噴射成形中的下級霧化器參數優化
2024-08-28 00:00:00李放馬萬太陳劍州
機械制造與自動化 2024年4期



摘 要:針對噴射成形錠坯的孔隙較大問題,研究了下級霧化器參數優化策略。基于下級霧化器參數對氣流場的影響規律控制熔滴的狀態變化,以此來減小錠坯的孔隙。針對不同的下級霧化器的頂角、噴嘴直徑和霧化氣體壓力,分析氣流場的變化,得到這3個參數對氣流場的影響規律,進行噴射成形實驗。結果表明:在下級霧化器參數優化后,熔滴的霧化效果明顯提高,且采用優化后的下級霧化器參數制備的鋁合金錠坯孔隙更小。
關鍵詞:噴射成形;孔隙;氣流場;下級霧化器參數優化
中圖分類號:TP391.9 文獻標志碼:B 文章編號:1671-5276(2024)04-0255-04
Atomizer Parameter Optimization in Spray Forming
LI Fang, MA Wantai, CHEN Jianzhou
(College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China )
Abstract:The parameter optimization strategy of atomizer is studied regarding the large porosity of spray forming ingot blanks. Based on the influence of the atomizer parameters on the airflow field, the state change of the droplet is controlled to reduce the porosity of the ingot blank. According to different topangles, nozzle diameters and atomizing gas pressures of the atomizer, the changes of the airflow field are analyzed, the influence law of these three parameters on the airflow field is obtained, and injection molding experiments are carried out. The results show that after the optimization of the atomizer parameters, the atomization effect of the droplets is significantly improved, and the pores of the aluminum alloy ingot billet prepared by the optimized atomizer parameters are smaller.
Keywords:spray forming;void;airflow field;atomizer parameter optimization
0 引言
在實際生產中,對錠坯的要求不同時,需要對下級霧化器參數做出合理的調整。目前,只能依靠技術人員的理論計算和重復的實驗驗證來調節下級霧化器參數。這種方式效率低、會浪費較多的材料。因此為了降低噴射成形工藝優化的成本,采用流體動力學仿真的方法對霧化過程進行模擬,從而對下級霧化器參數進行優化[1]。
在噴射成形的仿真分析中,針對熔液霧化過程的研究較多。余雷等[2]通過Fluent對霧化過程中的氣流場進行了仿真分析,證明了在某個氣壓值處導流管出口壓力達到極小值,此時對于導流管中熔液的抽吸作用最強,霧化效果也最佳。ODUM等[3]通過CFD軟件計算了霧化室內的氣流場分布,研究了拉瓦爾噴嘴結構對氣流場的影響。崔小杰等[4]通過數值模擬的方式對霧化過程中的霧化壓力、噴射角度和噴射距離等多個參數進行了分析,得出了各參數對霧化氣流場的影響規律。李世瑞等[5]將水平集方法和VOF方法耦合形成了一種新的計算液體體積分數的方法,并驗證了新方法的合理性,然后使用該方法對液體射流的破碎過程進行了模擬。在噴射成形階段的研究中,對霧化和沉積凝固相關的研究較多,而與噴射過程相關的研究成果較少,所以仍然難以通過現有的研究提高坯件的質量。
本文首先根據7055鋁合金的噴射成形設備建立噴射成形氣流場的仿真模型,研究下級霧化器頂角、噴嘴直徑及霧化氣體壓力對氣流場分布的影響,基于仿真得到的規律優化下級霧化器的頂角、噴嘴直徑及霧化氣體壓力,控制熔滴在沉積前處于一個較為理想的狀態。最后在產線上進行實驗,驗證基于仿真模型對下級霧化器參數優化的可行性。
1 下級霧化器參數對氣流場影響的仿真分析
1.1 下級霧化器頂角對氣流場的影響
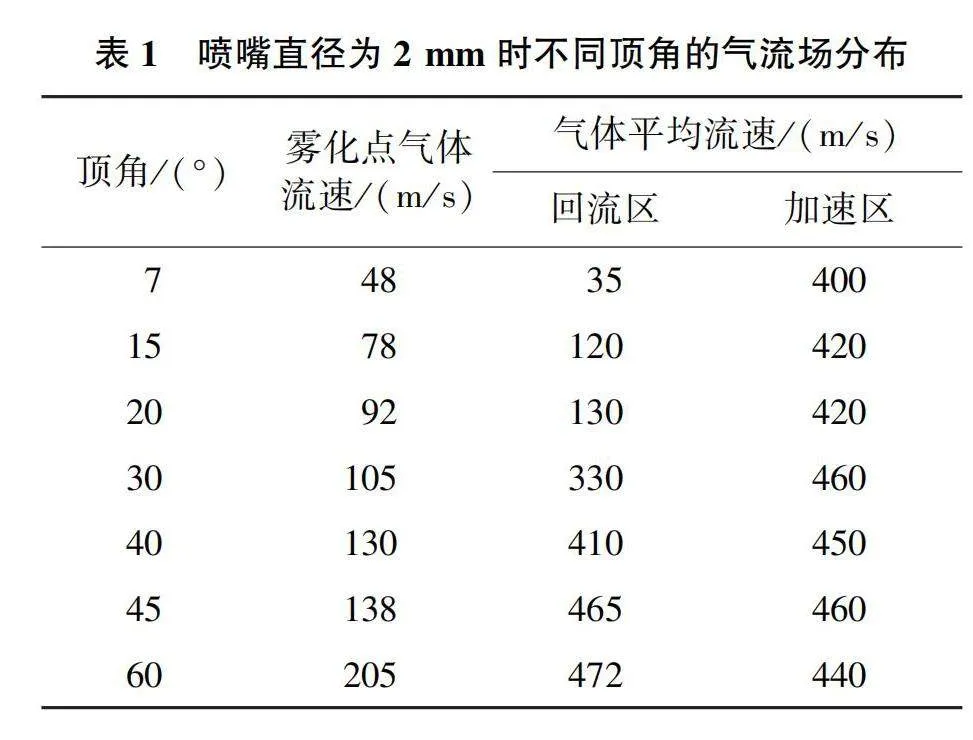
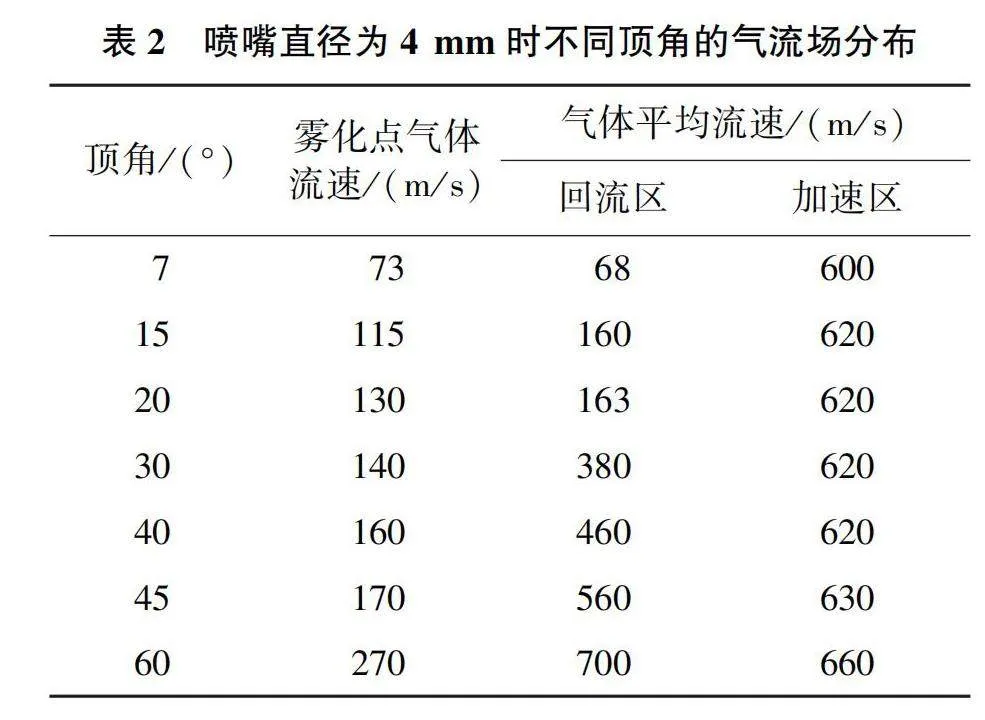
通過改變下級霧化器頂角得到霧化點氣體流速、回流區氣流平均速度和加速區氣流平均速度的變化情況。以下級霧化器右側壁面為基準,將下級霧化器的其他部分設置為可移動部分,同時將下級霧化器的相對位置參數化來保證相對位置不變,然后依次將下級霧化器的頂角分別設為7°、15°、20°、30°、40°、45°和60°,得到氣流場的分布。為了減小偶然性誤差,在其他參數相同的情況下,依次將下級霧化器噴嘴直徑設為2mm、4mm進行仿真,氣流場中各個區域的流速分別如表1和表2所示。
從表2中可以看出,隨著下級霧化器頂角的增大,霧化點和回流區的氣體流速都會逐漸增大,而加速區的氣體流速基本不變。這是因為隨著頂角增大,噴嘴出口到霧化點的距離縮短,而噴出氣流的初始速度是相同的,因此霧化氣流相遇時沿著徑向的速度分量增大。
1.2 下級霧化器噴嘴直徑對氣流場的影響
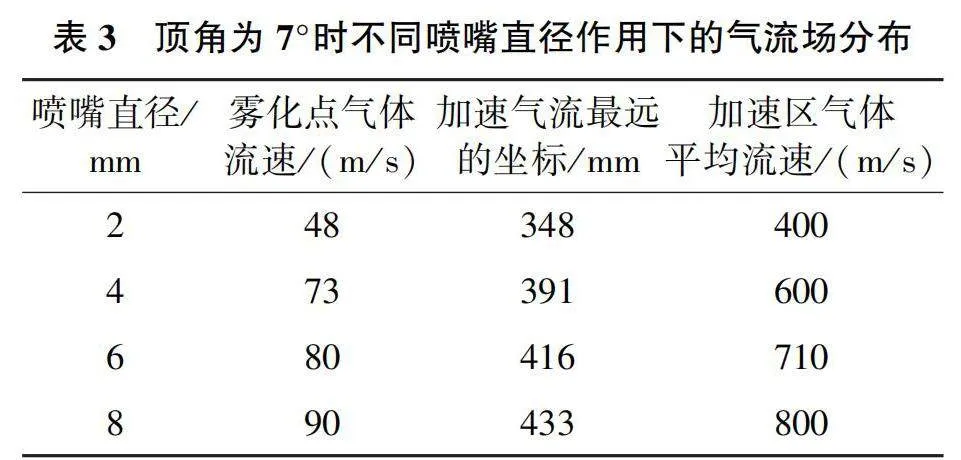
在其他參數相同時,設置下級霧化器頂角為7°,將下級霧化器的噴嘴直徑參數化,驅動整個下級霧化器結構變化,使得噴嘴的直徑從2mm開始每次增大2mm,直到增大為8mm,分別對噴嘴直徑不同的下級霧化器作用下的氣流場進行模擬。以導流管上端點為坐標原點,得到在不同噴嘴直徑下霧化點的位置、加速氣流在較高速度下能夠到達的極限位置和加速區的氣體平均流速如表3所示。
從表3中可以看出,在噴嘴直徑較小時,霧化氣流從噴嘴中噴出后速度減小得很快,因此霧化效果較差,熔滴的冷卻速度較慢,沉積的效率較低。當噴嘴直徑增大到一定程度時,整體的霧化效果較好,冷卻速度較快,沉積效率也較高。繼續增大噴嘴直徑時,氣流場氣流強度的變化減緩。
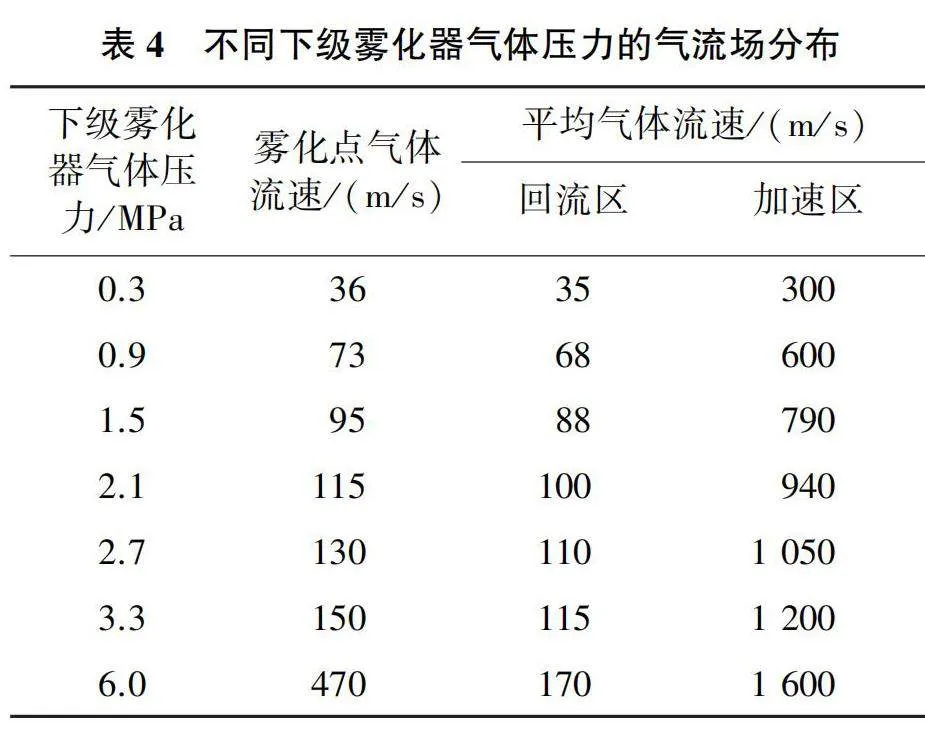
1.3 霧化氣體壓力對氣流場的影響
通過改變下級霧化器的氣體壓力,使得氣體壓力從0.3MPa開始每次增大0.6MPa,直到氣體壓力達到3.3MPa,同時為了驗證壓力較大時該關系是否成立,選擇了6MPa進行了數值模擬,將得到的霧化區壓力寫入Excel進行擬合,得到的數據如表4所示;得到的霧化點氣體流速與下級霧化器氣體壓力的關系如圖1所示(本刊黑白印刷,相關疑問咨詢作者)。
從圖1中可以看出,用直線可以較好地擬合表4的數據,因此可以認為霧化點的氣體流速與下級霧化器的氣體壓力呈線性關系。由伯努利定律可知,隨著氣體壓力的增大,下級霧化器噴嘴噴出的氣體流速增大,因此霧化點、加速區和回流區的氣體流速都會增大。而當前下級霧化器的頂角較小,氣流的徑向速度較小,霧化氣流的撞擊并不劇烈,因此回流區的變化相對來說不是特別明顯,霧化點的氣體流速變化也較小,只有加速區的氣體流速明顯增大。
2 仿真模型驗證
本文的實驗都是在某公司完成的。該公司主要采用噴射成形技術生產鋁鋰合金、鋁硅合金等高性能合金。本次實驗在7055鋁合金的生產線上進行,該生產線用于生產尺寸較大的錠坯,最大直徑為900mm、高度為2 400mm。
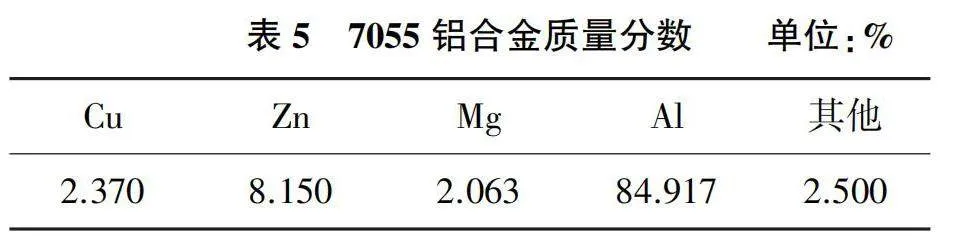
本次實驗噴射的7055鋁合金錠坯直徑為500mm,其質量分數如表5所示。
噴射成形的最終成形質量可以通過錠坯的形貌及孔隙進行判定。形貌狀況可以由直接觀察或簡單測量判斷,而孔隙則需要將錠坯切片,通過切片的孔隙大小和數量來判斷。
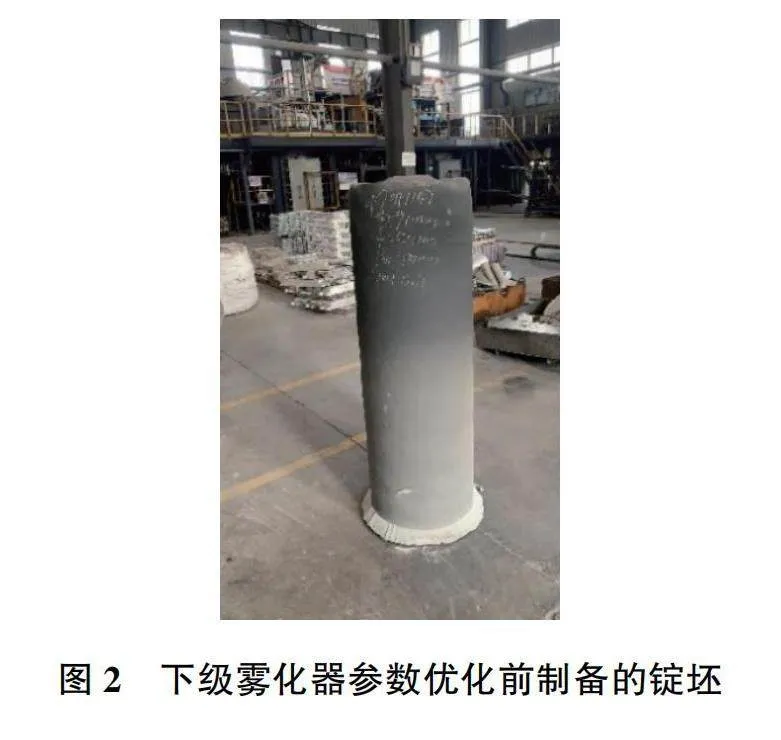
優化前下級霧化器頂角為7°,噴嘴直徑為4mm,霧化氣體壓力為0.9MPa。采用優化前的下級霧化器參數進行實驗,制備的錠坯如圖2所示。從圖2中可以看出,錠坯大部分位置的直徑都在501mm左右,制備錠坯的形貌特征較好,與仿真結果中對形貌的預測情況比較符合。
錠坯的孔隙是影響錠坯力學性能的主要因素。產生孔隙的機制主要包括兩種,一種是由于熔滴液相體積分數較高,氣體滯留時被卷入固相間的空隙中形成的間隙性孔隙,另一種是由于溶解在熔滴中的氣體在凝固過程中析出形成的析出性孔隙[6]。微熔滴的體積較小,溶解的氣體也較少,形成的析出性孔隙一般小而密。
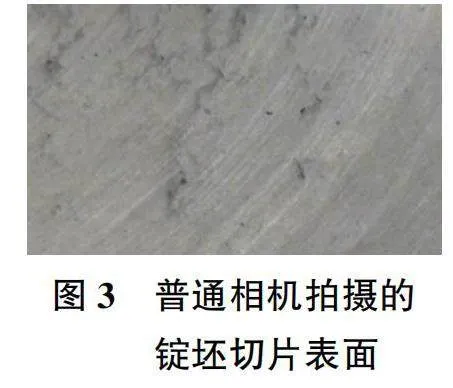
將錠坯切片,得到由普通相機拍攝的切片表面與試樣在金相顯微鏡下的金相組織分別如圖3、圖4所示。
在圖3和圖4中,錠坯的切片表面能夠明顯看到孔隙,這些孔隙較大,屬于間隙性孔隙,這說明微熔滴在沉積時的液相體積分數較高。液相體積分數與微熔滴直徑和速度有關,而下級霧化器的氣體壓力較小,微熔滴噴射速度也較小,因此可以判斷微熔滴的直徑較大。
3 霧化效果改進
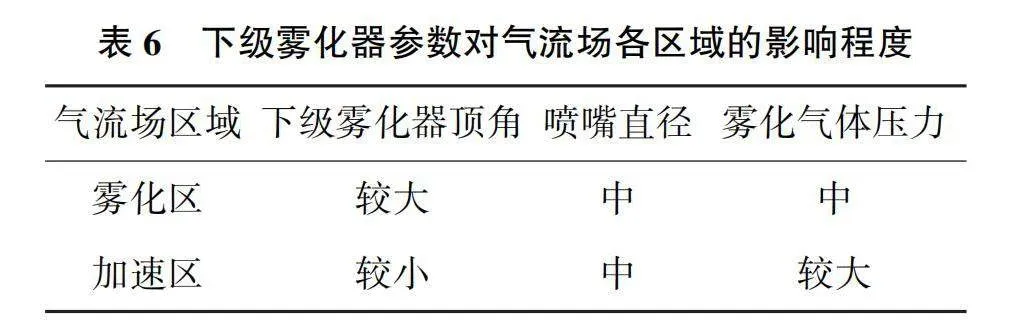
下級霧化器參數對氣流場各個區域的影響程度如表6所示。
下級霧化器的頂角主要影響霧化區的氣體流速,對加速區的氣體流速影響較小。下級霧化器的直徑對霧化區和加速區都會產生影響,但對于整個氣流場的影響不是特別大。下級霧化器的氣體壓力主要影響加速區的氣體流速,對霧化區影響一般。
微熔滴的大小能反映霧化的效果,霧化效果較好時,微熔滴直徑較小,在氣流場中加速快,對噴射和沉積過程的影響都較大,因此首先對霧化效果進行分析。
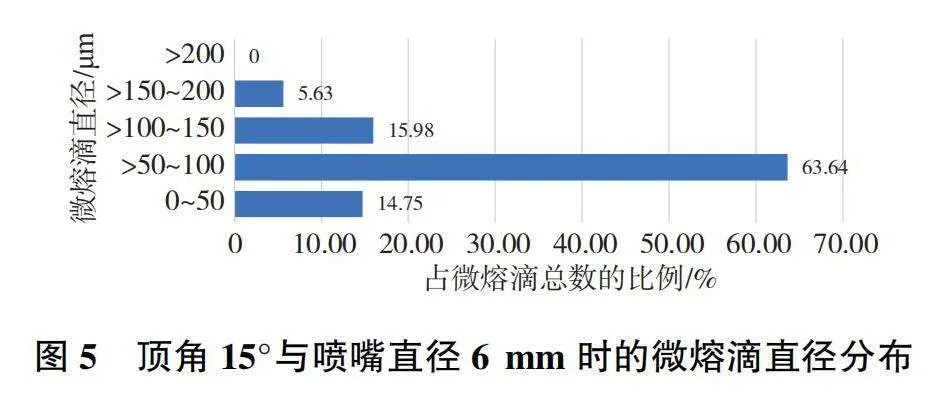
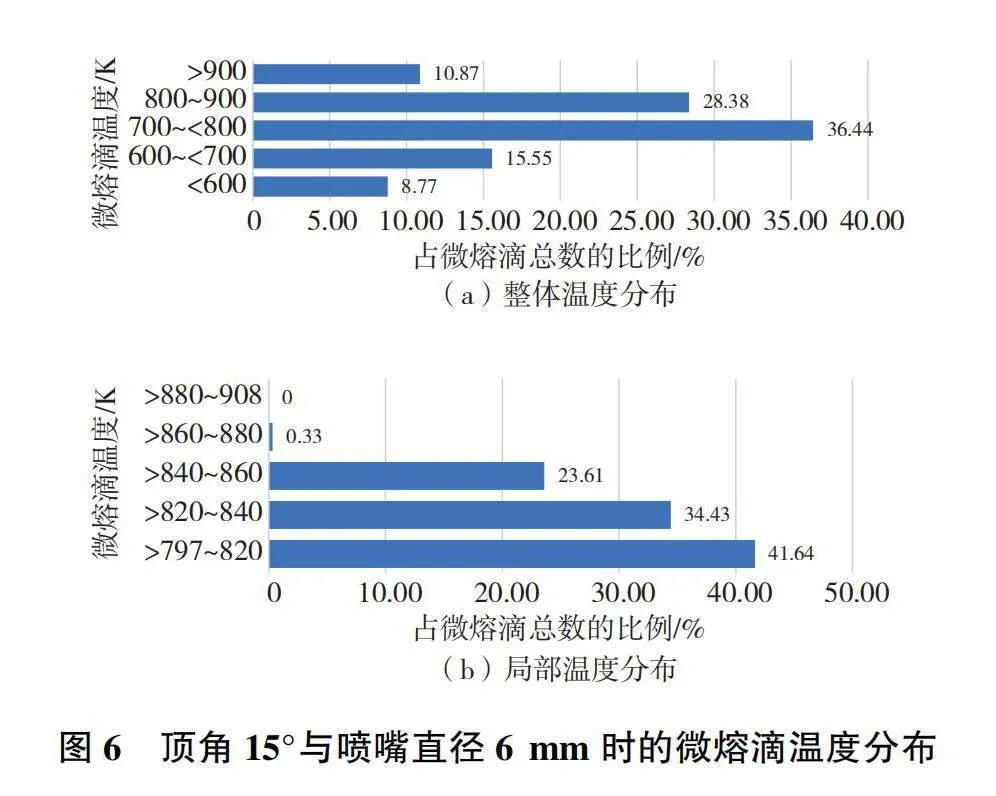
下級霧化器頂角為15°、氣體壓力為0.9MPa、噴嘴直徑為6mm時,仿真得到在基底收得的微熔滴直徑分布如圖5所示,微熔滴的溫度分布如圖6所示。
總體來說,在下級霧化器頂角為15°、噴嘴直徑為6mm、霧化氣體壓力0.9MPa時,霧化效果較好,但整體微熔滴的固相體積分數過大,需要在保持霧化效果不會變差的情況下加快在噴射過程中的速度。
4 優化結果驗證
由于噴嘴直徑較小時會導致霧化不充分,經過研究對于當前鋁合金的質量流率,下級霧化器的噴嘴直徑最小為5mm,所以將下級霧化器噴嘴直徑減小為5mm,同時將霧化氣體壓力增大為2.1MPa。優化后下級霧化器頂角為15°,噴嘴直徑為5mm,霧化氣體壓力為2.1MPa,采用優化后的下級霧化器參數進行實驗,制備的錠坯如圖7所示。
從圖7中可以看出,錠坯大部分位置的直徑都在500mm左右,形貌特征好。
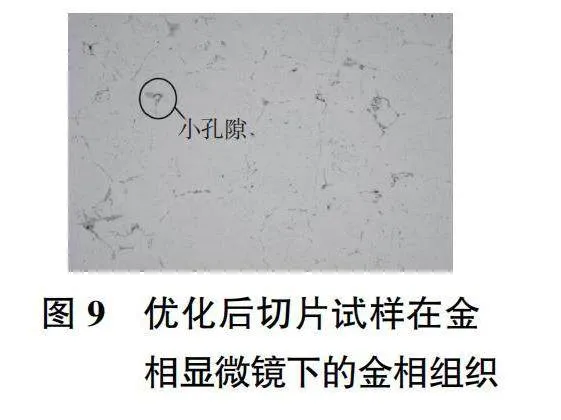
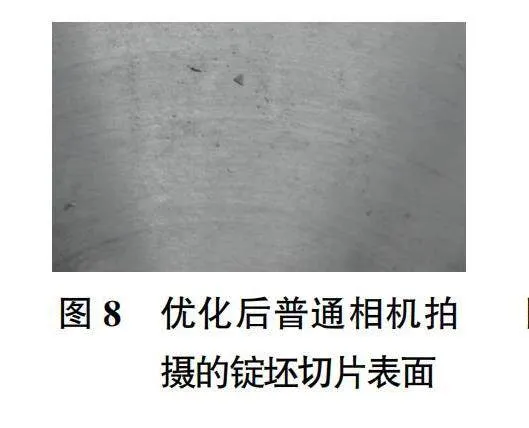
將錠坯切片,得到優化后由普通相機拍攝的切片表面與試樣在金相顯微鏡下的金相組織分別如圖8、圖9所示。
在圖8中,在錠坯的切片表面能夠直接看到的孔隙很少。由圖9可以看出在試樣的金相組織中存在一些小而密的孔隙,這些孔隙屬于析出性孔隙,對錠坯性能的影響遠小于間隙性孔隙。這說明大部分微熔滴在沉積前的凝固狀態較為合適,下級霧化器參數優化后能夠明顯減小錠坯的孔隙,證明對下級霧化器參數的優化是有效的。
5 結語
本文通過仿真得到噴射成形中下級霧化器參數對氣流場的影響規律并通過實驗驗證了模型預測效果,基于實驗結果對霧化效果進行了優化,并通過對比實驗對下級霧化器參數優化方法進行了驗證。結果表明基于仿真的優化方法能有效地制備出低孔隙率的優質錠坯。
本文主要針對的是雙噴嘴噴射成形技術,對于是否適用其他多噴嘴噴射成形技術還需進一步驗證。
參考文獻:
[1] 向開云,丁立鵬,賈志宏,等. 噴射成形超高強Al-Zn-Mg-Cu合金研究進展[J]. 中國有色金屬學報,2022,32(5): 1199-1223.
[2] 余雷,王輝,單兵,等. 低霧化氣壓對噴射成形霧化過程的影響[J]. 材料導報,2019,33(增刊2): 463-467.
[3] ODUM K,SOSHI M,YAMAZAKI K. Measurement and analysis of impact dynamics suitable for modelling pneumatic transport of metallic powder flow through a directed energy deposition nozzle[J]. Advanced Powder Technology,2022,33(3):103515.
[4] 崔小杰,蘇新磊,劉巖,等. 氣霧化工藝對高熵合金粉體粒徑的影響[J]. 特種鑄造及有色合金,2022,42(4):441-445.
[5] 李世瑞,韓東,高斯杰,等. 雙級噴嘴內流體閃蒸過程的數值研究[J]. 機械制造與自動化,2022,51(6):20-24.
[6] 劉明翔. 噴射成形過程建模與鐵素體基低密度高強鋼的制備研究[D]. 上海:上海交通大學,2019.
收稿日期:2022-12-12