超聲波檢測在鋼結構橋梁焊縫探傷中的技術研究
2024-10-30 00:00:00賀永坤
交通科技與管理 2024年19期

摘要 超聲波檢測是一種無損檢測技術,因其能較為精準地檢測出焊縫內部缺陷,而被廣泛應用于鋼結構橋梁焊縫探傷檢測當中。文章闡述了超聲波探傷的工作原理和常用方法,分析了鋼結構橋梁焊縫的類型和常見缺陷,研究了鋼結構橋梁焊縫超聲波探傷在探傷時機、設備選取、環境條件、實施步驟及缺陷波形分析等方面的技術要點,提出了橋梁焊縫探傷質量的三方面控制措施。
關鍵詞 超聲波檢測;鋼結構橋梁;焊縫探傷
中圖分類號 U446 文獻標識碼 A 文章編號 2096-8949(2024)19-0136-03
0 引言
焊接是鋼結構橋梁各構件的主要連接方式之一,焊縫質量的好壞直接關系到橋梁結構是否安全。超聲波檢測具有被測對象范圍廣、檢測深度大、缺陷定位準確、檢測靈敏度高、成本低、使用方便、速度快、對人體無害以及便于現場使用等優點[1],被廣泛應用到焊縫探傷檢測當中。加強鋼結構橋梁焊縫超聲波探傷技術的研究,有助于提高焊縫探傷質量,確保鋼結構橋梁結構安全。
1 鋼結構橋梁焊縫類型及常見缺陷
1.1 鋼結構橋梁焊縫類型
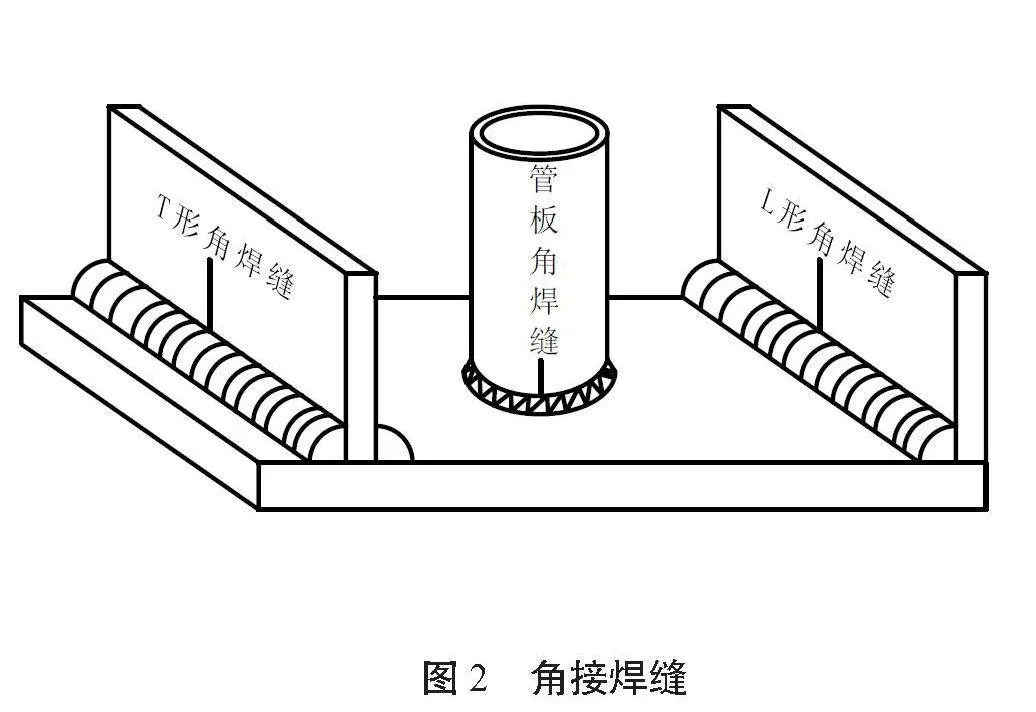
鋼結構橋梁焊縫的常見類型為對接焊縫和角接焊縫,對接焊縫分為管管、板板對接焊縫,如圖1所示;角焊縫分為T形、L形和管板角焊縫,如圖2所示。
1.2 鋼結構橋梁焊縫常見缺陷
鋼結構橋梁焊縫常見缺陷分為外觀缺陷和內部缺陷,外觀缺陷主要有咬邊、焊瘤、凹坑、未焊滿、燒穿及成形不良、錯邊、塌陷、表面氣孔、各種焊接變形等其他表面缺陷;內部缺陷主要有氣孔、夾渣、未熔合、未焊透、裂紋等。
2 鋼結構橋梁超聲波探傷的原理和方法
2.1 超聲波探傷的工作原理
超聲波探傷是利用超聲波在構件中傳播并與構件材料以及其中的缺陷相互作用,使其傳播方向或特征發生改變,改變后的超聲波被檢測設備接收后,通過對超聲波波形特征進行處理和分析,從而評估構件中缺陷是否存在或存在缺陷的大小、位置等。
2.2 鋼結構橋梁焊縫超聲波探傷的方法
超聲波探傷按原理的不同分為脈沖反射法、衍射時差法、穿透法和共振法;按采用的波形不同分為縱波法、橫波法、表面波法、板波法和爬波法;按探頭數目的不同分為單探頭法、雙探頭法和多探頭法;按超聲波進入構件的角度不同分為直探頭法和斜探頭法。鋼結構橋梁超聲波探傷最常用的方法是單斜探頭橫波脈沖反射法。
3 鋼結構橋梁超聲波探傷的技術研究
3.1 選擇合適的探傷時機
焊接接頭是由焊縫、熔合區和熱影響區組成,不同區位缺陷產生的時間不同,無論是鋼結構加工廠中焊接的焊縫,還是橋址現場拼接時的焊縫,最佳探傷時機均為焊接完成24 h之后。
3.2 選擇合適的探傷設備
鋼結構橋梁焊縫超聲波探傷,最合適的設備是數字式超聲波探傷儀,該文以武漢中科HS700超聲波探傷儀為例研究如何選擇合適的探頭和校驗設備。
(1)選擇合適的探頭:探頭是否合適主要取決于探頭的頻率f、晶片的尺寸和K值是否合適。
1)頻率的選擇:根據公式
C=λ·f (1)
式中:C——超聲波速(m/s);λ——超聲波長(m);f——超聲頻率(Hz)[2]。增大超聲波的頻率,超聲波的波長會減小,有利于發現微小缺陷,但頻率增大,超聲波的衰減增大,不利于檢出厚鋼板焊縫缺陷。對鋼結構材料厚度小、缺陷小或淺的焊縫進行探傷時宜選擇較高頻率的探頭,反之宜選擇較低頻率的探頭。
2)晶片尺寸的選擇:晶片尺寸越大,超聲波能量越大,超聲波能量也越集中,有利于檢出聲速軸線附近和遠距離的缺陷,但不利于對缺陷進行定位和定量。對鋼結構材料厚度較小的焊縫進行探傷時宜選擇小晶片探頭,反之宜選擇大晶片探頭。
3)K值的選擇:根據公式
K=tanθ (2)
式中:θ——晶片傾斜角度(°)。K值越大,θ也越大,一次波的聲程也就越大,越有利于發現焊縫頂部的缺陷。對鋼結構材料厚度小的焊縫進行探傷時,宜選擇K值較大的探頭,反之宜選擇K值較小的探頭。
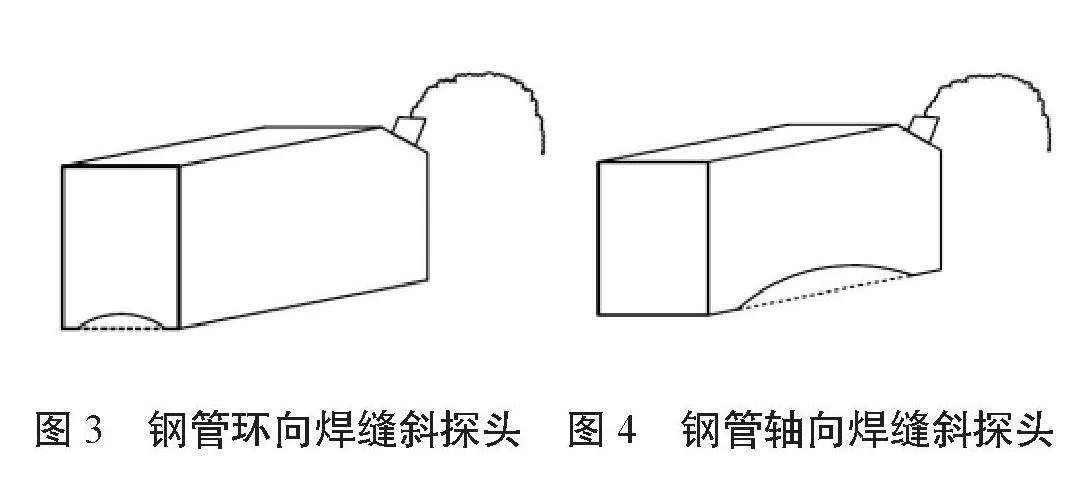
對于小管徑管材軸向和環向焊縫的探傷,還需對探頭進行打磨,加工成與鋼管外徑相吻合的曲面形狀,如圖3和圖4所示。
(2)正確校驗設備
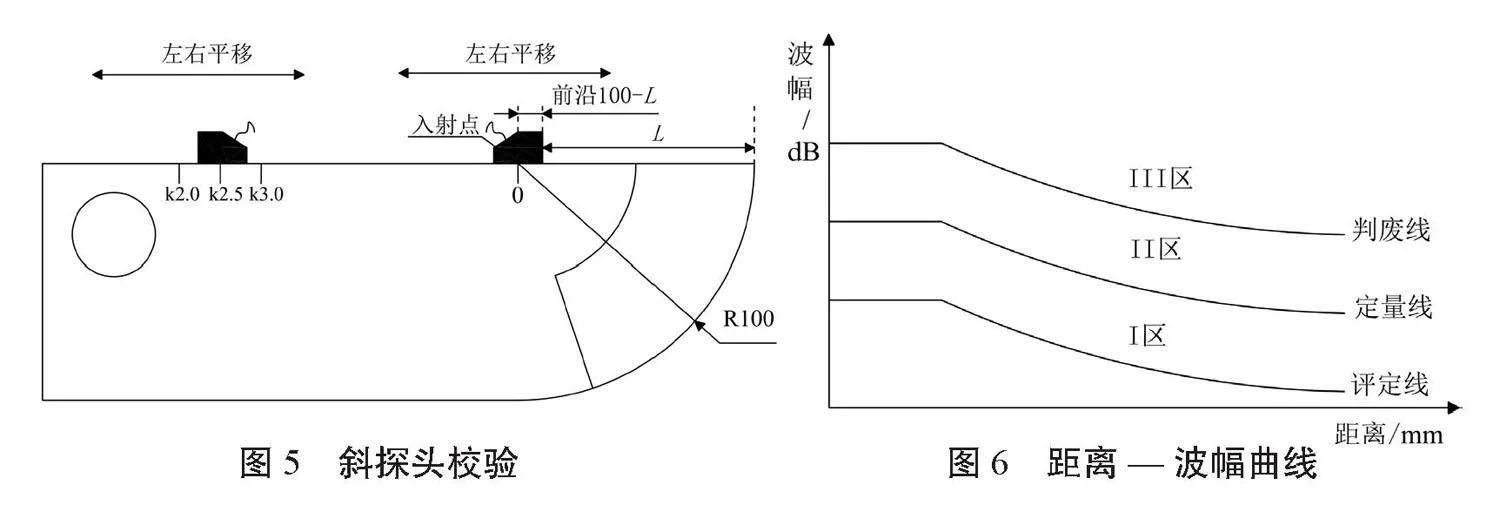
1)斜探頭校驗:第一步是前沿測試,第二步是K值測試。前沿測試是將探頭放置在CSK-ⅠA試塊R100圓弧圓心處,左右平移探頭找到最高回波位置,用鋼直尺測量該位置探頭前端與試塊頂端的距離值L(mm),探頭前沿即為(100-L)(mm)。K值測試是將探頭放置在CSK-ⅠA試塊K值測試處,左右平移找到最高回波位置,此時儀器上的K值測試值即為探頭實際的K值,如圖5所示。
2)距離—波幅曲線制作:將探頭放置在RB-Ⅱ試塊上,分別測量不同深度處同一尺寸橫孔的波幅dB值,以孔深為橫坐標,以dB值為縱坐標描繪出的曲線即為距離—波幅曲線,如圖6所示。
3.3 選擇合適的探傷條件
(1)合理選擇探傷面:根據焊縫的檢測等級,結合焊縫坡口形式和厚度等進行選擇,具體可根據《焊縫無損檢測 超聲檢測 技術、檢測等級和評定》(GB/T 11345—2023)附錄A[3]要求決定是采取單面單側、單面雙側還是雙面雙側進行探傷。
(2)科學打磨探傷面:應打磨出足夠的探頭移動區寬度[對于對接焊縫,寬度≥1.25P,P為跨距(mm)],同時要打磨該區域內的飛濺物、氧化皮、凹坑、銹蝕、油垢及其他雜質。
(3)選擇合適的耦合劑:常用的耦合劑有水、甘油、機油以及化學糨糊等,機油、化學糨糊因其附著力、黏度和潤濕性都較好,適用于現場探傷檢測中。
3.4 規范實施探傷的步驟
采用先粗探傷后精探傷的步驟進行。
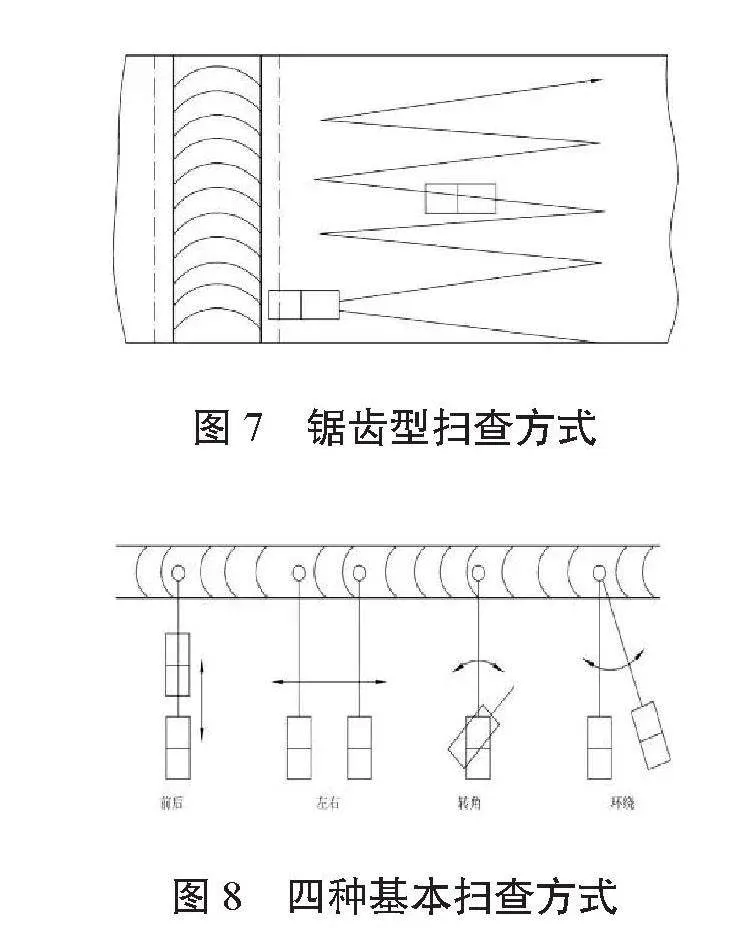
(1)粗探傷:對焊縫有無缺陷和分布情況做大致了解的全面掃查,常采用鋸齒形掃查方式,如圖7所示。如發現波幅高于評定線,則該位置可能存在缺陷,需進行精探傷。
(2)精探傷:對粗探傷發現的缺陷進行定性、定量和定位,常采用前后、左右、轉角和環繞四種方式,如圖8所示。
3.5 正確分析缺陷的波形
實際探傷過程中,在剖開焊縫進行探查之前,很難對缺陷的性質進行準確定性,只能通過缺陷的回波特征給出缺陷是什么形狀的。
(1)點狀缺陷:指細小的缺陷,如氣孔和小夾渣等,其回波幅度較小,顯示器上顯示一個尖銳回波。探頭前后、左右掃查時,其動態波形波幅平滑地由零上升到最大值,然后又平滑地下降到零,轉動掃查時情況相同。
(2)線性缺陷:指能夠檢測出長度但不能準確檢測出寬度和自身高度的缺陷,如線性的夾渣、未焊透或未熔合等。在不同的位置進行缺陷檢測時,顯示器上均顯示一個尖銳回波,進行前后掃查時,其動態波形的波幅由零平滑地上升到最大值,然后又平滑地下降到零。進行左右掃查時,其動態波形一開始波幅由零平滑地上升到最大值,繼續移動探頭時,回波的波幅基本不變,或者變化很小,最后又平滑地下降到零。
(3)體積狀缺陷:指能測量出長度、寬度和自身高度的缺陷,如球狀的大夾渣。在不同的位置進行缺陷檢測時,顯示器上均顯示一個尖銳回波或者一個參差不齊的回波,移動探頭時,回波的幅度起伏很不規則。
(4)平面狀缺陷:指既能檢測出長度又能檢測出自身高度的缺陷,如裂紋、面狀未熔合或未焊透等。在不同的位置進行缺陷檢測時,顯示器上的回波顯示為一系列鐘形的連續小波峰,移動探頭時,回波幅度呈現很不規則的起伏,波幅起伏較大。
(5)多重缺陷:距離間隔很近、無法用超聲波進行逐一定位和定量的一群缺陷,如密集氣孔或再熱裂縫等。探頭掃查時,每個單獨的信號回波顯示同點狀缺陷。進行前后、左右掃查時,各個缺陷產生的回波在時基線上出現的位置不同,順序也不規則。
4 鋼結構橋梁超聲波探傷質量的控制
4.1 制定詳細的探傷檢測方案
編制方案前,需要收集鋼構件的厚度、焊縫種類和等級、施工工藝、評定和檢驗等級等一系列資料,以便選擇合適的超聲波探傷方法和探傷設備。方案編制過程中,根據探傷的技術要點,逐項明確具體措施和做法,如探傷面的選取、打磨的尺寸、耦合劑的類型等,具體工作盡可能詳細,方案編制完成后,上報技術負責人進行審核把關,方案批準后應嚴格執行。
4.2 嚴格執行規范的檢測規定
按照《鋼結構工程施工質量驗收標準》(GB 50205—2020)第5.2.4條[4]規定,采用超聲波探傷時,對于一級焊縫,缺陷評定等級Ⅱ級、檢驗等級B級,檢測比例為100%;對于二級焊縫,缺陷評定等級Ⅲ級、檢驗等級B級,檢測比例為20%。按照《公路工程質量檢驗評定標準》(JTG F80/1—2017)[5]規定,鋼結構橋梁的節段制作和安裝應進行100%的焊縫探傷,焊縫探傷應按照施工自檢、監理抽檢、第三方檢測的順序逐步開展,達到焊縫質量的分級控制。
4.3 提升探傷人員的專業水平
提高探傷人員對焊縫焊接的形式、方法、工藝以及超聲波探a98phhHLRZGMHEkqh5Ti4A==傷的原理等基礎知識的掌握,熟悉鋼結構橋梁焊縫探傷相關規范,熟練掌握常規探傷設備的性能和操作流程。加強實操練習,熟練掌握鋸齒型、前后、左右、轉動、環繞等掃查方式的具體手法,注重經驗總結,提高缺陷的檢出率和定性定量的準確性。
5 結語
超聲波檢測是鋼結構橋梁焊縫探傷中應用最廣泛的無損檢測技術之一,為保證探傷質量,需要了解鋼結構橋梁焊縫的類型和常見缺陷,熟悉超聲波探傷的原理和常用方法,熟練掌握如何選擇探傷時機、探傷設備、探傷條件,規范實施探傷步驟,正確分析缺陷波形等技術要點,并從制定詳細探傷方案、嚴格執行規范規定、提升探傷人員專業水平等方面加強對探傷質量的控制。
參考文獻
[1]蘇雨露.鋼結構焊縫內部缺陷的超聲波探傷檢測技術應用[J].集成電路應用,2024,41(01):78-79.
[2]高翔.公路鋼橋焊縫超聲波檢測標準研究[D].西安:長安大學,2012.
[3]焊縫無損檢測 超聲檢測 技術、檢測等級和評定:GB/T 11345—2023[S].北京:中國標準出版社,2023.11.
[4]鋼結構工程施工質量驗收標準:GB 50205—2020[S].北京:中國計劃出版社,2020.8.
[5]公路工程質量檢驗評定標準:JTG F80/1—2017[S].北京:人民交通出版社股份有限公司,2018.5.
收稿日期:2024-06-20
作者簡介:賀永坤(1989—),男,碩士研究生,工程師,主要從事公路工程橋梁隧道試驗檢測工作。