人造板類產品生產許可證監督檢查技術要點淺談
2024-11-05 00:00:00楊孟剛楊勝坤劉斌
中國標準化 2024年21期

關鍵詞:人造板許可證,監督檢查,人造板性能參數
0 引言
人造板作為一種常見的材料,已廣泛應用于我國家具制造、建筑裝修和包裝等多個領域。人造板產品的質量安全問題不僅直接關系到人民群眾的生命財產安全,還涉及公共安全的領域。因此,作為重要的工業產品,國家對生產膠合板和細木工板的人造板企業實行生產許可證制度。
目前,國內針對工業產品生產許可證制度的討論多以各自行業領域為出發點進行展開。王立新等[1-2]針對水泥行業實施生產許可證存在的問題進行了討論。馬廣玉等[3]針對制冷設備行業的實施成效和產品風險因素進行了論述。同時,研究人員針對整個生產許可證制度也進行了一定程度的討論。例如,何淵井等[4]對制度中存在的問題、改革的措施和發展的趨勢做了相應的總結。蔡若夫[5]對制度改革中的問題和路徑進行論述。此外,各地方人民政府也通過不同的方式進行了管理上的摸索和體制機制的改革。例如,湖北[6]和安徽[7]貫徹中央人民政府的通知,各自開展了深化改革。與之相比國外,尤其是美國和歐盟也對一系列工業產品實施生產許可證制度,其中包括但不限于醫療器械、汽車和航空器件、電子產品以及建筑材料等。但其實施生產許可證制度是基于一系列法律和規定構成的整體要求,其中就包含了規范和標準、產品認證、監管機構督察和行業組織要求。但以上研究少有針對工業產品生產許可目錄中,人造板類的膠合板和細木工板進行監督檢查技術要點專項論述。同時,許可證發證后的現場監督檢查的主體為各地市市場監督管理部門,但考慮管理部門的側重在管理,其技術支撐多依賴所屬的技術機構。所以本文根據2024年調整完善的工業產品生產許可證管理目錄、《人造板產品生產許可證實施細則》(膠合板、細木工板產品部分)和往年監督檢查中出現的技術問題進行要點淺談。從而更好地為在一線進行監督檢查時提供有力的技術支持。為加強人造板產品質量安全監管,確保產品符合相關國家標準要求,做出應有的貢獻。
1 人造板類產品生產許可監督檢查的依據
1.1 許可證制度發展歷史
1978年十一屆三中全會之后,我國確立了社會主義市場經濟體制,國民經濟高速發展,與之伴隨的工業生產也出現了一些新的情況和問題。為了解決“劣幣驅逐良幣”的產品質量問題,保護合法生產企業的正常生產經營的情況,1979年當時的第一機械工業部展開對低壓電器企業的摸底排查,并于次年的8月,獲得國務院轉批《關于整頓低壓電器產品質量,試行頒發工業產品生產許可證的報告》(國機二發〔1980〕16號),正式針對低壓電器試行工業產品生產許可證制度管理。這開啟了我國實行許可證制度的大門,并在總結試行工作經驗的基礎上,于1984年4月7日由國務院頒布了《工業產品生產許可證試行條例》(國發〔1984〕54號)。同年由原國家經委發布了《工業產品生產許可證管理辦法》,依托工業產品生產許可證辦公室開展全國生產許可證管理的日常工作,以國家統一管理、部門審核發證和地方技術監督局負責監督執法為管理原則。
隨后歷經歷次的國務院機構改革,管理工業產品生產許可證工作的職能由最初的國家經貿委各委管工業局、勞動部和建設部等部門負責,統一交由國家質量技術監督局承擔,并在日后的改革中變更為國家質量監督檢驗檢疫總局和現如今的國家市場監督管理總局。其中2005年7月,國務院發布第440號令,公布《中華人民共和國工業產品生產許可證管理條例》自9月起實施,自此,對工業產品生產許可形成“統一管理、分工協作和突出重點等”特征的管理體制至今。
1.2 法理依據
法理依據是開展人造板類產品生產許可證監督檢查的核心依據,其是一個由核心法規、相關法律、政策文件以及產品目錄和細則共同構成的完整體系。
核心法規包含了2005年6月29日,國務院第97次常務會議審議通過的《中華人民共和國工業產品生產許可證管理條例》。該條例于當年9月1日起實施,同時廢止國務院1984年4月發布的《工業產品生產許可證試行條例》(國發〔1984〕54號),這是工業產品生產許可制度的核心法規,規定了工業產品生產許可證的申請、審查、頒發、監督等各個環節的基本要求和程序。同時,還包含了《中華人民共和國工業產品生產許可證管理條例實施辦法》(原質檢總局令第156號),作為管理條例的具體實施細則,該辦法進一步明確了生產許可證的具體申請條件、材料要求、審查流程等。
相關法律則涉及了《中華人民共和國行政許可法》,其作為行政許可的基本法,為工業產品生產許可提供了法律基礎和程序要求。與此同時,《中華人民共和國產品質量法》《中華人民共和國標準化法》和《中華人民共和國計量法》等法律與工業產品生產許可密切相關,共同構成了保障工業產品質量和產品安全的法律體系。
政策文件則有諸如《國務院關于進一步壓減工業產品生產許可證管理目錄和簡化審批程序的決定》(國發〔2018〕33號)等內容。它們的核心旨在簡化審批程序,優化營商環境,為工業產品生產許可制度改革提供政策指導。
產品目錄(《國家實行生產許可證制度的工業產品目錄》)和細則(《生產許可證實施細則》),則是分別列出了需要取得工業產品生產許可證的具體產品范圍,以及針對每一類產品生產許可證獲得的申請條件、材料要求、審查流程等。
綜上所述,這些法規和政策文件為工業產品生產許可制度的實施提供了明確的法理依據。
1.3 技術依據
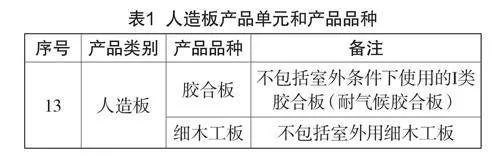
2024年完善的工業產品生產許可證管理目錄中的人造板產品包含了兩種品種,如表1所示。
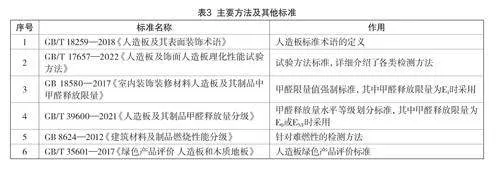
針對這兩種產品品種的四個產品單元的質量檢查主要依據如表2所示。
以上提及的標準就是開展人造板類產品質量監督檢查的技術標準。這些標準中詳細地規定了產品的各項檢驗方法和限量值,是判斷產品質量的技術依據。
2 現場監督檢查技術要點
生產許可證制度不僅僅是申請過程中包含了現場審查,還要求在獲得許可證后,針對生產情況和產品質量進行監督檢查。其方式不僅限于監督抽查和日常監督檢查等形式。而根據《中華人民共和國產品質量法》,縣級以上地方市場監督管理部門主管本行政區域內的產品質量監督工作,所以現場監督檢查的主體為各地市市場監督管理部門。其中在督查過程中的技術問題檢查,包含了人員、設備、質量體系管控和施工工藝質量參數等方面。
2.1 人員
在應具備基本場所設施的條件下,針對現場的生產作業人員,常規的監督內容包含了安全意識與操作規范、專業技能與知識、勞動防護與裝備和生產紀律與責任等。其中,對鍋爐、起重機械和場(廠)內專用機動車輛等特種設備的使用,要注意該設備是否配備了具有資質的人員進行操作。常見的有操作鍋爐運行人員的工業鍋爐司爐證和操作叉車的叉車司機證等。如若涉及特殊的壓力容器,還應具有壓力容器特種作業證。
2.2 設備
膠合板的主要生產設備包含了涂膠機、壓機、裁邊機等主要設備,檢測設備則包含了鋼板尺、鋼直尺、游標卡尺、千分尺、金屬線(Φ≯0.5mm)、恒溫水槽、烘箱、天平、力學試驗機、9~11 L干燥器、氣候艙和分光光度計等。其中,氣候艙設備企業可不必強制擁有,委托具有CMA資質的檢驗機構針對該項目進行檢測即可。亦或采用9~11 L干燥器法或氣體分析法對甲醛釋放量項目檢測,達到GB18580—2017《室內裝飾裝修材料 人造板及其制品中甲醛釋放限量》中規定的強制標準即可。而阻燃膠合板的設備還應含有阻燃處理設備。細木工板的主要生產設備和檢測設備與膠合板基本相同,阻燃細木工板亦是一樣。其中設備的歸屬應明晰,不允許企業聯合共建實驗室。
在檢查的過程中,涂膠機、鋸邊機等設備裸漏部位需安裝防護罩。涂膠機上部要加裝高度至少1.30 m高的安全防護欄,焊接應牢固,確保工人操作安全。針對砂光、熱壓和鋸邊等工序的照明應采用防爆燈。同時,吊扇和排風扇等設備嚴禁使用在產生粉塵量較大的鋸邊和砂光工序中。
2.3 質量體系管控
為了保障生產的人造板產品的質量合格,應建立一套系統的質量管控體系。其中針對原材料控制、生產過程控制、檢驗和測試和不合格品處理等內容要點進行檢查。
尤其應該注意外觀質量、規格尺寸、含水率、膠合強度和甲醛釋放量等主要品質參數。其中,Ⅱ類膠合板和Ⅲ類膠合板有兩個出廠檢驗項目的要求是不同的。Ⅱ類膠合板的含水率要求是5%~14%,而Ⅲ類膠合板含水率要求是5%~16%。Ⅱ類膠合板的膠合強度項目指標的要求跟所用的樹種有關,但對于不同樹種搭配制成的膠合板的膠合強度指示值,要取各樹種中膠合強度指示值要求最小的指示值,比如,在一張膠合板中有楊木(0.7 MPa)、樺木(1.0MPa),那么判定時要按照0.7 MPa判定。
2.4 施工工藝質量參數
針對實施生產許可證的兩種人造板產品,調膠涂膠工序和熱壓工序是兩個關鍵工序,亦稱“關鍵質量控制點”。這兩個工序工藝參數設置是否合理,生產工人能否切實按照企業制定的《工藝規程》和《作業指導書》進行生產,關系到企業最終產品是否合格,是否滿足相應國家標準和細則要求。在檢查中,可向企業相應班組生產工人索要企業制定的關鍵工序《工藝規程》和《作業指導書》等技術資料,查閱企業的關鍵工序生產記錄、現場查看熱壓機配備的壓力表、溫度表、時間繼電器顯示的熱壓工藝參數,核對三者是否一致,以核實工人是否按要求生產。
3 結語
本文對人造板類產品生產許可監督檢查的依據進行了梳理,并分析了其中涉及的技術標準和主要的檢測項目,指出了在人造板生產現場監督檢查需要注意的事項。從人員、設備、質量體系管控和施工工藝質量參數等方面分析了檢查技術上的要點。為人造板類產品生產許可證監督檢查提供了技術指引和必要支撐。