基于投影尋蹤的增材制造工藝參數組合效率評價
2024-12-31 00:00:00殷欣吳偉才張倩
機電信息 2024年17期
摘要:為了更好地提高增材制造加工技術的成型質量和效率,研究加工工藝參數組合之間的耦合機制,以PLA耗材的FDM打印機為研究對象,在六因素三水平的正交試驗法的基礎上,建立了模擬退火算法與傳統優化方法相結合的18種工藝參數組合方案,并利用投影尋蹤技術的基本原理,選取了與成型效率和成型質量相關的9個指標,建立了增材制造工藝參數組合效率等級評價模型,完成組合效率評價,該評價結果反映了各參數指標對方案的影響程度,能夠為制定工藝參數的優化組合方案提供決策依據。
關鍵詞:工藝參數;正交試驗;模擬退火;投影尋蹤;組合效率評價
中圖分類號:TH140.8" " 文獻標志碼:A" " 文章編號:1671-0797(2024)17-0047-04
DOI:10.19514/j.cnki.cn32-1628/tm.2024.17.011
0" " 引言
增材制造是一種先進的制造方法,其因具有設計便捷、成本低廉、材料種類豐富等特點,在制造領域廣泛應用。不同于傳統制造業中的車銑刨磨等方式對材料做去除操作,增材制造是一種自下而上的加工方式,其原理是將耗材以逐層累加的方式來制作三維實體[1],整個過程輕量化設計,簡化了生產流程,避免了傳統制造的生產周期長、成本高等問題。
增材制造的工藝參數對其成型工藝有重要的影響。在制作工件的過程中,為了實現特定的工藝目標,往往需要控制和調整各種工藝參數,通過多次試驗和優化,才能得到最優參數組合。由此可見,對增材制造工藝參數之間的耦合關系展開研究,選取最佳的工藝參數組合,對于提升制件產品的成型質量及效率有著重要的意義[2]。
1" " 主要設備及原材料
本研究的設備采用創想三維公司CT228型號的熔融沉積(FDM)打印機,原材料采用?準1.75 mm的PLA塑料卷材。試驗工件為手機支架,尺寸為30 mm×50 mm×5 mm(寬×高×厚),體積為1 529.3 mm3,表面積為7 821.9 mm2,其三維模型示意圖如圖1所示。
2" " 試驗設計
利用熔融沉積打印機進行工件制作時,工藝參數設定不相同,會直接導致工件的成型效率和質量存在很大差別。由于本試驗的設備及耗材確定,故本次試驗考慮范圍為可調節的工藝參數,如打印速度(S)、填充度(F)、層高(L)、壁厚(W)、頂層/底層厚度(TT/TB)、噴頭溫度(T)等因素,研究多種可調節工藝參數的耦合機制,對于有效保障工件成型效率和質量具有關鍵作用。
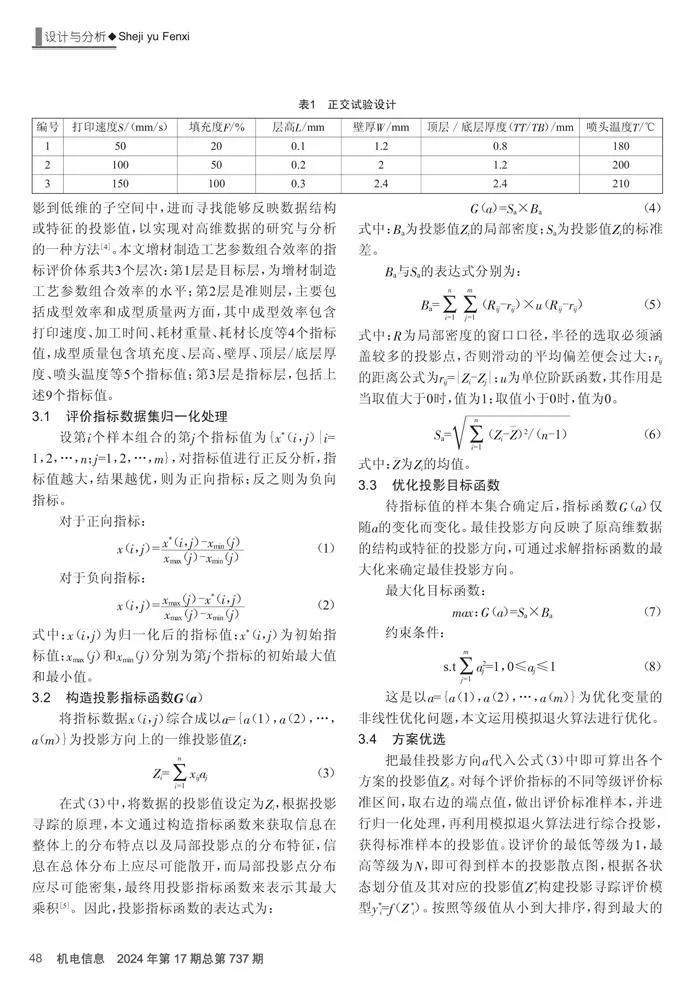
本次試驗設計結合設備性能,對設備工藝參數進行設置,建立六因素三水平的正交試驗表[3],如表1所示。
3" " 投影尋蹤建模
本文采用投影尋蹤建模,這是將高維度的數據投影到低維的子空間中,進而尋找能夠反映數據結構或特征的投影值,以實現對高維數據的研究與分析的一種方法[4]。本文增材制造工藝參數組合效率的指標評價體系共3個層次:第1層是目標層,為增材制造工藝參數組合效率的水平;第2層是準則層,主要包括成型效率和成型質量兩方面,其中成型效率包含打印速度、加工時間、耗材重量、耗材長度等4個指標值,成型質量包含填充度、層高、壁厚、頂層/底層厚度、噴頭溫度等5個指標值;第3層是指標層,包括上述9個指標值。
3.1" " 評價指標數據集歸一化處理
3.2" " 構造投影指標函數G(a)
3.3" " 優化投影目標函數
3.4" " 方案優選
4" " 試驗方案分析
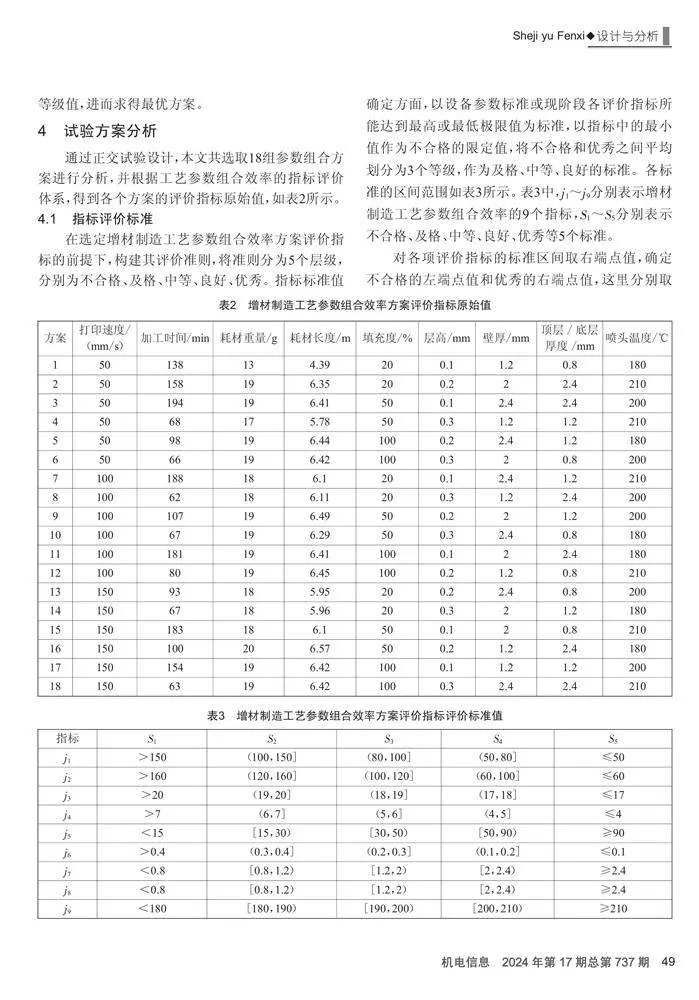
通過正交試驗設計,本文共選取18組參數組合方案進行分析,并根據工藝參數組合效率的指標評價體系,得到各個方案的評價指標原始值,如表2所示。
4.1" " 指標評價標準
在選定增材制造工藝參數組合效率方案評價指標的前提下,構建其評價準則,將準則分為5個層級,分別為不合格、及格、中等、良好、優秀。指標標準值確定方面,以設備參數標準或現階段各評價指標所能達到最高或最低極限值為標準,以指標中的最小值作為不合格的限定值,將不合格和優秀之間平均劃分為3個等級,作為及格、中等、良好的標準。各標準的區間范圍如表3所示。表3中,j1~j9分別表示增材制造工藝參數組合效率的9個指標,S1~S5分別表示不合格、及格、中等、良好、優秀等5個標準。
對各項評價指標的標準區間取右端點值,確定不合格的左端點值和優秀的右端點值,這里分別取極小值的0.5倍和極大值的1.5倍,然后利用均勻隨機數在每個等級區間內隨機產生5個值,總共構成30個指標樣本。利用Matlab軟件進行編程,編寫相應的目標函數與約束指標函數。
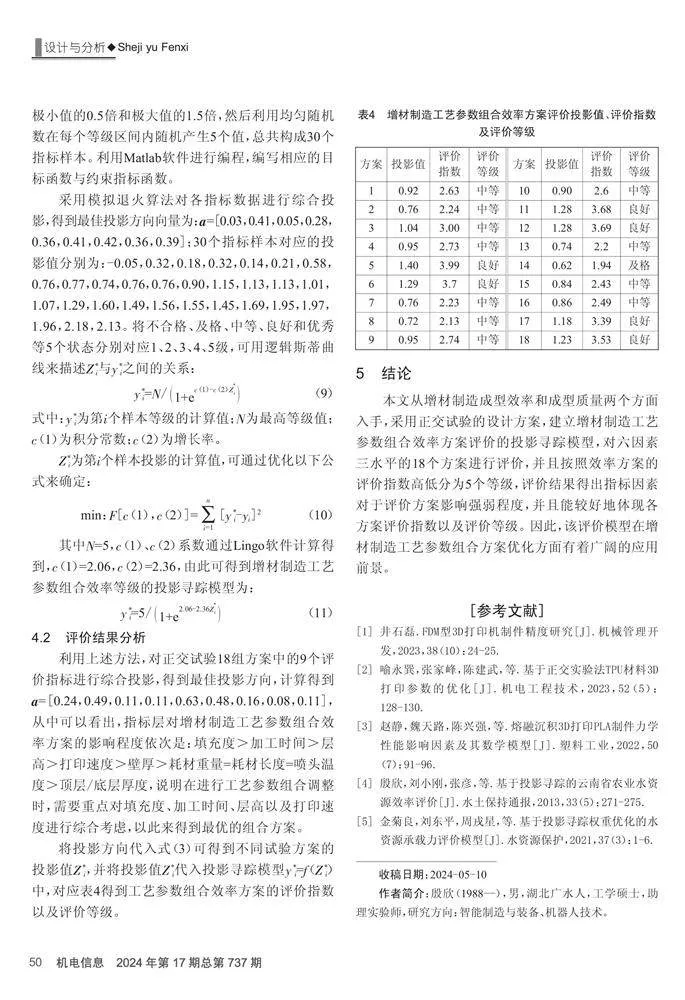
4.2" " 評價結果分析
5" " 結論
本文從增材制造成型效率和成型質量兩個方面入手,采用正交試驗的設計方案,建立增材制造工藝參數組合效率方案評價的投影尋蹤模型,對六因素三水平的18個方案進行評價,并且按照效率方案的評價指數高低分為5個等級,評價結果得出指標因素對于評價方案影響強弱程度,并且能較好地體現各方案評價指數以及評價等級。因此,該評價模型在增材制造工藝參數組合方案優化方面有著廣闊的應用前景。
[參考文獻]
[1] 井石磊.FDM型3D打印機制件精度研究[J].機械管理開發,2023,38(10):24-25.
[2] 喻永巽,張家峰,陳建武,等.基于正交實驗法TPU材料3D打印參數的優化[J].機電工程技術,2023,52(5):128-130.
[3] 趙靜,魏天路,陳興強,等.熔融沉積3D打印PLA制件力學性能影響因素及其數學模型[J].塑料工業,2022,50(7):91-96.
[4] 殷欣,劉小剛,張彥,等.基于投影尋蹤的云南省農業水資源效率評價[J].水土保持通報,2013,33(5):271-275.
[5] 金菊良,劉東平,周戎星,等.基于投影尋蹤權重優化的水資源承載力評價模型[J].水資源保護,2021,37(3):1-6.
收稿日期:2024-05-10
作者簡介:殷欣(1988—),男,湖北廣水人,工學碩士,助理實驗師,研究方向:智能制造與裝備、機器人技術。