金屬鋼板表面納秒脈沖激光除銹工藝研究
2024-12-04 00:00:00張文海
中國新技術新產品 2024年11期


摘 要:本文研究了一種金屬鋼板表面納秒脈沖激光除銹工藝。首先,使用單因素分析法獲取納秒脈沖激光除銹工藝參數,得到激光掃描后金屬鋼板表面形貌特征。其次,基于傳熱學理論確定除銹邊界條件,判斷金屬鋼板的溫度場與輪廓變化。最后,生成除銹質量評價指標,判斷除銹工藝的除銹效果,完成金屬鋼板表面納秒脈沖激光除銹。研究結果表明,設計的納秒脈沖激光除銹工藝能完成金屬鋼板表面除銹,當除銹激光功率為600W~1000W時,除銹速度可達30mm/s,因此利用表面納秒脈沖能夠去除金屬鋼板表面除銹,可降低化學除銹污染。
關鍵詞:金屬鋼板;脈沖激光;除銹
中圖分類號:U 671" " " " " " " 文獻標志碼:A
金屬鋼板是一種常見的材料,在建筑、船舶、電力等領域應用廣泛[1]。金屬鋼板受其化學成分、硬度、晶粒度、表面缺陷以及加工熱處理方式等因素影響,經常會出現裂紋、氣孔等缺陷,導致鋼板銹蝕、硬度降低,雜質直接附著在鋼板表面上也容易引起鋼板生銹[2]。進行金屬鋼板除銹處理具有以下3個顯著優勢。首先,可保障金屬鋼板的質量與安全性,消除潛在的缺陷。其次,將金屬鋼板表面的污物和異物清除干凈,使金屬表面光滑、平整,提高金屬表面的美觀度[3]。最后,為后續的涂裝和噴涂表面處理提供更好的條件。為此,本文對金屬鋼板表面除銹工藝進行了研究。
金屬鋼板表面納秒脈沖激光除銹工藝主要利用高能激光束照射金屬表面,使銹蝕層迅速蒸發或剝落,從而實現對金屬表面的快速清理[4]。與傳統的機械除銹和化學除銹相比,激光除銹具有更高的處理速度和效率。在金屬鋼板表面納秒脈沖激光除銹的過程中,需要獲取LIPS參考光譜,進行激光清洗預試驗,劃分清洗單元,進而實現除銹控制。
1 試驗材料和準備
試驗使用LD彭浦固體激光器搭建除銹平臺,為了滿足除銹的峰值功率要求,使用的1000W/500W固體激光器參數見表1。
由表1可知,為了降低連續除銹產生的微熔化作用,需要根據金屬鋼板表面的銹層厚度調整連續激光器功率[5]。
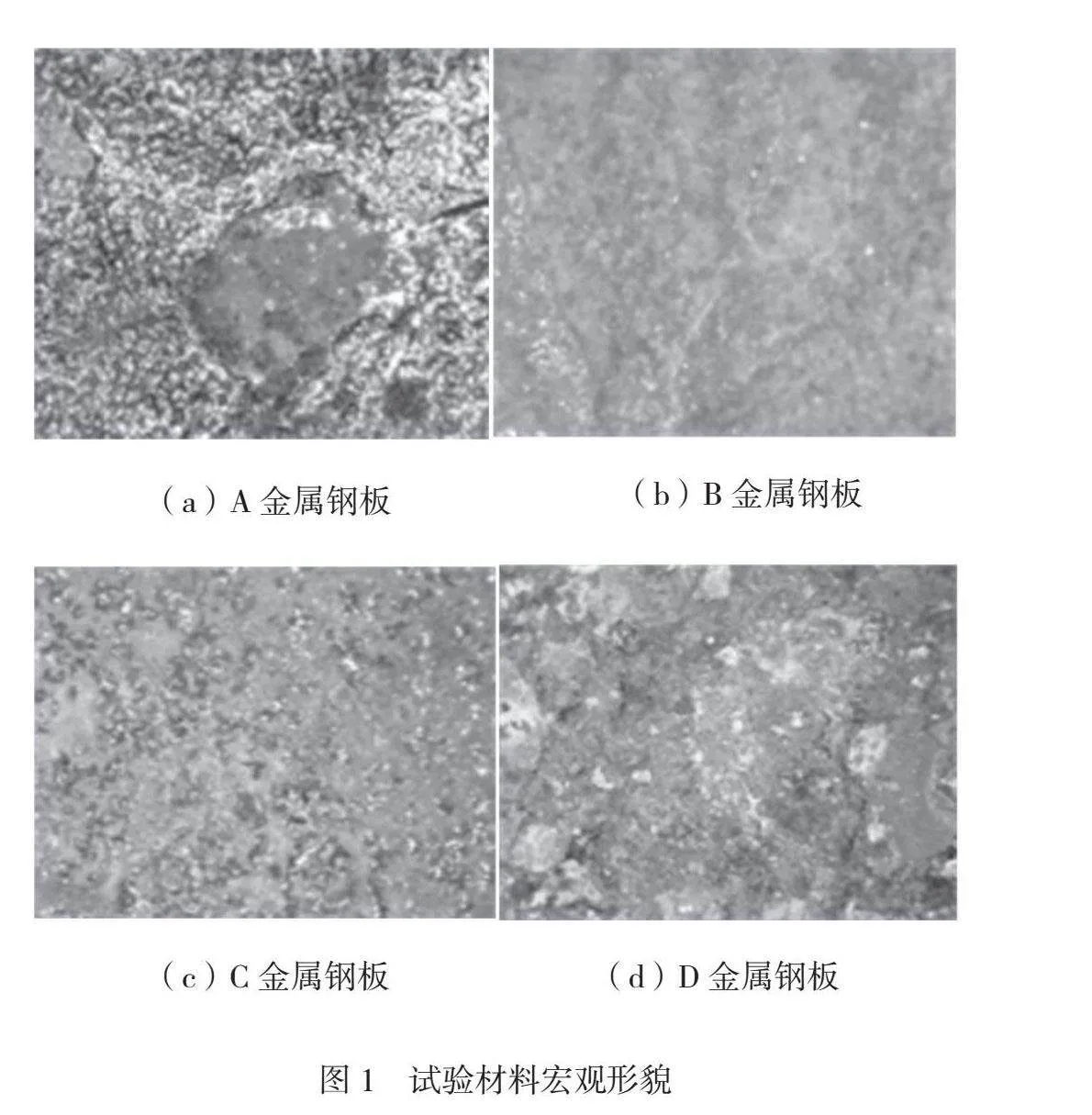
根據金屬鋼板的銹蝕程度,本文選取A、B、C、D共4個不同等級的EH36金屬鋼板作為試驗材料,宏觀形貌如圖1所示。
由圖1可知,A金屬鋼板表面覆蓋了少許浮銹及氧化皮;B金屬鋼板銹蝕布滿鋼材表面;C金屬鋼板存在點蝕,部分氧化皮脫落;D金屬鋼板存在多處點蝕,氧化皮嚴重脫落[6]。試驗金屬鋼板的厚度為8mm,其中C、Si、Mn、P、S、Al、Nb、Ti和Ni的占比分別為0.1%、0.37%、1.47%、0.02%、0.01%、0.023%、0.031%、0.012%和0.13%。為了降低污染物對試驗結果的影響,試驗開始前需要選取400#砂紙進行打磨,并進行超聲波清洗[7]。
待金屬鋼板表面納秒脈沖激光除銹完成后進行定量分析,利用電子顯微鏡對除銹處理后的鋼板進行放大處理。試驗需要放大50~200倍,因此,本文選取EPMA-8050G電子探針與GeminiSEM300掃描電子顯微鏡構建性能表征實驗平臺,再使用自動研磨機進行研磨處理[8]。性能表征分析的內容包括除銹處理后金屬鋼板表面的硬度、腐蝕性等。
2 試驗方法與過程
使用單因素分析法處理納秒脈沖激光除銹工藝參數,處理后進行單次激光掃描,其后判斷金屬鋼板表面的形貌特征。再基于傳熱學理論確定除銹邊界條件,判斷激光除銹后金屬鋼板的溫度場與輪廓變化。最后利用材料元素分步法生成除銹質量評價指標,判斷除銹工藝的除銹效果。具體步驟如下所示。
第一步,使用單因素分析法處理納秒脈沖激光除銹工藝參數,對生銹的金屬鋼板進行激光掃描,調整各項掃描參數。此時設置的功率梯度分別為200W、400W、600W、800W和1000W,不同組別的掃描工藝參數見表2。
根據表2可以判斷除銹清洗的效果。為了提高激光清洗面積,降低燒蝕作用對鋼板除銹造成的影響,本文將高斯光源作為激光光源,獲取了符合試驗要求的參數范圍,此時可以得到除銹功率、速度變化下的試驗結果。
第二步,基于傳熱學理論確定除銹邊界條件,判斷除銹后金屬鋼板的溫度場與輪廓變化。此時計算脈沖激光的徑向分布參數q(r)與發射激光的峰值功率p分別如公式(1)、公式(2)所示。
(1)
(2)
式中:代表激光平均功率;e代表高斯能量參數;R代表有效半徑;f代表脈沖寬度;Q代表除銹周期。
設置的鋼板溫度場熱物性參數見表3。
根據表3可以得到溫度變化下的金屬鋼板納秒脈沖激光除銹試驗結果。
第三步,利用材料元素分步法生成除銹質量評價指標,將使用的納秒脈沖激光設置為連續脈沖與單一脈沖,計算金屬鋼板表面團簇體除銹質量評價指標g(l),如公式(3)所示。
(3)
式中:CA代表凝固的銹蝕質量分數;pa代表絮狀團簇物質質量分數;frf代表銹蝕參量。
此時可以輸出不同類型脈沖激光對金屬鋼板表面納秒脈沖激光除銹的影響試驗結果。
3 試驗結果
根據上述試驗方法與過程,可以得到功率變化情況下的金屬鋼板表面納秒脈沖除銹結果,見表4。
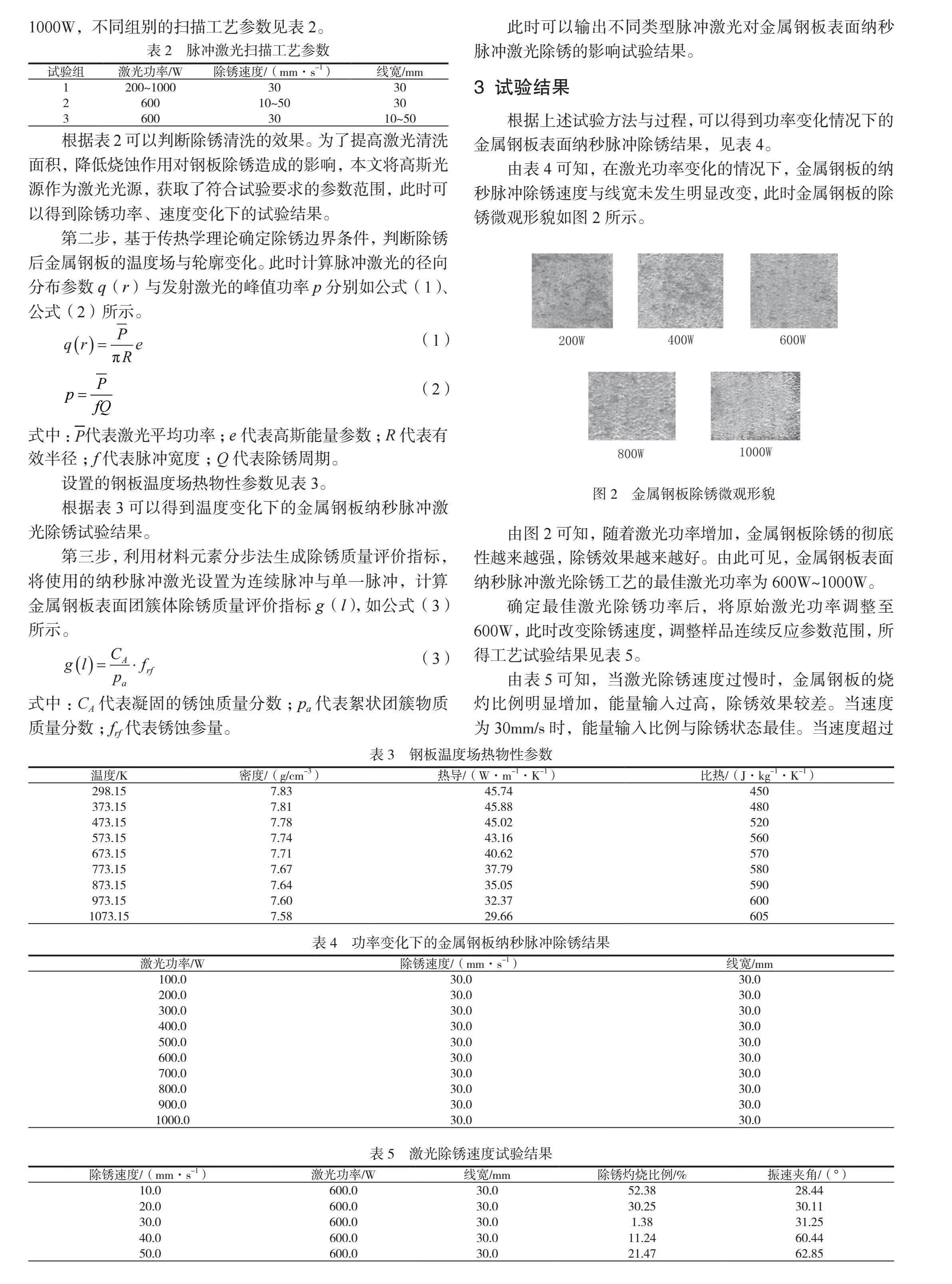
由表4可知,在激光功率變化的情況下,金屬鋼板的納秒脈沖除銹速度與線寬未發生明顯改變,此時金屬鋼板的除銹微觀形貌如圖2所示。
由圖2可知,隨著激光功率增加,金屬鋼板除銹的徹底性越來越強,除銹效果越來越好。由此可見,金屬鋼板表面納秒脈沖激光除銹工藝的最佳激光功率為600W~1000W。
確定最佳激光除銹功率后,將原始激光功率調整至600W,此時改變除銹速度,調整樣品連續反應參數范圍,所得工藝試驗結果見表5。
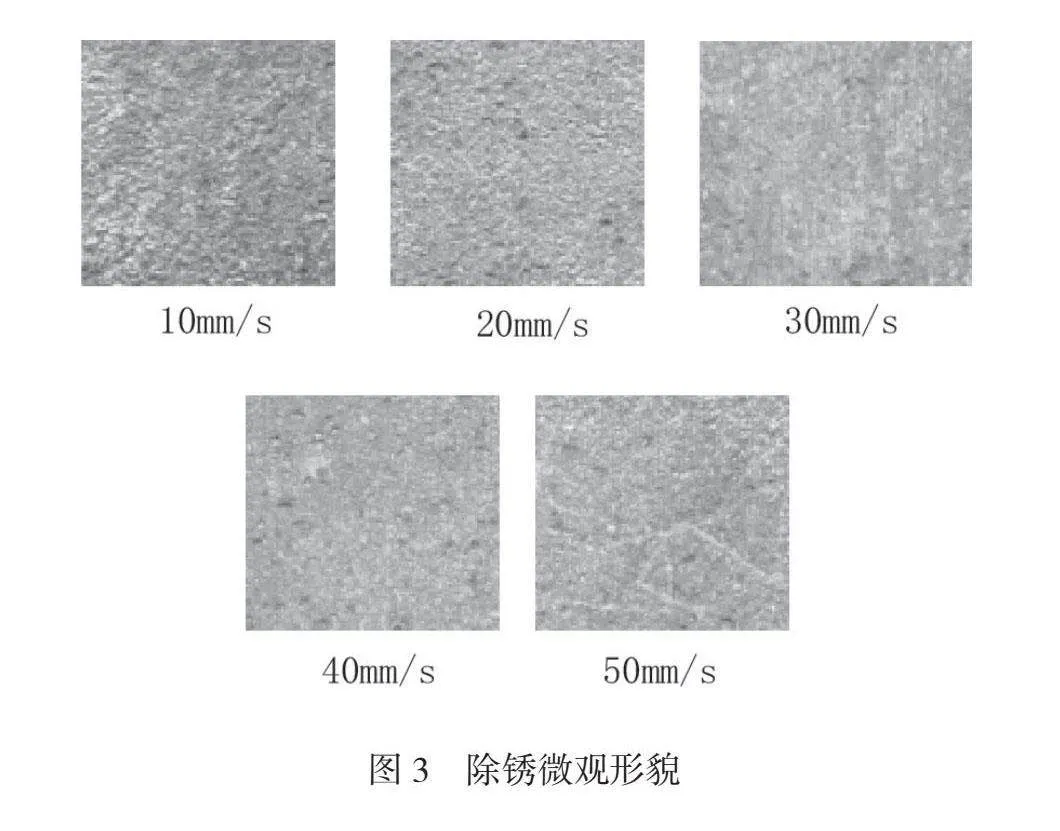
由表5可知,當激光除銹速度過慢時,金屬鋼板的燒灼比例明顯增加,能量輸入過高,除銹效果較差。當速度為30mm/s時,能量輸入比例與除銹狀態最佳。當速度超過40mm時,振速夾角變高,除銹比例下降,此時的除銹微觀形貌如圖3所示。
由圖3可知,30mm/s的納秒脈沖激光除銹效果最佳,金屬鋼板有明顯光澤。除銹溫度發生變化后,金屬鋼板的邊界條件與反應速度也隨之發生改變,所得溫度變化下的納秒脈沖激光除銹試驗結果見表6。
由表6可知,隨著溫度增加,金屬鋼板的銹蝕層物性參數和表面完整除銹耗時下降,因此,在滿足金屬鋼板熔點需求的情況下,溫度越高,納秒脈沖激光除銹效果越好。
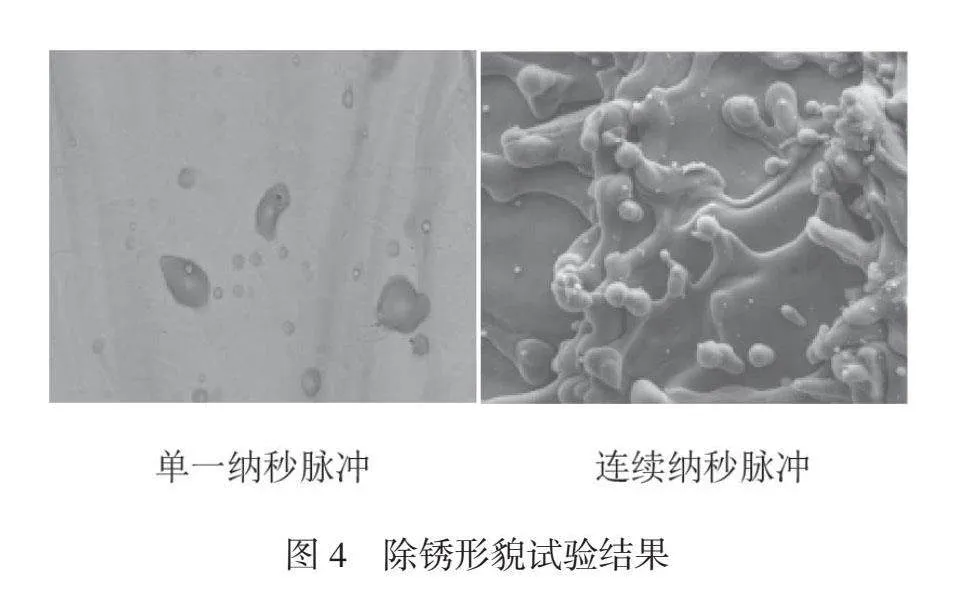
連續脈沖激光與單一脈沖激光不同,除銹后的形貌也不同,此時的除銹形貌試驗結果如圖4所示。
由圖4可知,連續脈沖激光除銹后的形貌變化大,除銹效果較好,因此連續脈沖激光更能滿足納秒脈沖激光除銹工藝的除銹要求。
4 結論
本文設計的金屬鋼板表面納秒脈沖激光除銹工藝能有效完成除銹處理,當除銹溫度越高、除銹激光功率為600W~1000W且除銹速度為30mm/s時,使用連續脈沖激光除銹時的除銹效果越好。
綜上所述,在工業化發展背景下,金屬鋼板的應用越來越廣泛。但在環境因素如氧氣、水蒸氣和腐蝕介質等的作用下,金屬鋼板表面容易形成銹蝕層,不僅影響了金屬的美觀性,還降低了其力學性能和耐腐蝕性。因此,如何有效去除金屬鋼板表面的銹蝕層成為工業生產中的一個重要問題。作為一種新興的除銹方法,納秒脈沖激光除銹技術因其高效、精確和環保的特點而受到廣泛關注,因此,本文研究了一種基于納秒脈沖激光的金屬鋼板除銹工藝。試驗結果表明,應用納秒脈沖金屬鋼板除銹工藝的除銹效果較好,可提高金屬鋼板的除銹速率,降低除銹能耗并減少金屬基材的潛在損傷。
參考文獻
[1]何亞雄,王一欽,韓晶陽,等.飛秒-納秒雙脈沖激光誘導擊穿光譜(LIBS)技術對合金的定量分析[J].中國無機分析化學,2024,14(2):214-222.
[2]管文慧,王翦,袁爍,等.高階徑向拉蓋爾-高斯型飛秒脈沖激光場中級聯三能級原子所受光學偶極力[J].光學學報,2023,43(19):279-287.
[3]曹祥杰,康華超,于海龍,等.納秒脈沖激光誘導CCD探測器鋁層金屬液-固相變時間特性研究[J].應用光學,2023,44(4):898-903.
[4]于程浩,葉繼飛,周偉靜,等.納秒脈沖激光斜入射輻照鋁靶等離子體羽流及微沖量特性研究[J].光譜學與光譜分析,2023,43(3):933-939.
[5]黃邦斗,張傳升,章程,等.皮秒脈沖激光誘導壓力波法測量金屬化薄膜空間電荷[J].中國電機工程學報,2023,43(15):5818-5824.
[6]龔革聯,游利兵,李聰穎,等.準分子激光取樣與電感耦合等離子體質譜和光譜聯用分析儀器研究進展[J].光譜學與光譜分析,2022,42(2):555-560.
[7]王云哲,張魯薇,邵俊峰,等.脈沖激光對石英基底Ta2O5/SiO2濾光膜的損傷效應研究[J].紅外與激光工程,2023,52(3):177-185.
[8]漢琳,苗淑莉,李鵬程.優化組合激光場驅動原子產生高次諧波及單個超短阿秒脈沖理論研究[J].物理學報,2022,71(23):101-112.
