基于CutPro的切削顫振抑制研究
2024-12-06 00:00:00景睿安秋嫻余音
中國(guó)新技術(shù)新產(chǎn)品 2024年13期


摘要:針對(duì)航空鋁合金結(jié)構(gòu)件在切削加工過(guò)程中易發(fā)生切削顫振,導(dǎo)致零件表面質(zhì)量以及精度不達(dá)標(biāo)的問(wèn)題,本文研究金屬零件切削加工顫振的產(chǎn)生機(jī)理和抑制方法,提出基于CutPro切削動(dòng)力學(xué)仿真軟件的切削顫振抑制方法。分析刀具顫振穩(wěn)定性葉瓣圖,對(duì)切削參數(shù)進(jìn)行優(yōu)化。切削試驗(yàn)驗(yàn)證了參數(shù)優(yōu)化的有效性,優(yōu)化后的切削參數(shù)能夠顯著降低切削顫振的發(fā)生頻率,提高零件表面質(zhì)量。本文研究為航空制造型企業(yè)提供了一種簡(jiǎn)單、高效并實(shí)用的鋁合金切削顫振抑制方法,實(shí)際應(yīng)用價(jià)值很高。
關(guān)鍵詞:航空鋁合金結(jié)構(gòu)件;國(guó)產(chǎn)大飛機(jī);切削顫振;CutPro;參數(shù)優(yōu)化
中圖分類(lèi)號(hào):TG54""""""""" 文獻(xiàn)標(biāo)志碼:A
在航空工業(yè)中,鋁合金質(zhì)量輕,強(qiáng)度和耐蝕性高,鑄造和塑性加工性能優(yōu)秀,因此廣泛應(yīng)用于各種結(jié)構(gòu)件制造。在國(guó)產(chǎn)大飛機(jī)的制造過(guò)程中,鋁合金材料地位十分重要。
在切削過(guò)程中,切削顫振是一種常見(jiàn)的自激振動(dòng)現(xiàn)象。切削系統(tǒng)通常由機(jī)床、刀具、零件和夾具組成,切削系統(tǒng)動(dòng)態(tài)特性不穩(wěn)定以及不恰當(dāng)?shù)那邢鲄?shù)會(huì)產(chǎn)生切削顫振現(xiàn)象。切削顫振不僅直接影響零件的表面質(zhì)量和加工精度,而且可能引發(fā)刀具磨損、機(jī)床故障等一系列問(wèn)題。這些問(wèn)題不僅增加制造成本,還可能延長(zhǎng)制造周期,對(duì)航空制造企業(yè)的生產(chǎn)效率和經(jīng)濟(jì)效益產(chǎn)生負(fù)面影響。因此,研究和解決航空鋁合金切削顫振問(wèn)題能夠提升產(chǎn)品質(zhì)量和加工效率,推動(dòng)航空制造技術(shù)發(fā)展。
1切削顫振研究現(xiàn)狀
切削顫振產(chǎn)生的原理可以分為摩擦顫振、振型耦合顫振以及再生顫振[1-3]。徐興等[4]利用Altintas再生型切削顫振預(yù)測(cè)理論建立了切削穩(wěn)定性預(yù)測(cè)模型,根據(jù)試驗(yàn)和參數(shù)分析系統(tǒng)探討了模態(tài)剛度、固有頻率、阻尼比和切削系數(shù)對(duì)切削穩(wěn)定性的影響,優(yōu)化切削工藝,提高生產(chǎn)效率。DING等[5]采用零階頻域法,結(jié)合有限元分析,分階段獲取零件在銑削過(guò)程中的模態(tài)參數(shù),構(gòu)建了薄壁件銑削的三維顫振穩(wěn)定域模型。
隨著計(jì)算機(jī)技術(shù)不斷地發(fā)展,工程需求日益增長(zhǎng),切削動(dòng)力學(xué)仿真軟件在金屬切削加工領(lǐng)域的應(yīng)用越來(lái)越廣泛,成為優(yōu)化切削參數(shù)、提高加工質(zhì)量和效率的重要工具。王開(kāi)發(fā)[6]使用AdvantEdge軟件基于復(fù)雜曲面薄壁件五軸數(shù)控加工的仿真結(jié)果和頻域法建立了動(dòng)力學(xué)模型,利用模態(tài)分析和顫振穩(wěn)定域構(gòu)建驗(yàn)證了非均勻余量工藝優(yōu)化設(shè)計(jì)的可行性與有效性。韓旭[7]利用CutPro切削動(dòng)力學(xué)仿真軟件計(jì)算顫振穩(wěn)定域,求解機(jī)床最佳主軸轉(zhuǎn)速、進(jìn)給速度和切削深度,提高表面質(zhì)量和材料去除率,延長(zhǎng)刀具和主軸壽命。盧輝[8]利用CutPro獲得穩(wěn)定域葉瓣圖,以切削時(shí)間為優(yōu)化目標(biāo),以切削深度、主軸轉(zhuǎn)速和每齒進(jìn)給量為試驗(yàn)因素,設(shè)計(jì)三因素四水平的正交試驗(yàn),獲得最佳工藝參數(shù)。
本文研究航空鋁合金零件基于CutPro的切削顫振抑制方法,根據(jù)具體切削實(shí)例驗(yàn)證該方法的有效性,為航空制造型企業(yè)提供一種簡(jiǎn)便、高效且實(shí)用的鋁合金切削顫振抑制方案。
2基于CutPro的切削顫振抑制方法
利用CutPro分析航空鋁合金零件在切削過(guò)程中的顫振現(xiàn)象,繪制顫振穩(wěn)定性葉瓣圖,優(yōu)化切削參數(shù),達(dá)到抑制顫振的目的,具體方法如下。首先,針對(duì)發(fā)生顫振現(xiàn)象的零件進(jìn)行敲擊試驗(yàn)。在刀具或零件表面安裝加速度傳感器,使用力錘對(duì)刀具進(jìn)行敲擊,測(cè)量并記錄刀具、機(jī)床、零件和夾具組成的系統(tǒng)在不同頻率中的振動(dòng)響應(yīng)數(shù)據(jù)。其次,利用CutPro對(duì)收集的振動(dòng)響應(yīng)數(shù)據(jù)進(jìn)行分析,繪制系統(tǒng)的頻率響應(yīng)曲線(xiàn)。分析這條曲線(xiàn),使用CutPro計(jì)算系統(tǒng)的固有頻率、阻尼比和剛度等模態(tài)參數(shù)。固有頻率是當(dāng)沒(méi)有外部激勵(lì)作用時(shí)系統(tǒng)自然振動(dòng)的頻率,其與系統(tǒng)對(duì)不同頻率外部激勵(lì)的響應(yīng)特性有統(tǒng)計(jì)學(xué)意義。阻尼比反映了系統(tǒng)對(duì)振動(dòng)的阻尼能力,即系統(tǒng)振動(dòng)能量隨時(shí)間衰減的速度,它與系統(tǒng)振動(dòng)的穩(wěn)定性和衰減程度有統(tǒng)計(jì)學(xué)意義。剛度為當(dāng)系統(tǒng)受到外力作用時(shí)抵抗變形的能力,體現(xiàn)了系統(tǒng)的結(jié)構(gòu)強(qiáng)度和穩(wěn)定性。
在獲得模態(tài)參數(shù)后,結(jié)合刀具的具體參數(shù)(例如刀具材料、幾何形狀等)以及當(dāng)前的切削參數(shù)(例如切削速度、進(jìn)給量和切削深度等),利用CutPro繪制系統(tǒng)的顫振穩(wěn)定性葉瓣圖,展示在不同切削參數(shù)條件下系統(tǒng)的顫振穩(wěn)定邊界。根據(jù)葉瓣圖可知在當(dāng)前切削參數(shù)條件下系統(tǒng)是否容易發(fā)生顫振,找到使系統(tǒng)處于穩(wěn)定切削狀態(tài)的參數(shù)范圍。
根據(jù)葉瓣圖對(duì)切削參數(shù)進(jìn)行優(yōu)化。利用CutPro切削仿真直觀(guān)展示切削參數(shù)優(yōu)化后顫振抑制的效果。
3基于CutPro的切削顫振抑制實(shí)例試驗(yàn)分析
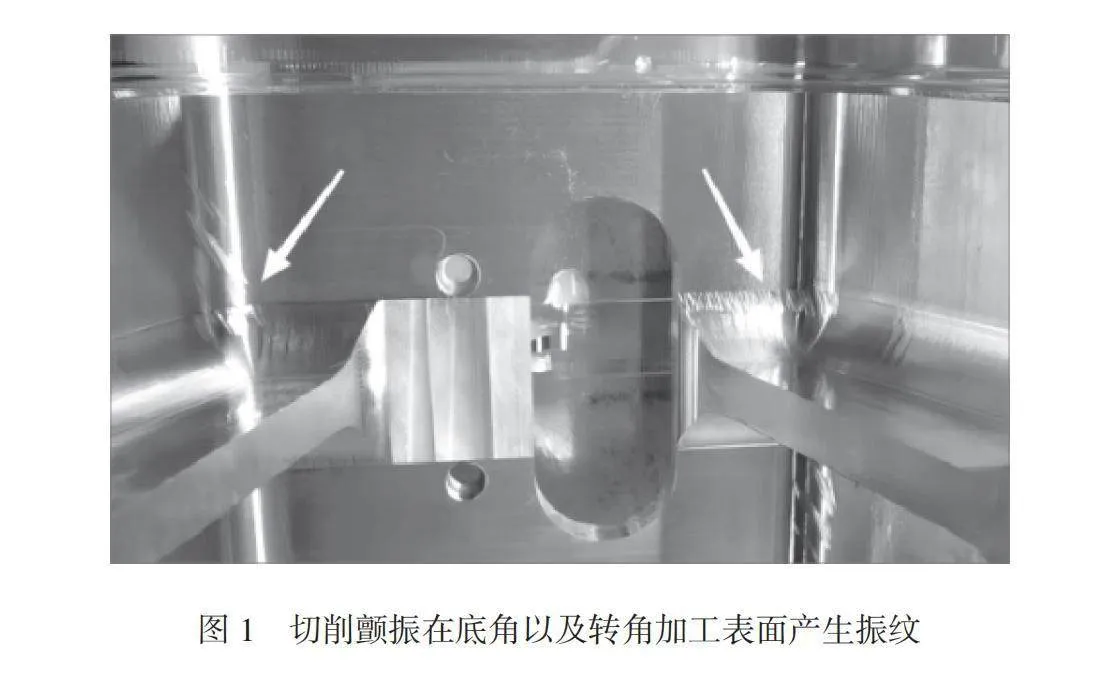
本文的研究對(duì)象為國(guó)產(chǎn)大飛機(jī)C919某鋁合金結(jié)構(gòu)件。在實(shí)際加工生產(chǎn)過(guò)程中,當(dāng)精加工該零件底角以及轉(zhuǎn)角時(shí)發(fā)生了顫振現(xiàn)象,底角以及轉(zhuǎn)角加工表面產(chǎn)生了較為明顯的振紋(如圖1所示)。在銑削加工過(guò)程中,主軸-刀柄-刀具系統(tǒng)(Spindle-Toolholder-tool System,SHT)具有高柔性,因此成為影響加工穩(wěn)定性的關(guān)鍵。在精加工底角前零件整體結(jié)構(gòu)剛性較好,因此,下文將重點(diǎn)研究SHT的動(dòng)力學(xué)特性,尋找有效抑制切削顫振的方法。
3.1利用敲擊試驗(yàn)獲得系統(tǒng)頻響曲線(xiàn)
利用系統(tǒng)動(dòng)態(tài)剛度隨頻率變化的曲線(xiàn)圖來(lái)表示系統(tǒng)的頻率響應(yīng)函數(shù),表現(xiàn)了系統(tǒng)的動(dòng)態(tài)特性,繪制穩(wěn)定性葉瓣圖是分析系統(tǒng)模態(tài)、研究顫振抑制方法的基礎(chǔ)。
采用沖擊式力錘敲擊刀具,對(duì)系統(tǒng)施加瞬態(tài)激勵(lì),激發(fā)其動(dòng)態(tài)響應(yīng),在刀具敲擊點(diǎn)背面安裝加速度計(jì)來(lái)測(cè)量這個(gè)響應(yīng),這種響應(yīng)直接反映機(jī)床結(jié)構(gòu)的動(dòng)力學(xué)特性。CutPro通過(guò)加速度傳感器獲取加速度信號(hào),對(duì)這些信號(hào)進(jìn)行2次積分處理,轉(zhuǎn)換為位移數(shù)據(jù),結(jié)合敲擊力測(cè)量結(jié)果得到頻率響應(yīng)函數(shù)。
在銑削加工過(guò)程中,在X、Y和Z3個(gè)方向,SHT系統(tǒng)都具有柔性。在Z方向結(jié)構(gòu)剛性更大,因此當(dāng)端銑刀銑削時(shí),只需要考慮XY平面中的柔性。在這種情況下,可以忽略Z方向的動(dòng)力學(xué)特性。
3.2模態(tài)參數(shù)分析
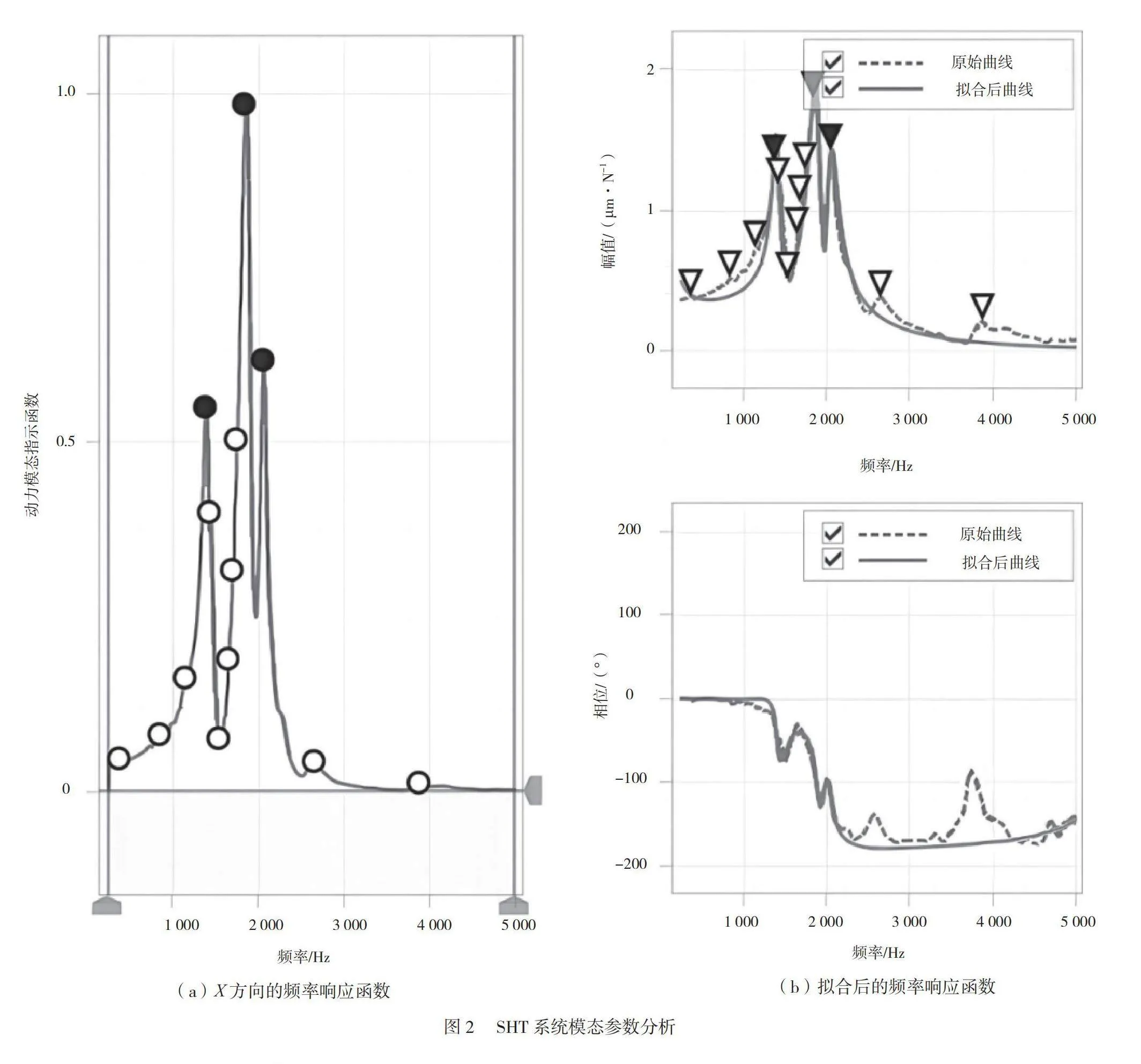
模態(tài)參數(shù)例如固有頻率、阻尼比以及模態(tài)剛度等能夠完整描述系統(tǒng)的動(dòng)力學(xué)特性,揭示系統(tǒng)在不同頻率中的響應(yīng)特性和振動(dòng)模態(tài)。分析這些參數(shù),深入了解系統(tǒng)的穩(wěn)定性、阻尼效應(yīng)以及頻率響應(yīng)等性質(zhì),為后續(xù)的系統(tǒng)穩(wěn)定性分析提供數(shù)據(jù)基礎(chǔ)。如圖2(a)所示,以SHT系統(tǒng)X方向(進(jìn)給方向)的頻率響應(yīng)函數(shù)為例,選取峰值點(diǎn)進(jìn)行模態(tài)分析,峰值點(diǎn)對(duì)應(yīng)系統(tǒng)的共振頻率即固有頻率。固有頻率是模態(tài)參數(shù)中的一個(gè)重要指標(biāo),它描述了當(dāng)自由振動(dòng)時(shí)系統(tǒng)的頻率特性。對(duì)頻響曲線(xiàn)進(jìn)行濾波擬合,去除噪聲和干擾信號(hào),提高分析的準(zhǔn)確性和可靠性,擬合后的頻率響應(yīng)函數(shù)如圖2(b)所示。分析計(jì)算擬合后多個(gè)峰值點(diǎn)對(duì)應(yīng)的模態(tài)參數(shù),得到SHT系統(tǒng)多個(gè)模態(tài)中的固有頻率、阻尼比以及模態(tài)剛度等,模態(tài)參數(shù)見(jiàn)表1。
3.3穩(wěn)定性葉瓣圖分析
通過(guò)上文實(shí)驗(yàn)及數(shù)據(jù)分析繪制SHT系統(tǒng)的穩(wěn)定性葉瓣圖。穩(wěn)定性葉瓣圖是研究顫振的重要方法,它表示機(jī)床主軸轉(zhuǎn)速與切削深度之間有統(tǒng)計(jì)學(xué)意義,展示了當(dāng)主軸轉(zhuǎn)速與切削深度不同時(shí)系統(tǒng)的顫振穩(wěn)定邊界。穩(wěn)定性葉瓣圖可以直觀(guān)地指導(dǎo)工藝人員選擇合適的切削參數(shù),有效減少切削顫振。
使用CutPro進(jìn)行刀具配置,精加工底角刀具規(guī)格參數(shù)見(jiàn)表2,設(shè)置切削條件參數(shù),包括主軸轉(zhuǎn)動(dòng)方向、銑削模式、進(jìn)給率、仿真的最大轉(zhuǎn)速以及徑向切寬等。
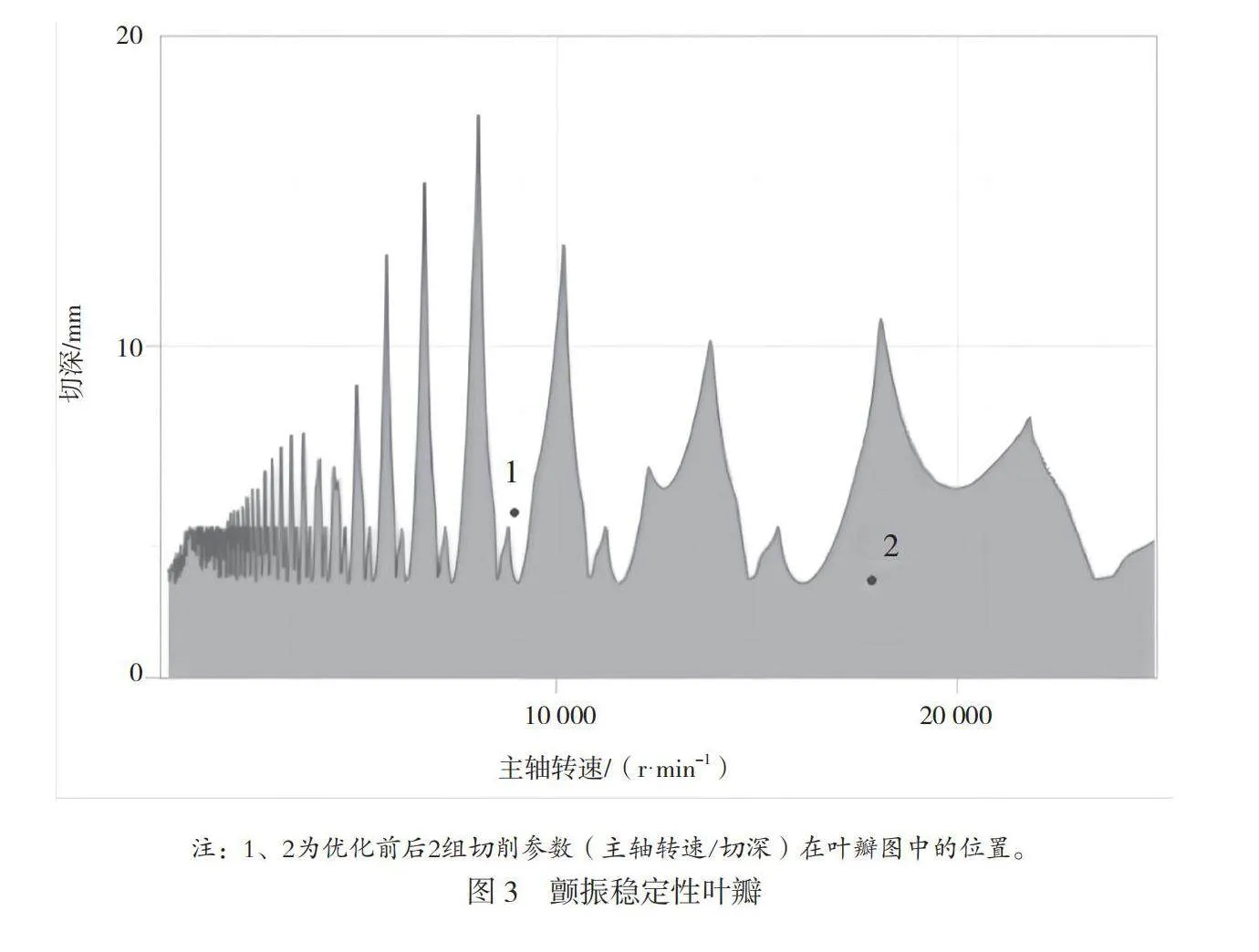
導(dǎo)入系統(tǒng)的模態(tài)參數(shù),得到刀具-機(jī)床系統(tǒng)的顫振穩(wěn)定性葉瓣,如圖3所示。橫軸為主軸轉(zhuǎn)速,縱軸為切深,深色區(qū)域?yàn)榍邢鞣€(wěn)定區(qū)域,當(dāng)進(jìn)行工藝參數(shù)優(yōu)化選擇時(shí),應(yīng)優(yōu)先選擇深色區(qū)域內(nèi)的主軸轉(zhuǎn)速與切深組合。
3.4切削參數(shù)優(yōu)化以及仿真
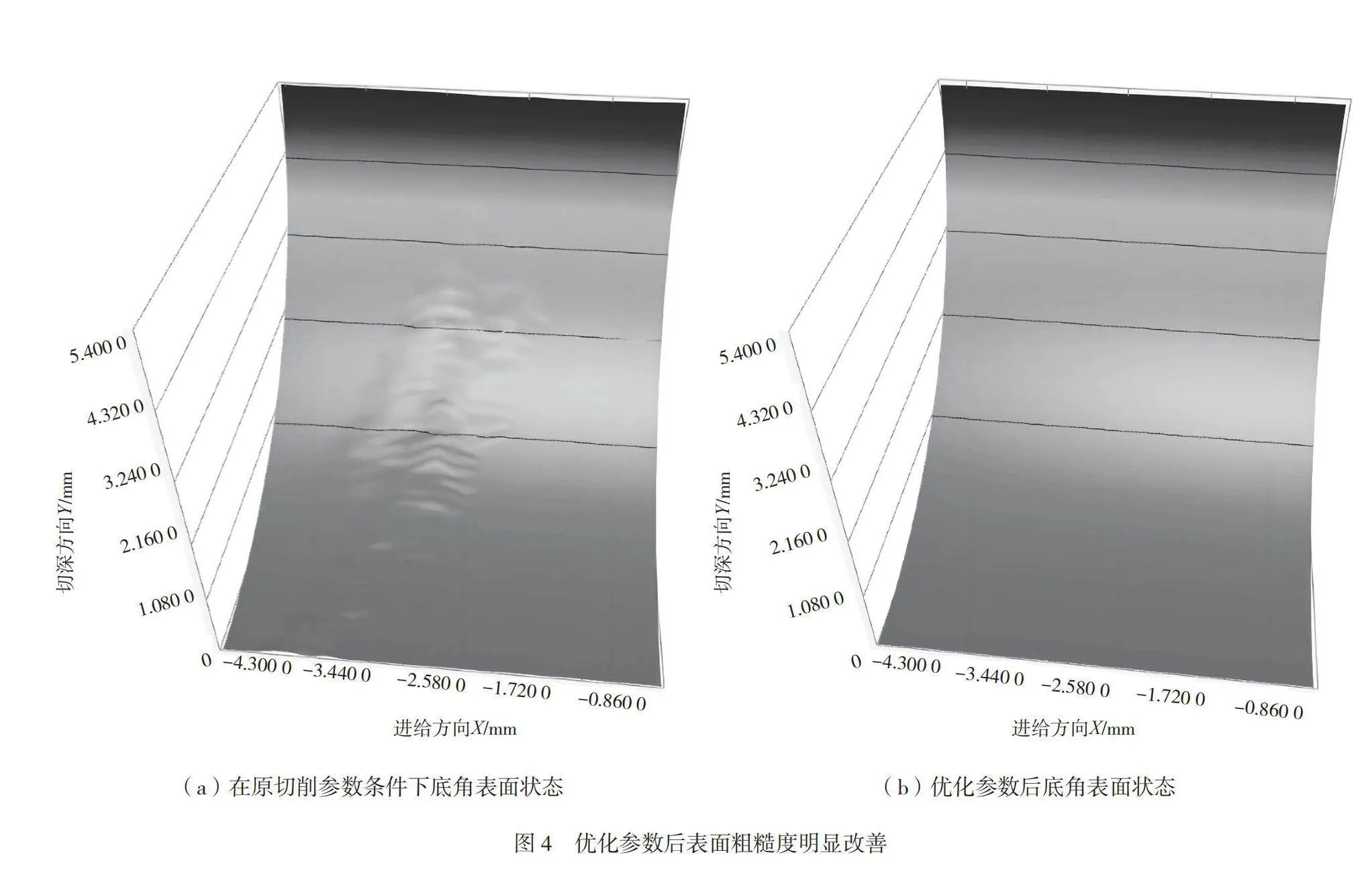
在原切削過(guò)程中,主軸轉(zhuǎn)速為9000r/min,當(dāng)加工底角時(shí)的切深接近5.4mm。這組切削參數(shù)落在圖3中的點(diǎn)1處,即深色穩(wěn)定區(qū)域外。這表明在該切削參數(shù)條件下容易發(fā)生切削顫振,這與原切削結(jié)果一致。本研究使用的機(jī)床主軸最高轉(zhuǎn)速為20000r/min。參考顫振穩(wěn)定性葉瓣圖對(duì)切削參數(shù)進(jìn)行優(yōu)化。將切深降至3mm,將主軸轉(zhuǎn)速提高至18000r/min。優(yōu)化后的切削參數(shù)落在圖3中的點(diǎn)2處,即深色穩(wěn)定區(qū)域。利用CutPro切削模塊對(duì)優(yōu)化前后在2組切削參數(shù)條件下的零件表面粗糙度進(jìn)行仿真分析。在原切削參數(shù)條件下底角的表面狀態(tài)如圖4(a)所示,其表面粗糙度較高,存在明顯不平整區(qū)域。優(yōu)化主軸轉(zhuǎn)速和切深后底角的表面狀態(tài)如圖4(b)所示,其表面質(zhì)量顯著提升,表面平整光滑。
3.5優(yōu)化驗(yàn)證試驗(yàn)以及結(jié)果分析
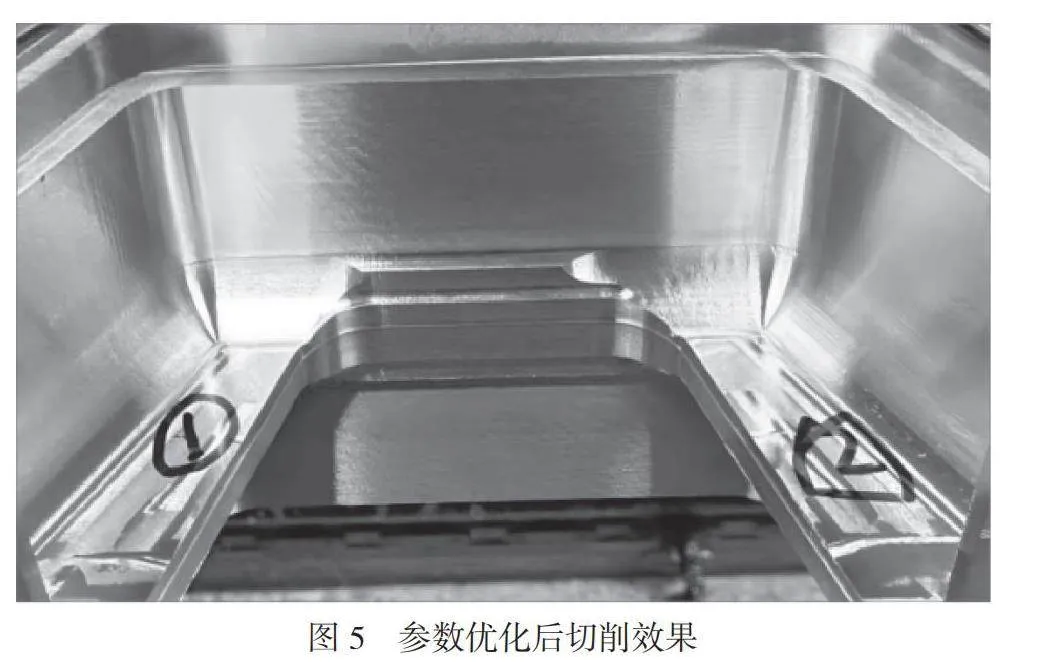
采用優(yōu)化后的切削參數(shù),即主軸轉(zhuǎn)速18000r/min、切削深度3mm,進(jìn)行實(shí)際切削驗(yàn)證。零件底角和轉(zhuǎn)角處平整光滑,未出現(xiàn)切削顫振現(xiàn)象,達(dá)到了預(yù)期的效果(參數(shù)優(yōu)化后切削效果如圖5所示)。
4結(jié)論
本文對(duì)國(guó)產(chǎn)大飛機(jī)C919某鋁合金結(jié)構(gòu)件在切削加工過(guò)程中出現(xiàn)的切削顫振問(wèn)題進(jìn)行研究,提出一種基于CutPro切削動(dòng)力學(xué)仿真軟件的切削顫振抑制方法。該方法針對(duì)發(fā)生顫振現(xiàn)象的零件,利用CutPro敲擊試驗(yàn)獲得機(jī)床、刀具、零件和夾具組成的切削系統(tǒng)的頻率響應(yīng)曲線(xiàn),計(jì)算切削系統(tǒng)的模態(tài)參數(shù),結(jié)合刀具參數(shù)以及切削參數(shù)繪制切削系統(tǒng)的顫振穩(wěn)定性葉瓣圖,優(yōu)化切削參數(shù),利用圖表直觀(guān)展示切削參數(shù)優(yōu)化后顫振抑制的效果。進(jìn)行切削試驗(yàn),試驗(yàn)結(jié)果表明優(yōu)化后的切削參數(shù)能夠顯著降低切削顫振的發(fā)生頻率,提高零件表面質(zhì)量。
本研究為航空制造型企業(yè)提供了一種簡(jiǎn)單、高效、實(shí)用的鋁合金切削顫振抑制方法,實(shí)際應(yīng)用價(jià)值很高。同時(shí),本研究為進(jìn)一步深入研究和優(yōu)化航空鋁合金切削加工過(guò)程提供參考。
參考文獻(xiàn)
[1]任勇生,姚東輝,張金峰. 時(shí)滯金屬切削系統(tǒng)顫振的研究進(jìn)展[J]. 中國(guó)機(jī)械工程,2023,34(21):2548-2567,2576.
[2]王海旭. 基于深度學(xué)習(xí)的銑削顫振狀態(tài)辨識(shí)及時(shí)間序列預(yù)測(cè)[D]. 合肥:安徽農(nóng)業(yè)大學(xué),2023.
[3]楊晉寧. 切削顫振穩(wěn)定性影響因素的研究現(xiàn)狀[J]. 現(xiàn)代制造技術(shù)與裝備,2023,59(8):75-77.
[4]徐興,高新紅. 切削穩(wěn)定域影響因素分析研究[J]. 成都航空職業(yè)技術(shù)學(xué)院學(xué)報(bào),2023,39(4):68-71.
[5]DING Y,ZHU LD.Investigation on chatter stability of thin-walled parts considering its flexibility based on finite element analysis[J]. The international journal of advanced manufacturing technology,2018,94(9-12):3173-3187.
[6]王開(kāi)發(fā). 復(fù)雜曲面薄壁件非均勻余量銑削顫振穩(wěn)定性及工藝優(yōu)化研究[D]. 上海:上海應(yīng)用技術(shù)大學(xué),2020.
[7]韓旭. 鋁飛輪殼數(shù)控加工工藝優(yōu)化及仿真[D]. 大連:大連交通大學(xué),2018.
[8]盧輝. 航空整體葉輪五軸數(shù)控加工仿真及參數(shù)優(yōu)化研究[D]. 天津:天津職業(yè)技術(shù)師范大學(xué),2016.
