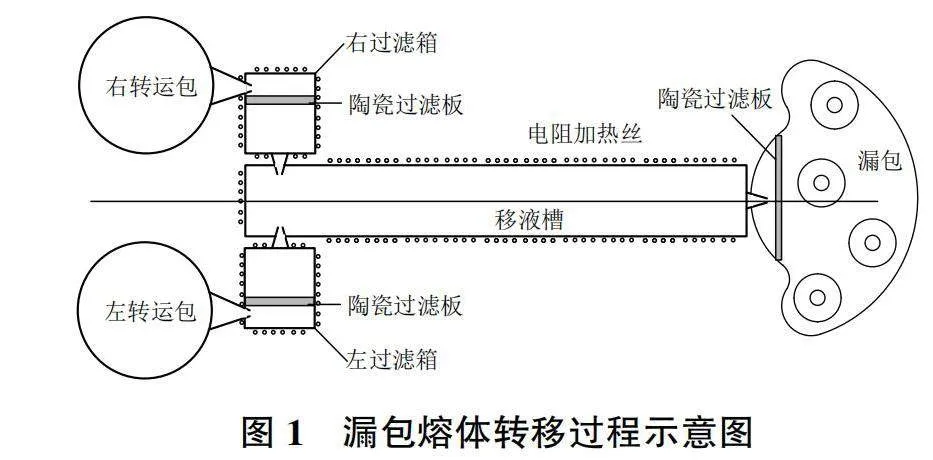
如圖1所示,漏包熔體轉移系統(tǒng)由翻轉機構(左右各一套)、過濾裝置、移液槽、漏包、加熱裝置組成。為了提高熔體純凈度,分別在過濾箱、漏包設置了兩級陶瓷過濾板,可有效地提高熔體質量。在熔體溫度調控方面,由于轉運包難以安裝加熱裝置,為了實現(xiàn)熔體溫度的調控,加大了移液槽長度,通過移液槽的溫控系統(tǒng)對流動的熔體進行溫度調節(jié)。
根據漏包熔體轉移過程的工藝特點,漏包液位的穩(wěn)定性主要受以下幾個因素影響。
1)雖然過濾裝置和加長移液槽能較好地解決熔體質量和溫度控制問題,但對熔體從轉運包到漏包的轉移形成了較大的阻礙,延滯了熔體轉移實時性,增加了漏包液位控制的難度。
2)熔液轉運機構采用翻轉傾倒的方式出液,液流量不僅與轉速有關,也與此時轉運包的轉角有關。在保證轉速恒定的情況下,并不能獲得恒定的液流量,轉運包轉速和液流量是一種非線性關系。
3)轉運包向漏包傾倒熔液時,需要盡可能地保證熔液流速穩(wěn)定,避免熔液流入漏包時液面產生較大波動,這樣的波動會造成熔液表面被空氣氧化,形成氧化雜質污染金屬熔液,影響坯件成形質量。
4)噴射成形生產過程中具有較多環(huán)境干擾因素,而且干擾因素大多具有不可控特點,在控制過程中需要綜合考慮環(huán)境干擾因素對系統(tǒng)的影響。
由以上分析,噴射成形漏包液位控制系統(tǒng)是一個非線性時滯系統(tǒng)。因該系統(tǒng)本身較為復雜,除了非線性關系給系統(tǒng)的控制增加了難度以外,時滯現(xiàn)象也帶來了極大的不穩(wěn)定性。
2 改進的內模控制方案
針對漏包液位系統(tǒng)非線性、大時滯和復雜性特點,本文采用內模控制方案。曼徹斯特大學的ADEGBEGE[9]證明了在時間常數較大的工業(yè)場合,常規(guī)的內模控制結構對于消除擾動造成的影響所需時間較長,這會給控制系統(tǒng)帶來不可預知的負面影響。漏包液位系統(tǒng)中具有諸多不可控的干擾因素,其中漏包熔體出液流量變化是液位調整過程中的一個重要干擾量。熔體出液流量受到霧化器噴出的高壓氣體速度、沉積室壓差、熔體溫度、漏包液位高度等因素的影響。在實際生產中,往往需要根據坯件加工工藝要求調整流量大小。因此,漏包液位的擾動是伴隨著噴射成形生產整個過程的,需要盡量減少干擾帶來的不利影響。
在實際控制場合,輸入信號的大小一般都受到限制,避免輸入過大對系統(tǒng)硬件造成損壞。本文中漏包液位系統(tǒng)中的轉運包轉速受到電機額定轉速、變頻器變頻工作區(qū)間、減速機構的約束,其輸入信號也存在相應的限制。飽和模塊的加入導致控制器收到的輸出反饋與理想中的反饋之間存在差異,在短時間內控制器無法做出下一步控制指令,這可能會嚴重降低控制系統(tǒng)的性能。
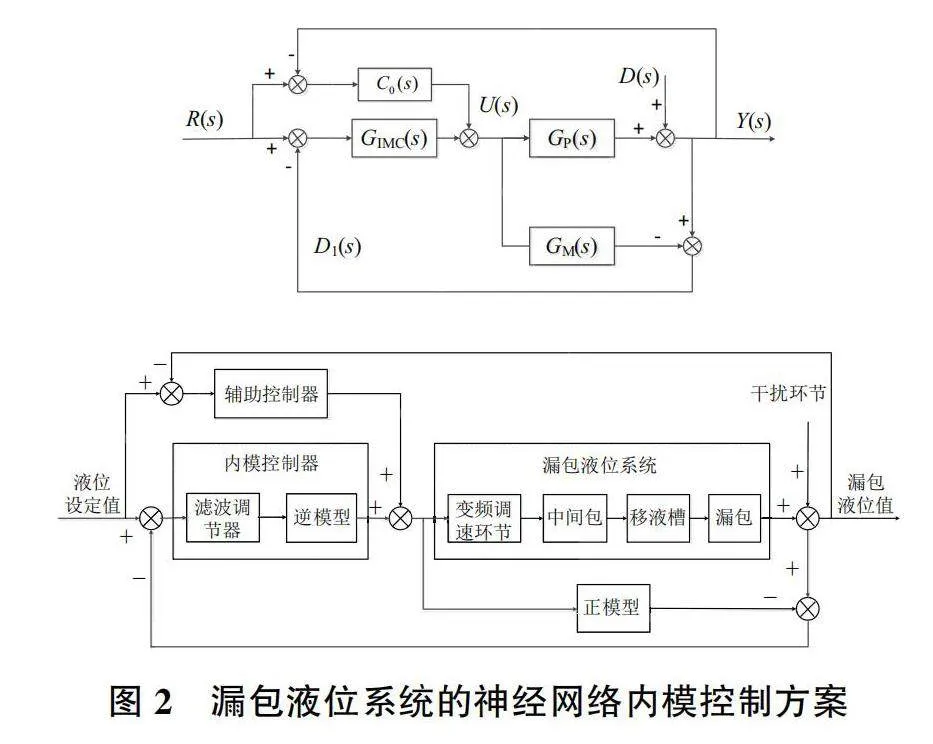
針對噴射成形漏包液位系統(tǒng),本文提出的神經網絡內模控制方案如圖2所示。
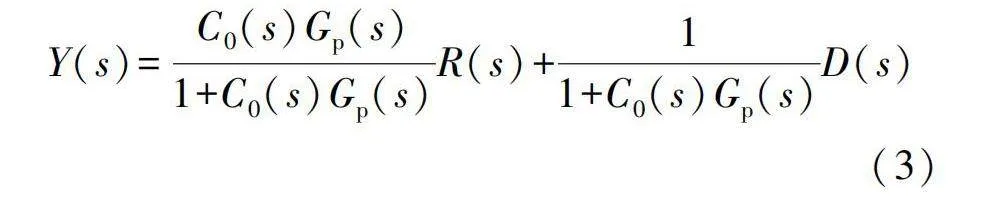
內模控制器由濾波調節(jié)器和系統(tǒng)的逆模型構成,通過在內模控制器并聯(lián)一個輔助控制器來消除飽和環(huán)節(jié)帶來的影響,在標準內模控制結構的基礎上添加了一個輔助控制器與原內模控制器并聯(lián),其相應的傳遞函數如下:
在模型精確時,上式可以轉換為
此時的控制系統(tǒng)依然是一個閉環(huán)控制結構,對于外界擾動依然能夠進行快速調節(jié)。即使在有飽和控制環(huán)節(jié)的系統(tǒng),在某時刻GIMC(s)的輸出變?yōu)?,上式也可以轉換為
由傳遞函數可以看出,輔助控制器C0(s)依然能夠對系統(tǒng)產生一定的控制作用,同時也可以產生有效的反饋信號喚醒內模控制器繼續(xù)進行調節(jié)控制。輔助控制器可以簡化為一個增益模塊,選擇合適的參數進行設計。
漏包液位系統(tǒng)由變頻調速環(huán)節(jié)、轉運包、移液槽和漏包構成,神經網絡正模型和液位系統(tǒng)并聯(lián)。具體控制過程如下:給定一個液位目標值,內模控制器根據反饋信號和目標液位的差值輸出相應的控制信號,經過變頻調速環(huán)節(jié)輸出特定轉速給翻轉機構;翻轉機構帶動轉運包傾倒給漏包補充金屬熔液,漏包液面高度發(fā)生改變;通過不斷反饋調整最終達到液位的目標設定值。
3 漏包液位系統(tǒng)模型辨識算法研究
3.1 基于粒子群優(yōu)化的RBF神經網絡辨識算法
為實現(xiàn)漏包液位系統(tǒng)的內模控制方案,需要獲取系統(tǒng)的正模型和逆模型。本文針對漏包液位系統(tǒng)的非線性、具有較大時滯的特點,為提高漏包液位系統(tǒng)的辨識精度,將RBF神經網絡算法和粒子群算法相結合,提出了基于聚類粒子群優(yōu)化的RBF神經網絡。算法的總體策略是采用減聚類算法來確定RBF中心點的個數,然后通過粒子群算法學習訓練RBF神經網絡的基函數寬度值、隱含層和輸出層之間的權值大小。訓練步驟如下。
1)歸一化處理好訓練數據,設訓練樣本大小為M,樣本維度為N,通過減聚類算法確定中心點的數目。
Step1:根據式(4)計算每個樣本點的密度,X表示樣本點的N維向量,i、 j分別表示當前樣本點和鄰域內其他樣本點,α為樣本點的鄰域半徑。完成每個樣本點計算之后,選擇鄰域樣本點數目最多的點作為首個聚類中心Xc1,對應的密度為Dc1。
Step2:確定好第一個聚類中心后,利用式(5)更新每個樣本點的密度值,為防止出現(xiàn)距離很近的聚類中心,此時的鄰域半徑通常為β=1.5α,更新完畢后選擇下一個聚類中心。
Step3:判斷剩余樣本點含有聚類中心可能性是否低于閾值,即(Dmax/Dc1)lt;φ,如果沒有低于閾值則繼續(xù)按照通用密度修正公式(6)對所有數據點進行密度計算,選取下一個聚類中心,不斷循環(huán)重復,直到找到所有聚類中心。
2)將減聚類算法獲得的聚類中心再通過K-means算法對粒子群進行初始化,以獲得滿足要求的粒子群規(guī)模。假設第1)步獲得的聚類中心數為k,設定的粒子群規(guī)模為Q。
Step1:產生第一個粒子。對第1)步獲得的k個數據樣本,隨機選x個數據作為聚類中心,形成x個集合,分別計算其他樣本與中心的距離,將樣本歸類到與之最鄰近集合當中,這樣產生向量大小為x的第一個粒子。
Step2:判斷是否達到粒子規(guī)模要求,若不滿足,繼續(xù)重復Step1;若滿足,聚類結束,獲得Q個粒子組成的粒子群。
3)使用粒子群算法訓練得到徑向基函數中心、寬度和隱含層到輸出層之間的權值。
Step1:將第2)步獲得的粒子群加入隨機生成的基函數寬度值和連接權值,作為粒子群算法的初始化形態(tài)。
Step2:計算個體最優(yōu)值,選取群體最優(yōu)值。根據式(7)和式(8)修正粒子的位置和速度。
式中:多維向量x表示粒子當前位置;v表示粒子當前速度;w為速度的加權值,用來記錄當前速度,避免粒子突然改變移動方向,影響尋優(yōu)結果;s1、s2均為學習系數,用來調整粒子向群體最優(yōu)或者個體最優(yōu)方向移動;r1和r2均為0~1之間的任意值。
Step3:重復Step2,直到滿足迭代終止條件,確定徑向基函數的中心、寬度和權值,完成模型的辨識。
3.2 漏包液位系統(tǒng)正逆模型辨識結果
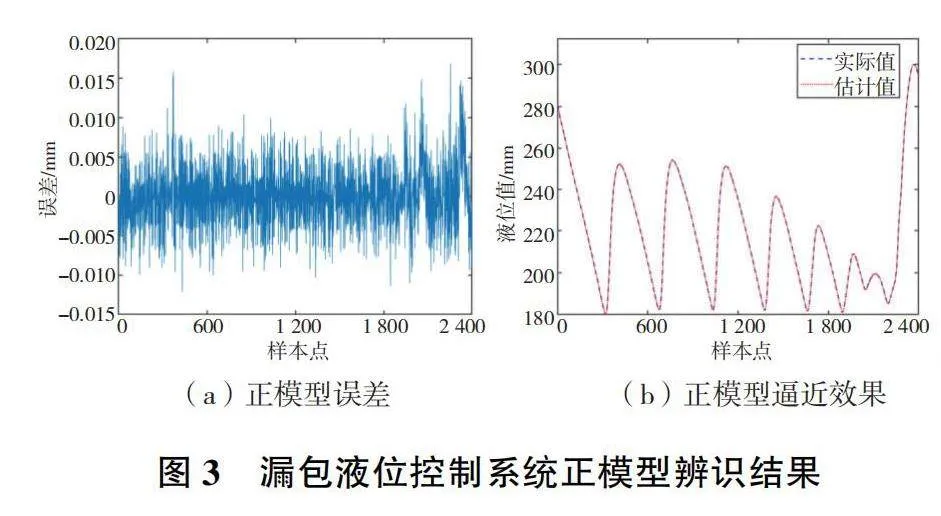
采集處理生產數據,利用上述辨識算法,最終得到的神經網絡正模型方均誤差降低到1.508 75×10-5。在訓練好的漏包神經網絡正模型上加載一個轉運包傾倒周期的轉速,以判斷模型的訓練效果。如圖3(a)所示為正模型的輸出誤差,輸出和實際系統(tǒng)的差值小于0.02mm。從圖3(b)可以看出實際系統(tǒng)輸出和模型輸出有著很好的逼近關系,這說明神經網絡辨識結果是該模型能夠很好地反映系統(tǒng)的動態(tài)和時滯特性,可使用該模型實現(xiàn)后續(xù)的控制過程。
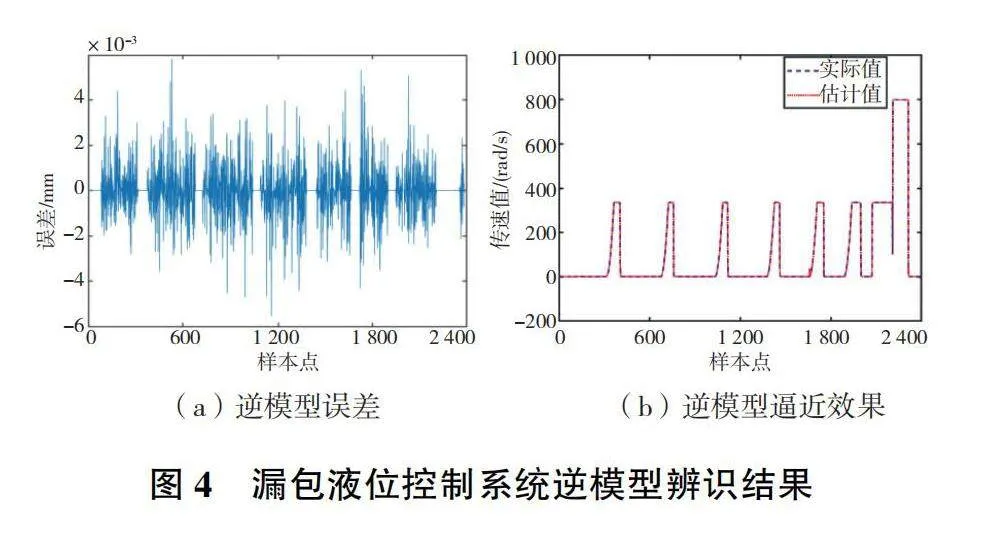
逆模型的辨識也使用基于聚類粒子群RBF神經網絡算法進行訓練,步驟與正模型的訓練過程相同,經過多次訓練方均誤差降低至1.011 34×10-6。對訓練好的逆模型進行測試驗證,使用一個生產周期的液位數據輸入,輸出則是轉運包轉速值。如圖4(a)所示,逆模型的輸出轉速值與實際系統(tǒng)的轉速差值小于0.006rad/s;如圖4(b)所示,逆模型高度逼近實際系統(tǒng)的輸入。經過測試分析逆模型的建模結果是精確有效的,可以在內模控制過程中作為控制器使用。
4 內模控制器設計
為了減少系統(tǒng)輸出振蕩,保證系統(tǒng)的穩(wěn)定性,需要在控制器中加入一個低通濾波器。內模濾波調節(jié)器的一般形式為
式中:n為濾波調節(jié)器的階次;λ為濾波調節(jié)器的時間常數。對于漏包液位控制系統(tǒng),這里濾波調節(jié)器的階次取1,其離散形式為
濾波調節(jié)器的參數是內模控制過程中唯一需要設計和調整的參數,經過多次仿真模擬發(fā)現(xiàn)λ值對系統(tǒng)的影響存在一定的規(guī)律性:取值越大系統(tǒng)的魯棒性越好,受外界干擾小,響應速度越慢;取值越小系統(tǒng)的響應速度越快,但會出現(xiàn)一定的超調量。綜合外界干擾因素和響應時間要求,這里λ取值0.75。
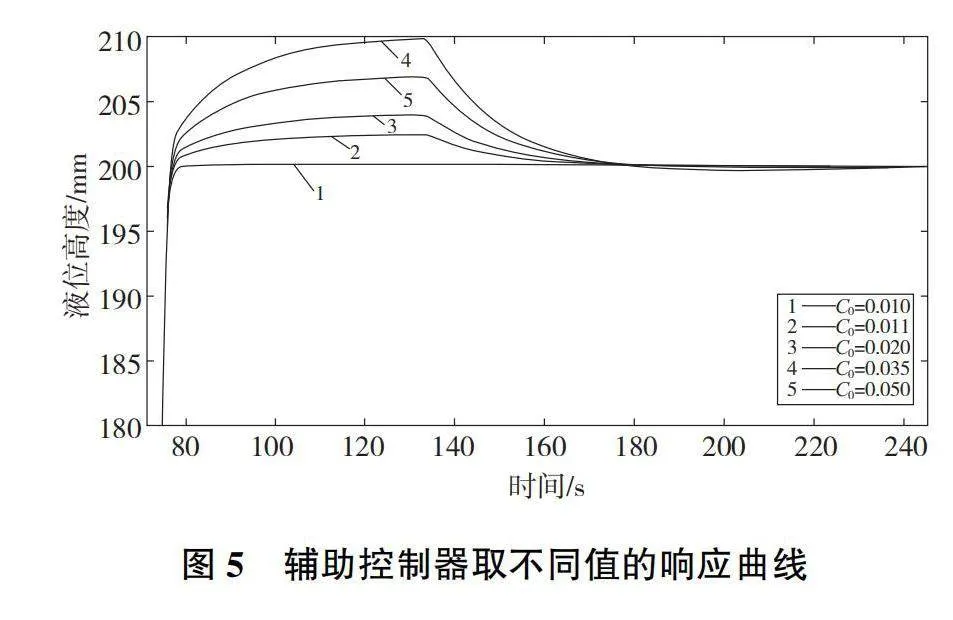
對于輔助控制器的設計,針對單包內模控制系統(tǒng)選擇不同的增益值測試。測試結果發(fā)現(xiàn)輔助控制器的值不能過大,過大會引起系統(tǒng)的振蕩,但是如果取值過小則調節(jié)能力將會比較弱。最終確定取值范圍在0.01~0.05之間比較合適,在這個區(qū)間分別取輔助控制器C0為0.010、0.011、0.020、0.035、0.050進行仿真分析。
液位設定值為200mm,初始液位為180mm,此時的漏包液流量設定為10 000mm3/s,仿真結果如圖5所示。可以看出C0=0.010時輔助控制器所起到的作用非常微弱,而C0=0.035和C0=0.050時產生的超調量又過大會對系統(tǒng)產生不利影響。在漏包液位允許的超調波動范圍內,選擇C0=0.011作為輔助控制器。
5 漏包液位控制系統(tǒng)的實現(xiàn)
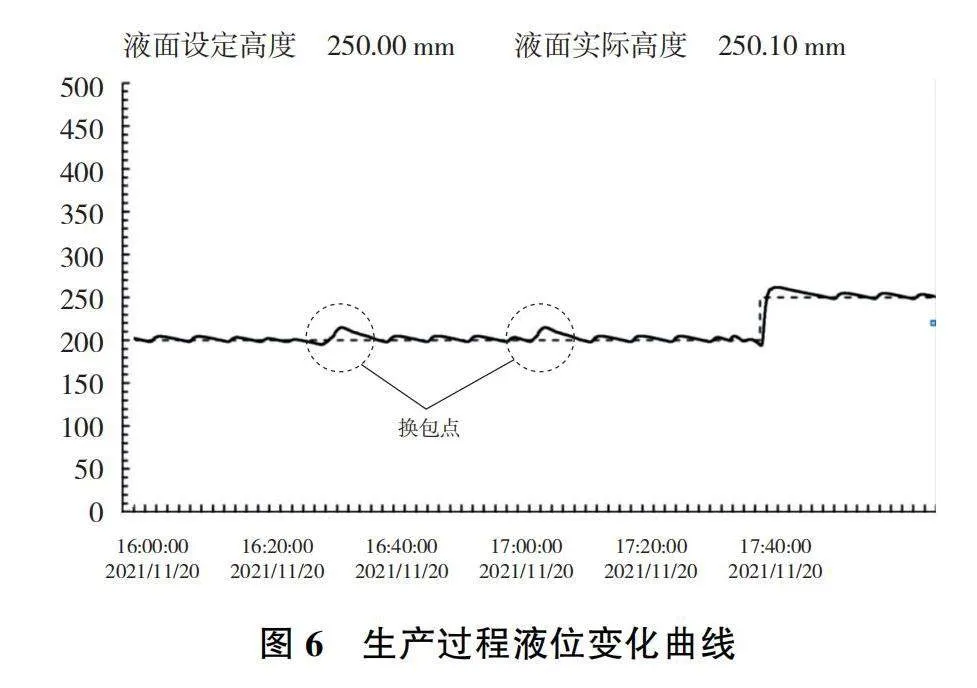
為了測試本文所設計的液位控制系統(tǒng)的實際應用效果,在某公司的噴射成形生產線上進行了錠坯噴射生產實驗,測試漏包液位控制效果。噴射成形加工所使用的材料是鋁合金,錠坯噴射成形過程持續(xù)120min,總共有4個轉運包參與噴射,每包質量分別為1 180kg、1 200kg、1 193kg、1 215kg,最終獲得了符合工藝指標的鋁合金坯件。通過監(jiān)控界面觀察液位的變化情況,初始液位設定高度為200mm,在切換第4個包傾倒時,將液位設定高度調整為250mm,考察液位目標值改變時的控制效果,實時監(jiān)控結果如圖6所示。其中,虛線表示的是設定液位高度,實線表示的是實際液位高度。
根據液位變化曲線以及收集到的液位數據分析可知,漏包液位控制系統(tǒng)的控制性能穩(wěn)定,能夠保證液位高度保持在目標液位值,噴射成形生產過程中在非換包點的液位波動量小于6mm,與原系統(tǒng)相比減少了85%的波動,在換包點液位波動量為11~15mm,與原系統(tǒng)相比減少了81.25%的波動。在液位目標值改變時,漏包液位控制系統(tǒng)能夠及時響應,在較短時間內調整到目標值,且僅有小于13mm的超調量,相對于原系統(tǒng)減少了66.25%的液位超調量,響應時間縮短了20%。
實驗結果表明,本文所設計的基于內模控制方案的漏包液位控制系統(tǒng)具有良好控制精度,時滯對液位的穩(wěn)定性影響大幅減小,液位超調量從原有的40mm降低至6mm以下,雙包切換時的波動量也從原系統(tǒng)的80mm降低到15mm以下,漏包液位的控制效果能夠滿足噴射成形生產的工藝要求。
6 結語
1)針對漏包液位系統(tǒng)的非線性大時滯以及存在飽和限制模塊的特點,提出了改進的內模控制結構。
2)為獲得更加準確的系統(tǒng)模型,提出了基于粒子群優(yōu)化RBF神經網絡辨識算法,辨識得到符合精度要求的漏包液位系統(tǒng)模型。
3)本文所設計的基于內模控制方案的漏包液位控制系統(tǒng)具有良好控制精度,時滯對液位的穩(wěn)定性影響大幅減小,漏包液位的控制效果能夠滿足噴射成形生產的工藝要求。
參考文獻:
[1] 向開云,丁立鵬,賈志宏,等. 噴射成形超高強Al-Zn-Mg-Cu合金研究進展[J]. 中國有色金屬學報,2022,32(5):1199-1223.
[2] 霍光, 匡星, 況春江, 等. 噴射成形工藝的理論研究進展[J]. 粉末冶金技術, 2008,26(5):382-389.
[3] 馬萬太, 邢寶, 張豪, 等. 噴射成形生產中漏包連續(xù)移液及其液位控制研究[J]. 機械科學與技術, 2006(12):1400-1403.
[4] 皮自強. 噴射成形過程控制及過噴粉末高效利用研究[D]. 北京:北京科技大學, 2019.
[5] 潘玉成,林鶴之,陳小利,等. 基于模糊RBF神經網絡的PID控制方法及應用[J]. 機械制造與自動化,2019,48(3):215-219.
[6] BA??I A, DERDIYOK A. Implementation of an adaptive fuzzy compensator for coupled tank liquid level control system[J]. Measurement, 2016,91:12-18.
[7] 紀振平,胡孫燚.基于多模型IMC-PID的三水箱液位控制算法研究[J].沈陽理工大學學報,2018,37(4):23-26,87.
[8] SUNDARAVADIVU K,ARUN B,SARAVANAN K. Design of fractional order PID controller for liquid level control of spherical tank[C]//2011 IEEE International Conference on Control System,Computing and Engineering. Penang,Malaysia:IEEE,2012:291-295.
[9] ADEGBEGE A. Constrained internal model control[J]. University of Manchester, 2011,3(12):18-21.
收稿日期:2022-12-12