商用車變速器清潔度的影響因素與控制
2024-12-06 00:00:00崔東
商用汽車 2024年4期







摘要:變速器在實際使用場景中常出現斷齒、漏油、軸承和油封異常磨損等問題,其中內部清潔度不佳是導致上述故障的原因之一 。由此可見,變速器的清潔度狀況直接關乎其使用壽命和性能表現。商用車變速器因需承受更大的扭矩載荷和更高的輸入轉速,對清潔度狀態更為敏感。因此,針對商用車變速器清潔度的影響因素進行深入分析,并研究相應的控制方法,是一項至關重要的質量管理工作。本文圍繞影響清潔度的因素和機理、控制方法、管理體系的構建等方面進行了系統研究,旨在為提升變速器壽命和性能提供基礎支撐,并為清潔度管理工作指明工作方向。
關鍵詞:商用車;變速器;清潔度;影響因素;控制方法
中圖分類號:U463 DOI:10.20042/j.cnki.1009-4903. 2024. 04.004
0 引言
隨著科學技術向更高精密度的方向發展,航空、軍事、汽車、電子等領域中關鍵零部件的清潔度問題日益受到人們的重視。因為這些零部件表面殘留的污染物對精密產品的性能影響很大,包括配合精度、使用壽命以及可靠性等方面。此外,伴隨全球環保政策的收緊和技術的發展,新能源商用車因其低碳環保的特性,在汽車行業中的地位愈發重要。變速器總成作為新能源商用車的核心部件,其內部的清潔度直接關系到車輛的運行效能、安全性以及經濟性。因此,實現對商用車變速器總成清潔度的有效控制具有重大的理論價值與實踐意義。
1 清潔度影響因素及機理分析
1.1 零件加工殘留物
在生產制造過程中,零部件經過切削、磨削、熱處理等工藝后,會留下金屬屑、磨料顆粒、防銹油、冷卻液等殘留物。若清洗不充分,或毛刺、飛邊去除不徹底,這些殘留物在變速器工作時將加速摩擦副的磨損,堵塞潤滑油路或油泵通道,從而影響潤滑效果和換擋功能,并存在損壞油封的風險。
1.2 裝配過程污染
目前,裝配車間大多采用主體鋼結構廠房,并非全封閉環境,且室內缺乏密封除塵裝置。因此,空氣中的灰塵等污染物極易進入生產和裝配車間,導致裝配環境受到污染。在變速器總成裝配期間,尤其是開放狀態下,裝配環境中的灰塵、纖維等異物可能進入變速器內部。這些異物包括人員脫落的毛發、工衣掉落的線頭,以及用于安裝變速器內部零件的工裝剝落的異物或金屬屑。此外,零件裝配工作臺上的異物在裝配過程中也有可能被帶入變速器內部。
1.3 清洗工藝與清洗劑
清洗工藝的選擇及其執行標準是確保清潔度的重要環節。使用不恰當或質量不達標的清洗劑,不僅不能有效去除污染物,還可能引入新的化學雜質,影響清洗效果。
1.4 包裝與存儲
零部件在清洗后,若未能妥善進行包裝和存儲,可能會重新吸附空氣中的塵埃和其他微粒,從而導致二次污染。因此,包裝與存儲環節同樣至關重要。
1.5 運輸過程
在運輸過程中,由于振動和碰撞,已清洗干凈的零部件可能會再次接觸到污染物。因此,在運輸過程中需要采取適當的保護措施,以減少零部件受到污染的風險。
2 清潔度控制方法
清潔度是衡量零件清潔水平的關鍵指標,它表示清洗后在零件或產品特定表面上殘留污染物的限量值。因此,清潔度的控制實質上就是污染物的控制。
清潔度控制不只存在于機加工或裝配環節,根據VDA19.2的規范,它貫穿從外購件入庫到總成出庫的整個過程。因此,變速器總成清潔度控制方法主要圍繞人、機、料、法、環、測6個方面進行探討。
2.1 人方面的控制方法
人是生產過程的核心資源,人員的質量意識和操作技能對清潔度有著重要影響。因此,加強各區域人員的培訓,樹立清潔度控制的質量意識至關重要。在作業過程中,應嚴格執行“三不原則”:不制造清潔度不合格的零件、不流轉清潔度不合格的零件、不接收清潔度不合格的零件,以防止清潔度不合格的零部件進入產線。
員工應遵守作業指導書的要求,這是最基本的職業素養。通過持續培訓,使員工明確自己的職責、操作方法和工作標準。同時,員工自身的穿戴,如手套、工服等,應定期更換并保持清潔,必要時需佩戴工作帽以防止頭發落入生產現場。
2.2 “機”方面的控制方法
直接參與生產過程的機器設備對生產出合格產品至關重要。不合格的機器設備不得參與生產,應及時淘汰和更新。
機器設備應定期檢修和保養,以確保其始終處于最佳工作狀態,提高產出合格率。在檢修和保養的過程中,應保持機器設備和現場的清潔。對于易松動、脫落的設備零件,要進行日常點檢和定期緊固,防止異物掉落進入箱內。同時,需定期更換的濾芯、濾網等過濾部件要按時更換。
2.3 料方面的控制方法
零件物料是變速器總成的組成部分,其清潔度直接影響到總成清潔度狀態。
在設計階段,應明確零件清潔標準,作為采購件和自制件的清潔度控制依據及零件交付的檢驗標準。合格的零件應防止受到二次污染,如在指定區域進行拆包,以最小包裝狀態上線,并在使用時才拆除包裝。拆包后的零件應重新包裝,無包裝物料在周轉時應進行物理防護。生產線邊存放的物料超過規定時間且無使用計劃時,也應進行物理防護。零件應置于潔凈的工作臺或器具內,自制的零件應按作業指導書進行去毛刺、清洗、防銹、包裝等處理。
2.4 “法”方面的控制方法
“法”指的是生產的工藝方法、工藝路線和工藝參數設置等方面。
制定合理的加工和裝配工藝路線對保證產品質量至關重要。零件清洗是清潔度保證的第一環,只有確保清晰干凈,才能進一步保持清潔。因此,穩定的清洗參數、試劑用量和工藝方法是清洗出清潔度合格零件的關鍵。此外,變速器內部結構設計也影響著清洗效果,減少難以清洗的死角、深孔和盲區等,能有效提高清洗效果。
2.5 “環”方面的控制方法
清潔的裝配環境是杜絕混入雜質的保護傘,差的裝配環境絕對是雜質入侵的方便之門”,。因此,確保作業環境的清潔是清潔度控制的基礎。根據作業性質的不同,應將工作區域進行合理劃分,例如,將打磨、拋丸等易產生異物飛濺、粉塵和顆粒的工序與清洗、包裝、拆包、裝配工序進行嚴格的區域分隔,以確保后者作業環境的清潔度。引入先進的除塵設備或建設無塵車間,是提升環境清潔度控制水平的有效措施。
嚴格執行5S管理規定,做好整理、整頓、清掃和清潔工作,最終養成良好的清潔度控制素養是保持環境清潔的重要手段之一。
2.6 測方面的控制方法
測量是清潔度控制過程中的檢驗手段,用來評估清潔度控制的效果。測量應該應用在整個生產過程中,對來料、清洗后零件、裝配過程中的工裝工具和臺面以及變速器總成等進行定量清潔度抽檢。
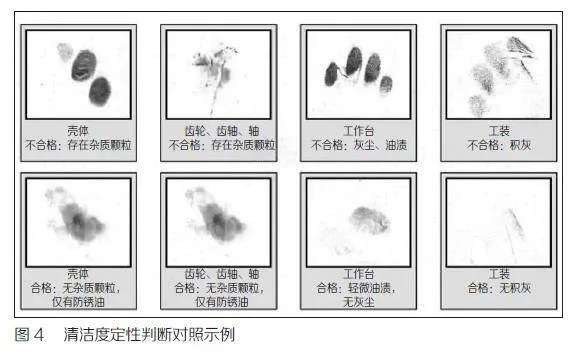
為方便日常的清潔度管理,可根據實際情況,從觸感、目視、擦拭等方面出發,編制清潔度定性判斷對照表(如圖4)。該對照表可作為日常清潔度管理的參考依據。
定量檢測的方法和要求,可參考《GB/T 41481-2022道路車輛零部件和系統的清潔度A標準執行。這將有助于更準確地評估清潔度控制的效果,并采取相應的改進措施。
3 清潔度定例化管理
清潔度的控制是一個系統工程,涉及產品設計、過程工藝設計、制造過程、倉儲物流等多個環節。因此要把清潔度管好,就需要建立一套適合自己的管理體系,將各個環節納入其中統籌管理,形成定例化的管理流程。
該管理體系主要包括以下幾個方面:
①清潔度管理制度的建立:以企業制度的形式,明確各區域的職責分工、工作內容、工作流程以及考核規則。
②建立清潔度標準:針對有清潔度控制要求的零件、部件、總成等,設置明確的清潔度標準。這些標準最好在設計圖紙上直接體現,作為技術要求進行管理。標準的建立不僅有利于生產執行端和供應商對清潔度進行控制,同時也是評價清潔度合格與否的重要依據。
一般情況主要從異物的顆粒尺寸和重量2個維度進行清潔度標準設定。在定義了顆粒尺寸等級(表1)和零件表面清潔度等級(表2)后,再根據清潔度代碼規則和結合產品使用場景即可設定零件清潔度標準(表3)。
在規定的尺寸段內,零部件的清潔度等級按表2確定,它是以零部件每1 000 cm2表面積上所含顆粒的總質量來表示。
各個零部件清潔度標準以清潔度代碼表示如下:
根據表1、表2對顆粒尺寸等級和清潔度等級的定義以及清潔度代碼表示方法,將變速器零件進行分類設置清潔度標準,如表3所示。
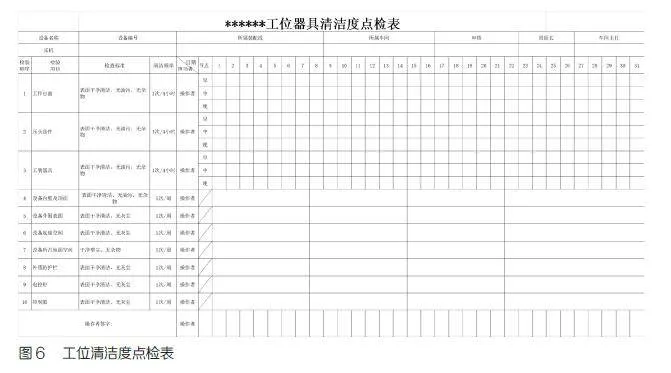
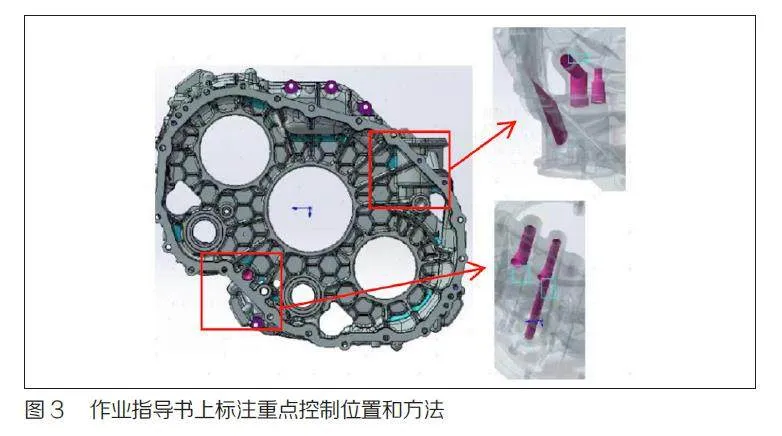
③清潔度控制方法的建立:無論是自制件還是采購件,都應建立并固化清潔度控制的基本方法。這些方法應詳細記錄在作業指導書中,用于指導操作人員進行清潔度控制。例如,將零件清洗的參數(如清洗工藝路線、時間、清洗劑濃度、溫度等)、機加工零件的交叉孔去毛刺方法和重點關注區域等固化在作業指導書中。同時,將產品裝配過程中可能引起異物進入的環節納入日常點檢表中(如圖5、圖6所示),做到分級點檢,以杜絕二次污染。
④監督監管機制的建立:在依托清潔度管理制度的同時,結合工藝紀律檢查、5S檢查、二方審核等活動,將清潔度的管理作為其中一項重要內容。這有助于對工廠內部和供應商端進行有效監督,確保清潔度管理的持續性和有效性。
4 結論
影響清潔度指標的因素貫穿于產品制造的整個過程中。通過嚴格控制過程中的“人、機、料、法、環”各個環節,并結合有效的“測”評估手段,可以顯著提升產品的清潔度狀態。另一方面,清潔度定例化管理體系的構建,為標準化、常態化、規范化地開展清潔度控制工作提供了堅實的保障。
商用車變速器總成清潔度控制是一項復雜而系統的工程,它涉及多學科交叉,需要綜合施策。本文的研究成果不僅為提升車輛的整體性能提供了有力的技術支持和體系支撐,同時也為未來該領域的深入探索與技術創新指明了方向。