
基于C-GIS氣箱焊接夾具關鍵零件強度的CAE仿真分析
2024-12-06 00:00:00杜建霞
中國新技術新產品 2024年21期




摘 要:本文介紹C-GIS氣箱直焊縫夾具的設計原理以及結構,采用CAE仿真技術分別對夾具關鍵零件螺桿和夾頭進行強度分析,仿真主要從夾具關鍵零件雙頭螺桿和夾頭的三維建模(力學模型)、載荷狀況和網格劃分等入手,得到對應工況下雙頭螺桿和夾頭的位移云圖、應力應變云圖,根據云圖分析相應載荷的螺桿和夾頭的應力、應變情況,快速掌握螺桿和夾頭的承載能力,根據仿真數據推導螺桿和夾頭的最大載荷。采用該方法可以應用于任何零部件設計的強度仿真分析。
關鍵詞:直焊縫夾具;零件設計;強度仿真
中圖分類號: TH 12" " " " " " 文獻標志碼:A
柜式氣體絕緣金屬封閉開關設備(CubicleGas-Insulated
Switchgear,C-GIS)是集智能控制、保護、監視、測量和通信于一體的高新技術產品。其將氣體SF6、氣體N2或混合氣體作為開關設備的絕緣介質,將真空或氣體SF6作為滅弧介質,將母線、斷路器和隔離開關等中高壓元件密閉在箱體中,綜合運用現代絕緣技術、開斷技術、制造技術、傳感技術和數字技術來進行生產。C-GIS具有體積小、節省安裝空間、運行可靠、安全性高、柜體氣密性好、使用壽命長以及適用于惡劣環境條件等優點,因此已經成為開關柜的主流產品,廣泛應用于中高壓開關柜。
1 柜體氣密性的重要作用
柜體氣密性影響C-GIS的品質,廠家建造機器人焊接柜體氣箱,以提高產品質量,引進新的生產線或者改造原有生產線,使用薄壁不銹鋼焊接結構,采用激光焊接、氦質譜檢漏等技術不斷提升密封氣箱的精度和剛度。本文在研究C-GIS氣箱直焊縫夾具結構原理的基礎上,應用CAE仿真對夾具的關鍵零件強度進行分析。
2 夾具設計原理及夾具結構
2.1 夾具設計原理
本文對原有的C-GIS柜體生產線上的氣箱直焊縫夾具進行改造升級,解決焊接薄壁箱體的變形問題,提高機器人焊槍的焊接效率和質量。C-GIS氣箱是薄壁箱體,在焊接過程中,由于夾具緊力過大、焊接發熱導致變形,影響氣箱焊縫的氣密性,因此C-GIS柜體的品質不能提升。針對以上問題,在設計原理、焊接工藝方面,本套夾具盡量避免使工件產生過大變形。本套夾具能夠在一次裝夾、3次旋轉工位的情況下完成箱體的12條焊縫的焊接。
2.2 夾具結構分析
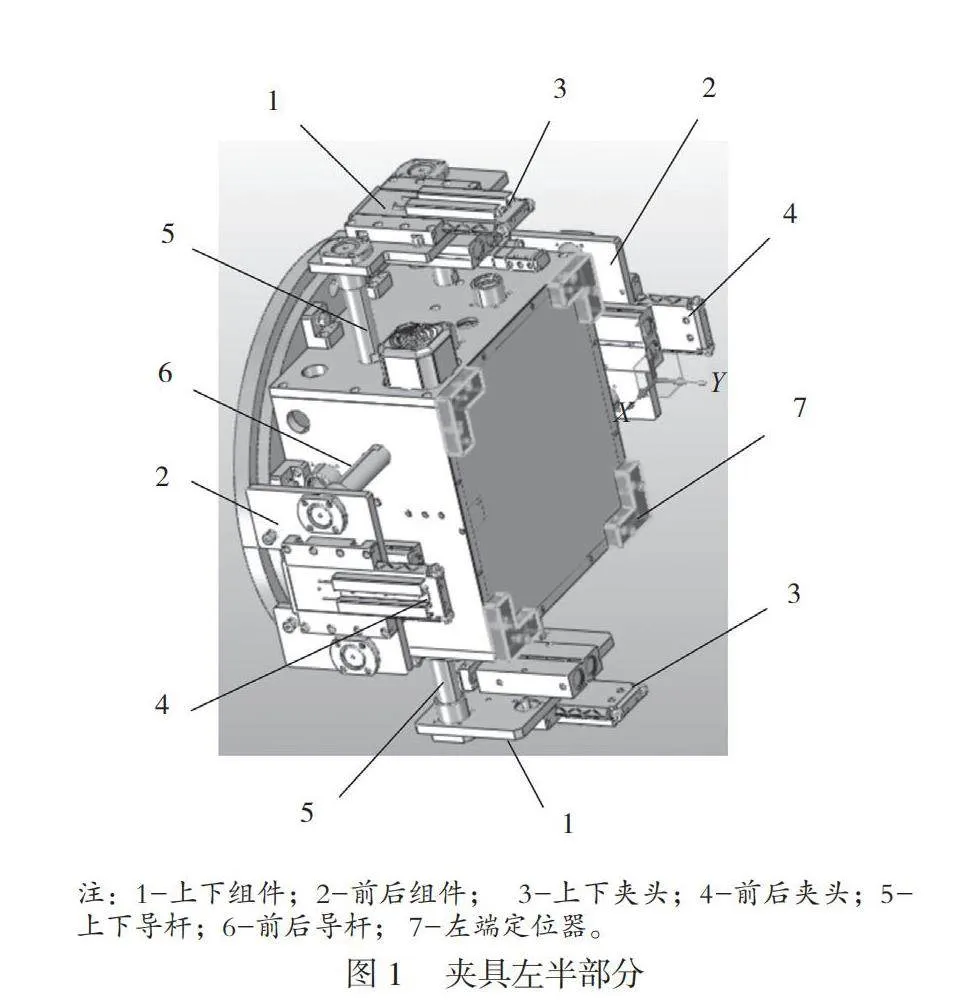
C-GIS氣箱直焊縫夾具的左半部分如圖1所示[1]。由圖1可知,在工位狀態下,夾具貼靠薄壁氣箱左端的左端定位器后,在1個豎向的雙頭反向梯形螺紋差動螺旋機構帶動下,上下導桿引導上下組件做相對運動,使上下夾頭相對氣箱左端進行上下開合運動,達到對薄壁氣箱上下夾持定位的目的;在另一根前后橫向的雙頭反向梯形螺紋差動螺旋機構的帶動下,前后導桿引導前后組件做相對運動,使前后夾頭相對氣箱左端進行前后開合運動,達到對薄壁氣箱前后夾持定位的目的[2]。上下夾頭中的下夾頭為承接薄壁氣箱的主要質量的零件,上夾頭和前后夾頭主要起定位作用。當夾具沿旋轉軸旋轉90°變換工位時,處于下方的夾頭為主要承重零件,隨著工位旋轉變換,4個夾頭會輪流處于夾具下方,均作為主要承重零件承接氣箱的質量,因此在設計中4個夾頭均有強度測算的需求。本文研究在1根雙頭差動螺旋傳動的帶動下(即螺桿做旋轉運動,螺母沿螺桿做往復直線運動),上下組件、前后組件分別在上下導桿、左右導桿的推動下做上下、左右開合運動,夾緊或松開氣箱一端,上下夾頭、前后夾頭均能夠沿“V”形槽完成伸縮運動,當焊槍通過焊道時夾頭能夠避讓焊道。下面將利用CAE仿真技術對夾具關鍵零件雙頭差動螺旋傳動螺桿和可伸縮夾頭進行仿真分析。
3 螺桿強度CAE仿真分析
3.1 螺旋傳動的工作原理
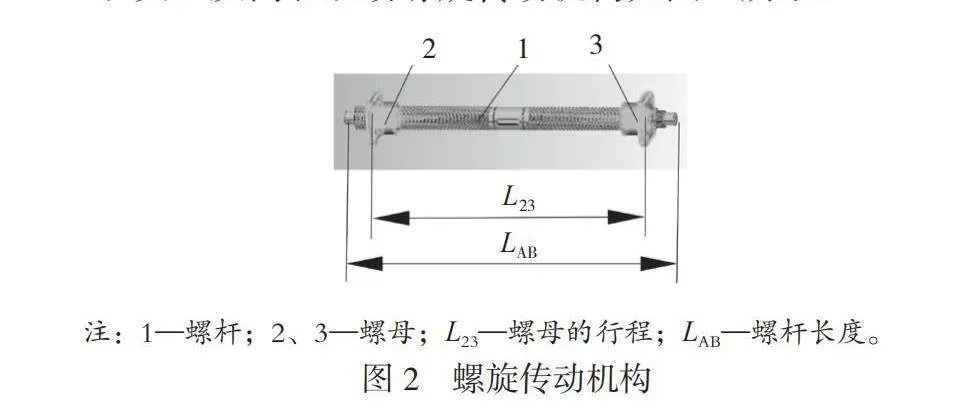
雙頭、反向和雙動螺旋傳動機構如圖2所示。
在工作的過程中,螺桿原地做旋轉運動,螺母沿螺桿做往復直線運動。設螺桿左側為左旋螺紋,螺桿右側為右旋螺紋,螺桿為固定狀態,不能左右移動,只能原地做旋轉運動,螺母在螺桿帶動下做相向或相反的左右開合運動。螺母開合移動推動圖1中的導桿運動,螺母的位移量和導桿的伸縮量最終決定夾具夾頭的開合行程,也就是加持氣箱的規格。
3.2 螺桿承載CAE仿真分析
本文以夾具的最大夾持規格的氣箱作為研究對象分析螺桿的承載強度。設氣箱為長900 mm×寬600 mm×高750 mm、帶加強筋以及厚度為3 mm的不銹鋼六面體,螺桿的質量G約為100 kg
3.2.1 螺桿的設計
設螺桿總長為460 mm,中間傳動軸頭部分(即安裝輪轂的部分)長度為60 mm,直徑為30 mm。根據螺桿的裝配情況、受力情況、前期測試數據以及傳動螺紋的特點設雙頭差動螺桿的螺紋為梯形螺紋,其參數為Tr30×5-6g-L,左端為左旋螺紋、右端為右旋螺紋。
3.2.2 螺桿模型化分析
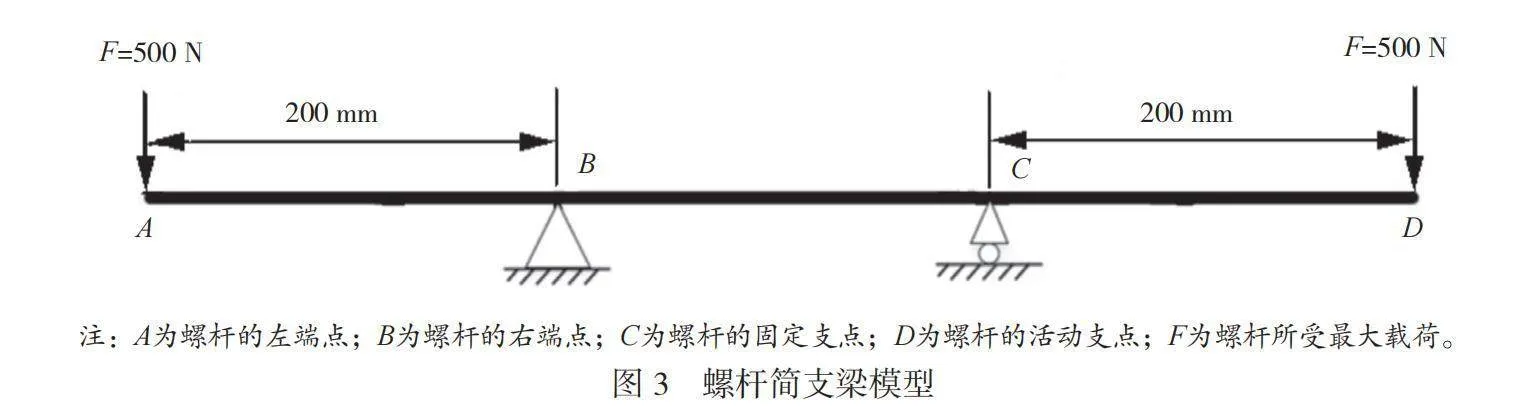
對螺桿工作狀態進行跟蹤并分析,將螺桿的工況近似看作靜止狀態,按照力學模型原理將螺桿簡化為簡支梁后進行CAE仿真分析,在不影響計算結果的情況下,可以降低分析問題的難度[3]。螺桿簡支梁模型如圖3所示。
3.2.3 螺桿基礎條件設定
螺桿的橫截面均為圓形,其中AB、CD段有公稱直徑為30 mm的梯形傳動螺紋,強度仿真測試取牙底徑25 mm進行仿真,結果會更加接近真實的試驗數據。螺桿材料為中碳鋼45號鋼,其彈性模量E為2.09×1011 Pa,屈服強度為3.55×1011 Pa,泊松比為0.269。
3.2.4 螺桿CAE仿真注意事項
由上文可知,將螺桿簡化為簡支梁(簡稱梁(螺桿))的CAE仿真與幾何實體的仿真不同[3]。按照新建梁(螺桿)模型、添加幾何體、模型料設置、梁單元屬性設定、網格劃分、添加約束和載荷、仿真計算以及發布報告等順序進行操作。需要說明3點。1)梁(螺桿)的建模步驟是用直線段繪制梁(螺桿)的長度,再按照三段梁的幾何特性逐段設定梁的幾何單元屬性,也就是賦予每段梁(螺桿)直徑尺寸。2)當劃分網格時單元尺寸選擇梁(螺桿)長度的整數倍,并啟動“顯示節點編號”和“顯示節點”功能,方便后續“添加約束”和“添加載荷”操作。3)當B點加載“固定約束”時選擇“自定義約束”,參考笛卡爾坐標系選擇XOY坐標面,并同時在“笛卡爾系方向”勾選X軸、Y軸方向以及X軸、Y軸,其“軸向值”均按照正向零值設置參數;C點加載過程與B點基本相同,但是C點在“笛卡爾系方向”只勾選X軸方向。在CAE靜力學分析過程中,進行這項操作可以更好地對梁(螺桿)的軸向伸縮變形進行仿真。
3.2.5 螺桿仿真數據以及結果分析
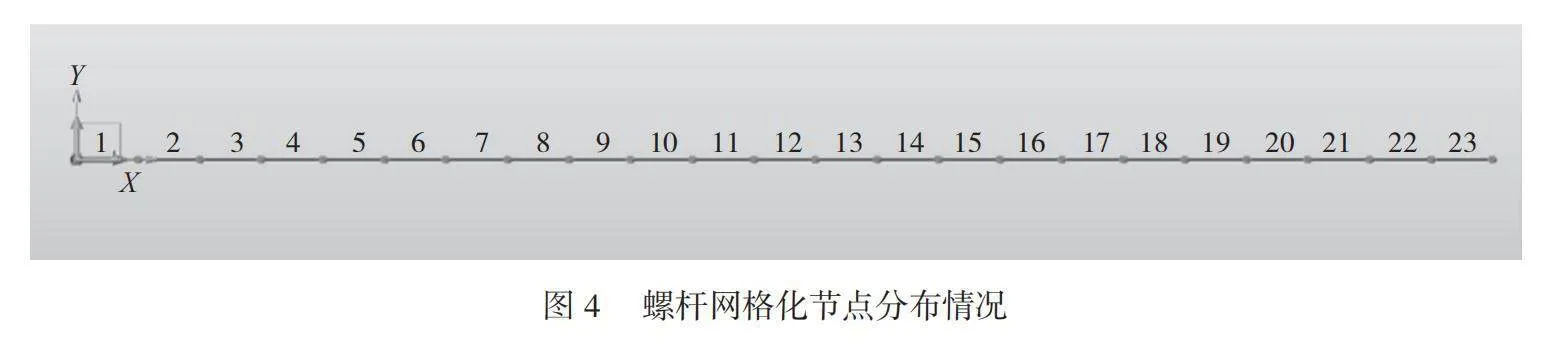
根據螺桿的長度取其單元尺寸為20 mm,總節點為24個。在軟件中選擇“顯示網格點”能夠準確選取加載點。螺桿網格參數見表1。螺桿網格化節點分布情況如圖4所示。
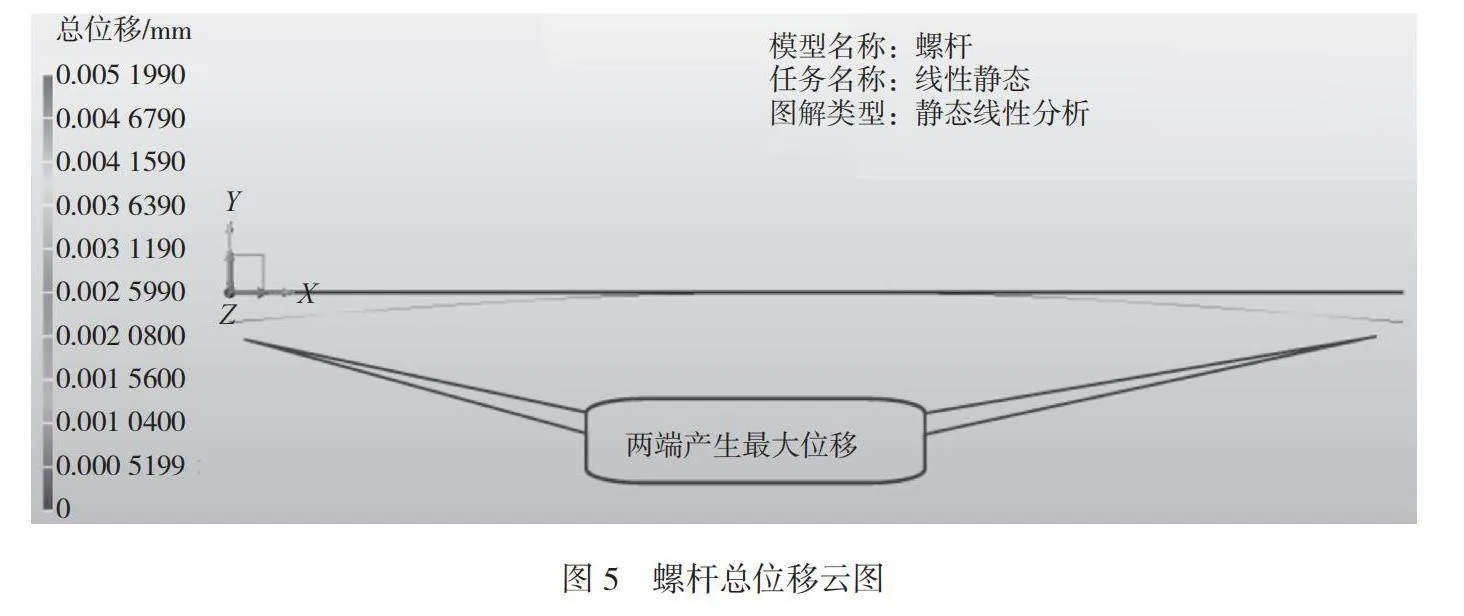
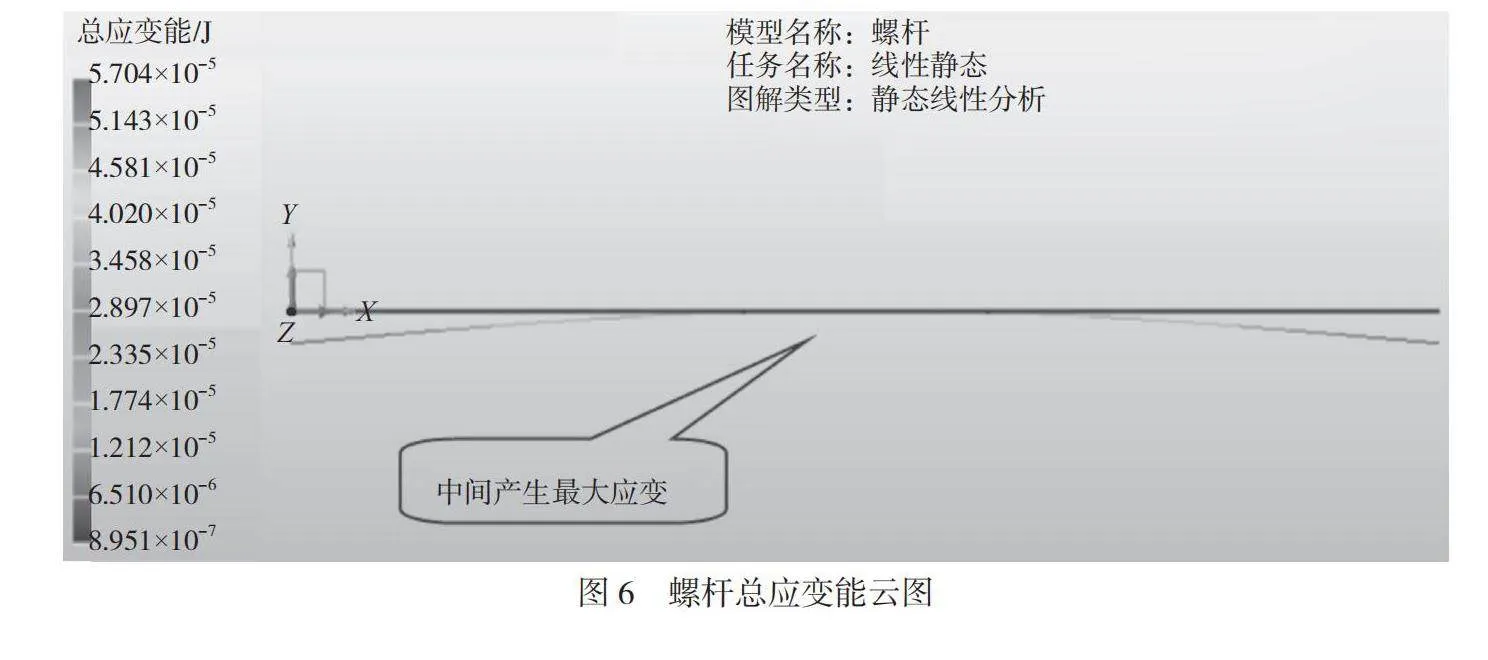
由CAE靜力學仿真運算結果可知,在以上仿真試驗條件下,螺桿產生的最大變形分布在螺桿兩端,符合實際情況。螺桿總位移云圖如圖5所示。螺桿總應變能云圖如圖6所示。由圖5可知,當外載荷F為500 N時,該螺桿的最大變形量為5.199×10-3 mm,最大應變值為5.704×10-5 J。
當螺桿處于屈服強度3.55×108 Pa時,螺桿將承受最大應力,經過計算其能承受的最大載荷Fmax=180 kN。設計人員可以根據最大載荷Fmax螺桿的參數、材料等進行修改,更好地滿足實際生產需要。
4 夾頭強度CAE仿真分析
4.1 “V”形伸縮機構工作原理
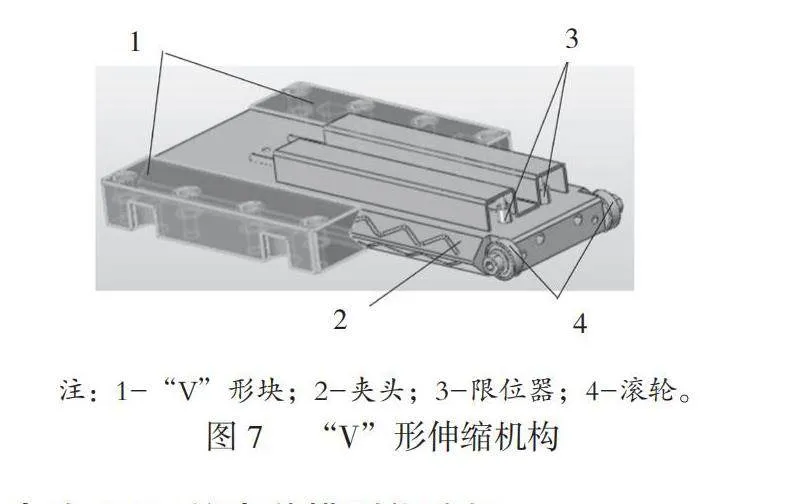
“V”形伸縮機構如圖7所示,夾頭能夠在“V”形塊中移動伸縮,即夾頭沿“V”形塊伸出,起到夾持并托舉工件的作用,反之,沿“V”形塊收縮使夾頭避開焊道,方便焊槍順利通過。夾頭在C-GIS氣箱直焊縫夾具的焊接工位中起到上下、前后夾持氣箱的作用,當夾頭處于工位的下端時,其既起到對被焊箱體的定位作用,又對箱體起支撐作用。由夾具設計原理可知,圖1中的夾具可以沿橫向軸旋轉,每個夾頭都有可能旋轉,處于下端工位,因此其強度決定夾具的承載能力。
4.2 夾頭承載能力CAE仿真分析
本文夾頭以圖7中的設計參數為例進行仿真分析。綜上所述,當夾頭沿“V”形塊退回避讓焊道時,其并不承擔任何載荷,無須進行強度測試。此處重點對夾頭當沿“V”形塊伸出并承擔載荷時的強度進行仿真分析。
4.2.1 夾頭材料設定以及工況分析
夾頭材料仍然選擇性價比較高的中碳鋼45號鋼。夾頭使用“V”形塊固定,實現夾持氣箱的功能。為充分考慮夾頭的承載強度,本文設計夾頭最大伸出量不超過自身長度的一半。由于本次測試氣箱材質已經在前文確定,因此單個夾頭能承受的最大載荷即氣箱質量的一半。
4.2.2 夾頭CAE仿真前模型化分析
夾頭使用“V”形塊固定,當夾持工件時夾頭伸出部分夾持氣箱,未伸出部分與“V”形塊接觸起支撐作用,此時夾頭可以簡化為懸臂梁模型進行仿真測試,并不影響試驗數據的可靠性[3-5]。
4.2.3 夾頭仿真數據以及結果分析
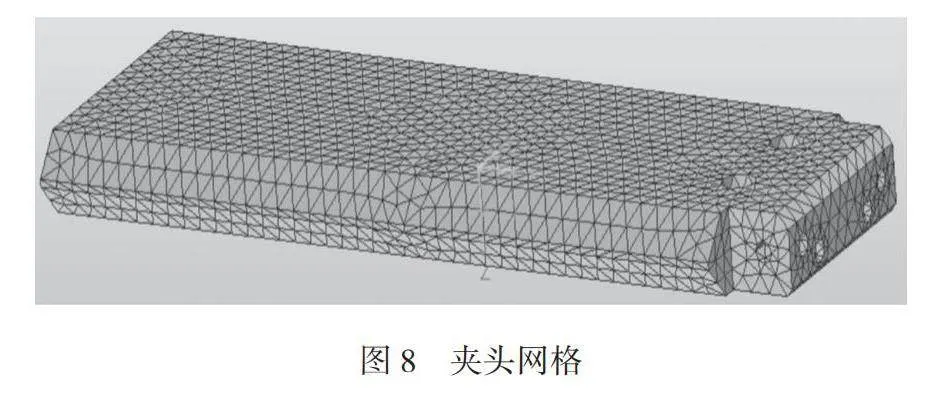
將夾頭按照3D模型進行網格化處理,其網格化信息見表2,根據經驗以及試驗數據,由表2中的單元尺寸、容差和總節數等參數值能夠得到接近實際效果的、逼真的仿真試驗數據。如果網格過于細密,就會增加運算時間和成本,并不利于仿真數據的采集。夾頭網格如圖8所示,網格足夠細密,符合本次仿真要求。
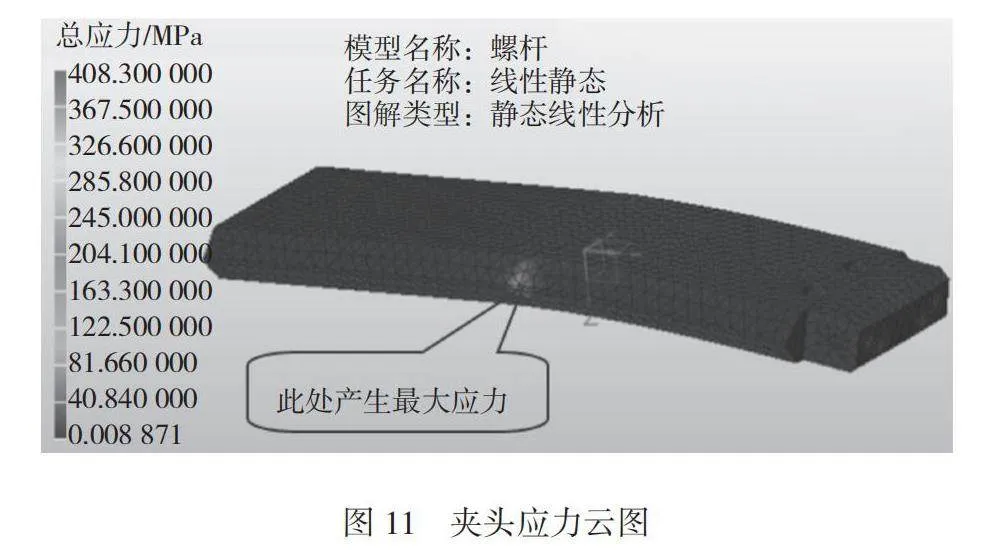
夾頭位移云圖如圖9所示,夾頭應變能云圖如圖10所示,夾頭應力云圖如圖11所示。在集中載荷500 N作用下,夾頭的最大變形為3.341×10-2 mm,最大應變能為1.181×10-5 J,最大應力為408.3 MPa。
設計人員可以根據夾頭的屈服強度3.55×108 Pa來計算夾頭所能承受最大應力,或者推算夾頭最小尺寸以及安全承載能力,可以大幅度縮短零件的試制周期和生產周期。
5 結語
根據螺桿、夾頭關鍵零部件的受力以及裝配情況合理簡化力學模型,可以大幅度降低研究的復雜程度。合理選擇研究對象的網格化信息,得到較為逼真的試驗數據。在C-GIS氣箱直焊縫夾具工藝中采用CAE仿真技術,對關鍵零件螺桿、夾頭的設計以及強度分析起到了關鍵作用。綜上所述,CAE仿真分析除了應用于靜力學分析外,還應用于動力學分析、熱輻射分析等,能夠在所有零部件設備的設計、試制或工藝改造環節根據工況需要隨時修改其參數。仿真測試結果的采集與分析為科研人員完善設計方案提供了更為便捷的途徑。
參考文獻
[1]朱耀祥,浦林祥.現代夾具設計手冊[M].北京:機械工業出版社,2009.
[2]儲曉猛.多工位飛錘尾部加工回轉氣動夾具設計與應用[J].制造業自動化,2018,40(1):144.
[3]楊振寧.平面問題中懸臂梁固支邊界條件的簡化方法[J].力學與實踐,2022,44(6):1406.
[4]李天一.薄壁箱體類零件的點焊夾具設計與性能分析[D].青島:山東科技大學,2020.
[5]閆勃.薄壁圓管精密激光焊接夾具設計與分析[J].制造技術與機床,2021(12):62.
作者簡介:杜建霞(1970-),女,漢族,甘肅天水人,本科,甘肅機電職業技術學院機械工程學院教授,研究方向為機械設計以及自動化。
電子郵箱:381842375@qq.com。
