3D打印技術在汽車主安全氣囊蓋板模具研發中的應用研究
2024-11-21 00:00:00黃奇呂猛史本鵬吳凡姜旭
專用汽車 2024年11期

摘要:依托一個應用金屬3D打印技術的汽車主安全氣囊蓋板模具中心鑲塊設計和制造驗證項目,提出了新式隨形冷卻水道的設計建模思路,同時對最終塑料件產品的質量影響因子進行分析,對塑料件模具冷卻水道設計新方法進行了探索。
關鍵詞:3D打印;注塑模具;隨形冷卻水道
中圖分類號:U461 收稿日期:2024-09-22
DOI:10.19999/j.cnki.1004-0226.2024.11.027
1 傳統塑料模具冷卻水道特點
注塑模具的冷卻系統是注塑模具的重要組成部分,直接影響到生產制品的質量和生產效率。模具的冷卻時間約占整個生產循環周期的2/3,縮短冷卻時間是提高模具生產的關鍵。高溫的塑料熔體進入模具型腔需要冷卻固化,釋放出熱量,模具通過傳導、對流、輻射等方式將熱量散發到空氣中,但70%以上的熱量需要由冷卻水系統帶走。因此模具內部冷卻水道的尺寸、形狀、數量和分布要有利于提高模具的冷卻效率。
傳統塑料模具的冷卻水道通常采用機加工方法,利用鉆床、銑床等機加工工藝,在模具或模板上鉆孔,水路只能為圓柱形直孔。當模具型腔為空間型面較復雜時,采用機加工方法很難做到水道和型腔基本隨形,無法完全保證貼近注塑件表面,冷卻效率低且冷卻程度和速度不均勻,有可能在型腔中出現冷區或熱區,造成塑件各部位冷卻速度不均勻,產生熱變形和熱缺陷。
2 金屬3D打印技術
3D打印技術作為一種解決輕量化、一體化設計、復雜結構制造的先進制造技術,近年來在汽車行業應用越來越廣泛,在汽車零部件創新結構設計、一體化制造、復雜異型結構件制造、個性化需求試制方面顯現出巨大的優勢[1-2]。在汽車車身、底盤零部件和零部件制造領域,較多采用金屬3D打印技術。在所有的金屬3D打印技術中,選擇性激光燒結成形技術(SLS)是應用較為廣泛的3D技術。
選擇性燒結技術SLS(Selective Laser Sinte ring)又稱選擇性激光燒結,由德克薩斯大學的Carl Deckard和同事在1989年發明的[3]。SLS的基本原理是采用高能激光直接熔融金屬粉末沉積,同時粉末金屬材料燒結固化,通過系統自動疊層,逐步生成致密的幾何形狀的實體零部件。SLS技術憑借其設計靈活度高、優于鑄造、媲美鍛造的產品機械性能、高尺寸精度、低的后續機加工余量,成為所有3D技術中,真正在終端領域大規模應用的金屬3D打印技術。在汽車零部件模具制造方面,金屬3D打印在一些小批量、結構復雜、隨形冷卻方面具有技術優勢和一定程度的成本優勢,針對某些異形、特定幾何形狀優勢更明顯。
3 隨形冷卻水道設計
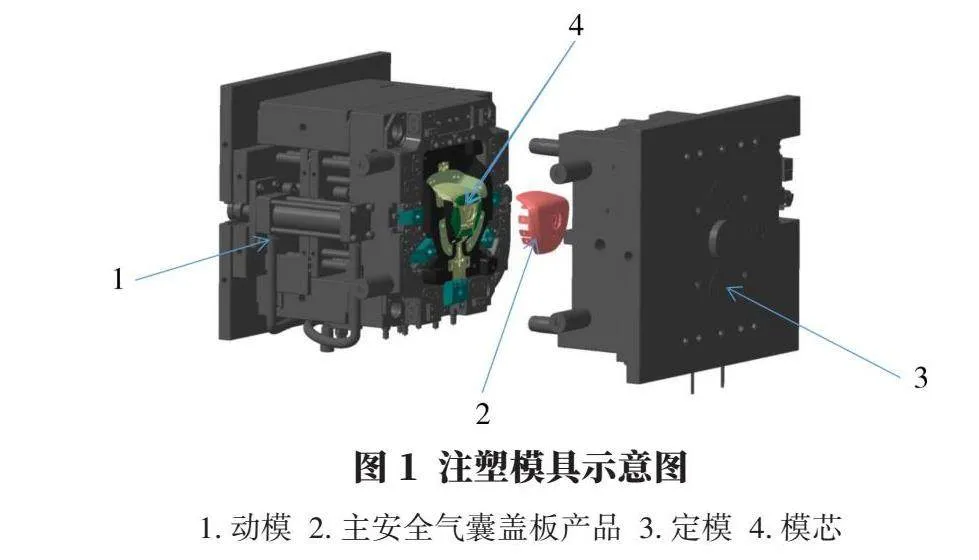
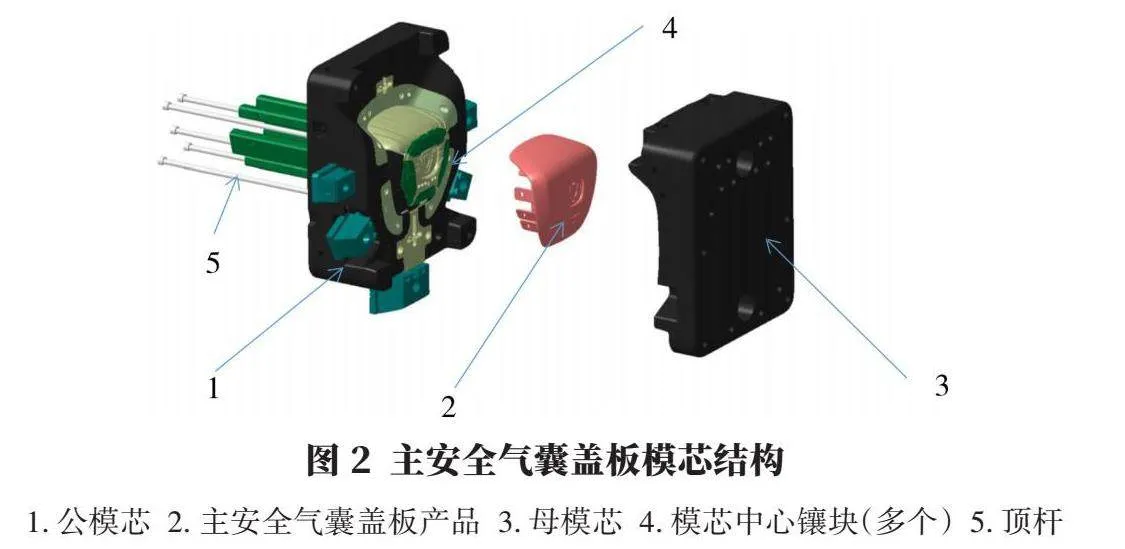
傳統的汽車主安全氣囊蓋板模具型腔的模芯中央的鑲塊,處在模具的中心位置(圖1、圖2),此位置溫度最高,鑲塊需要更快和更均勻的冷卻速度。模具中心鑲塊因最終產品結構需要,分為多個鑲塊組合而成(圖2)。注射成形過程包括預熱階段、注射階段、冷卻階段,其中冷卻保壓階段占據整個成形周期的50%以上。如模具溫度過高,會使成型的塑件收縮率增大、尺寸精度下降,表面產生花斑,并導致產品脫模困難[4]。
隨形冷卻水道(Conformal Cooling Channel,CCC)是指隨產品形狀輪廓變化而變化的冷卻水道。其工作原理是利用水路跟隨制件外形進行布置,從而快速降低溫度[5]。與傳統的冷卻水道相比,隨形冷卻水道可以是異形,能夠很好解決傳統冷卻水道與型腔表面距離不一致的問題,使模具型溫度分布均勻,從而實現注塑產品的高效均勻冷卻,減小翹曲變形等缺陷,同時縮短制品的成型周期,提高生產效率,提高產品競爭力[6]。
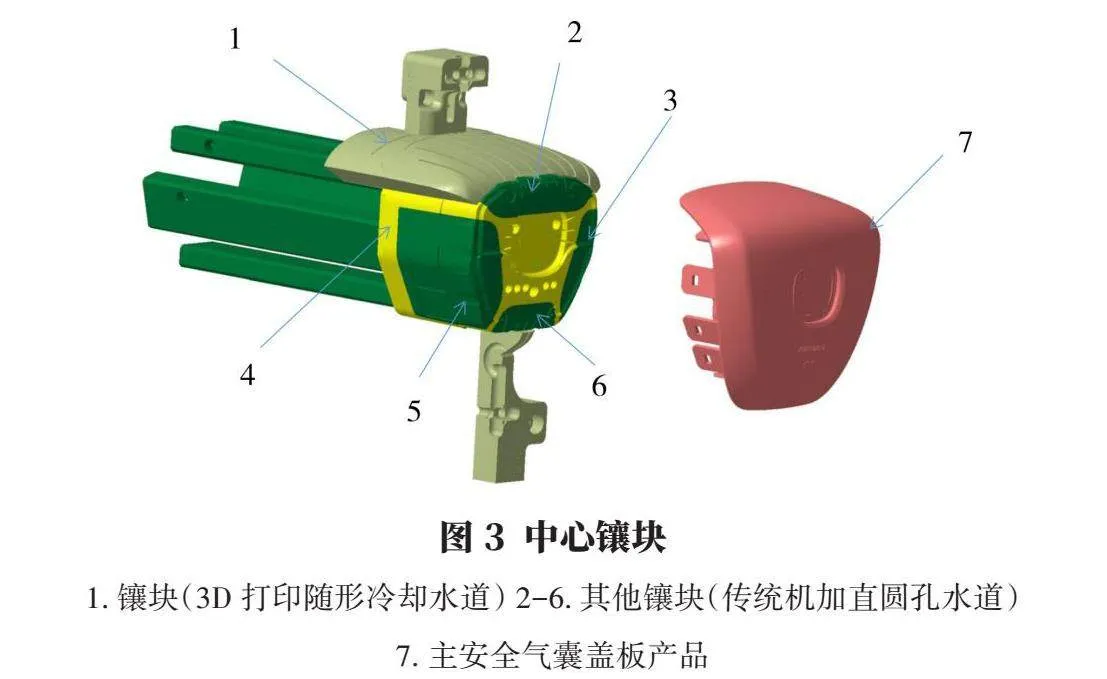
鑲塊1(圖3)相較于其他鑲塊2~6,形狀復雜,型面彎曲,前端尖銳,中間多條裂隙,整體厚度較小,無法采用傳統機加工方式制造冷卻水道,或者只能在鑲塊底座處做出局部冷卻水道,在整個鑲塊高度方向,無冷卻水道布置,直接造成模具局部溫度過高,導致產品此部位和其他部位相比,冷卻緩慢。產品整體冷卻速度不均勻,極易產生翹曲變形、開裂飛邊、冷縮等缺陷。為保證產品整體冷卻定型,在生產中常常采用延長冷卻時間,等待中心部位所有區域都冷卻到合適溫度才開模。冷卻節拍時間過長,嚴重影響最終產品質量和生產效率。鑲塊2~6型面直立,整體厚度均勻,可采用傳統機加工方法加工出圓孔形直冷卻孔道。
根據3D打印技術工藝特點,可在中心鑲塊1內部堆疊出隨形冷卻管道,完全不受傳統機加工工藝方法限制。隨形冷卻水道的布置,僅取決于模具冷卻速度要求,和模具具體形狀,不受傳統機加工工藝要求影響,結構設計的靈活度大幅提高。隨形水道截面可采用多種截面形狀,甚至可以是異形結構,如圖4所示,這種結構是傳統機加工方法完全無法實現的。
傳統的主安全氣囊蓋板表面一般還會做皮紋處理,一方面是為了產品外觀美觀,另一方面也可以遮掩部分產品細部缺陷,如縮痕、橘皮等。采用隨形冷卻水道結構,使主安全氣囊蓋板模具中心鑲塊可靠冷卻,有效減少最終產品的翹曲變形、開裂飛邊、氣泡、縮痕等產品缺陷,顯著提升產品的質量和成品率。同時鑲塊內的冷卻管道可保證核心鑲塊冷卻速度與其他鑲塊冷卻速度一致,保證模具中心區域溫度變化一致,減少因溫度不一致產生的各種產品缺陷,由于鑲塊位于模具最核心區,良好的冷卻速度,可大幅減少模具整體的冷卻時間,提高產品的生產效率。
4 結語
利用3D打印技術工藝特點,進行注塑模具鑲塊隨形冷卻水道設計,并經實物驗證,可以看出,隨形冷卻水道對注塑件模具模芯冷卻產生了良好的效果。雖然3D打印工藝在單件部件生產成本上較傳統鑄造和機加工方法制備的鑲塊有一定增加,但最終得到的終端產品的品質和生產效率有了較大改善,且具備其他有利效果。
a.根據注塑件形狀復雜程度,可降低冷卻時間20%至80%;b.根據注塑件形狀,可減少變形量15%~90%;c.模具成本略有提高,但綜合產能、良品率等因素,最終效益大幅提高;d.隨形水路應用范圍廣,可用于多數注塑模具的冷卻優化。
參考文獻:
[1]徐海彬.金屬3D打印——未來制造業的數字化變革[J].金屬加工(熱加工),2024(1):127-131.
[2]縱榮榮,李海鵬,葛廣躍,等.3D打印技術在汽車行業的應用[J].汽車實用術,2022,47(11):195-199.
[3]陶永亮,楊建京.高分子材料3D打印應用與案例[J].橡塑技術與裝備,2024,50(2):35-41.
[4]王萌萌,趙蒙,王永信,等.成型結構復雜塑件的隨形冷卻水道研究[J].模具工業,2020,46(5):24-28.
[5]吳坤生.基于3D打印的隨形冷卻水路注塑模具設計[J].現代職業教育,2021(39):234-236.
[6]苑愛峰.注塑模具的隨形冷卻水道設計與應用研究[D].徐州:中國礦業大學,2021.
作者簡介:
黃奇,男,1973年生,工程師,研究方向為乘用車、客車、貨車、專用車等車型的整車研發、汽車技術研究和應用等。
姜旭(通訊作者),男,1983年生,正高級工程師,研究方向為車輛檢測與認證、體系認證、綠色制造等。