激光熔覆修復(fù)TC17鈦合金顯微組織與力學(xué)性能研究
2025-02-10 00:00:00張偉黃璇璇馮云彪郭雙全趙軒張振林
關(guān)鍵詞:力學(xué)性能


關(guān)鍵詞: 激光熔覆; TC17 鈦合金; 顯微組織; 熱處理; 力學(xué)性能
1 引言
隨著航空工業(yè)的飛速發(fā)展,航空發(fā)動機(jī)推力顯著提升,對關(guān)鍵部件如整體葉盤的可靠性提出了更高要求[1]. 因此,鈦合金整體葉盤在國外發(fā)動機(jī)中大量應(yīng)用,如F120、EJ200、F414、F110、PW600等[2]. 在我國,鈦合金整體葉盤已逐步應(yīng)用在軍用和民用航空發(fā)動機(jī)上. 由于TC17 鈦合金整體葉盤強(qiáng)度高、斷裂韌性好等優(yōu)點(diǎn)[3-6],被廣泛應(yīng)用于航空發(fā)動機(jī)壓氣機(jī)中. TC17 整體葉盤工作在高壓、高負(fù)載的條件下,不可避免地產(chǎn)生磨損、外物打傷和卷邊等損傷. 如果直接采用新盤替換存在微小缺陷的損傷盤,在經(jīng)濟(jì)上不可承受,且整體葉盤制造工藝復(fù)雜、加工精度要求高,導(dǎo)致其制造周期長,難以滿足未來航空發(fā)動機(jī)應(yīng)用需求[7, 8]. 要實(shí)現(xiàn)TC17 整體葉盤大規(guī)模工程化應(yīng)用,必須實(shí)現(xiàn)設(shè)計(jì)制造技術(shù)與修復(fù)技術(shù)并駕齊驅(qū).
對于TC17 整體葉盤輕度損傷,如葉尖磨損、進(jìn)排氣邊打傷,激光熔覆修復(fù)是最佳選擇. 眾多學(xué)者對TC17 的激光熔覆技術(shù)進(jìn)行了詳細(xì)研究[9-11],可以發(fā)現(xiàn)大量的研究聚焦于激光凈成形制造,因此選擇的基材主要為TA0 工業(yè)純鈦鈦板,增材制造粉末采用TC17. 也有部分學(xué)者對TC17 整體葉盤的激光熔覆修復(fù)技術(shù)進(jìn)行了研究[12-14]. 劉佳權(quán)等[12]研究了激光熔覆修復(fù)TC17 鈦合金的顯微硬度和摩擦磨損性能,結(jié)果發(fā)現(xiàn)修復(fù)區(qū)顯微硬度和摩擦磨損性能均高于基體. Liu 等[13]采用激光熔覆對TC17 鈦合金表面的凹槽進(jìn)行了修復(fù)研究,結(jié)果發(fā)現(xiàn)修復(fù)區(qū)域主要呈現(xiàn)柱狀和樹枝狀枝晶,而修復(fù)槽口界面處則表現(xiàn)為等軸晶. 拉伸試驗(yàn)結(jié)果表明修復(fù)件可以達(dá)到鍛件性能的91%~98%. Zhao等[14]采用激光增材技術(shù)對TC17 鍛件表面的微小缺陷進(jìn)行了修復(fù)研究,結(jié)果發(fā)現(xiàn)修復(fù)區(qū)域微觀組織呈現(xiàn)出胞狀亞結(jié)構(gòu),與基體微觀組織呈現(xiàn)出顯著差異,而力學(xué)性能測試表明修復(fù)區(qū)域表現(xiàn)出高強(qiáng)低塑的特點(diǎn). 上述研究對于TC17 表面缺陷修復(fù)具有重要的參考價(jià)值. 在工程應(yīng)用中,TC17 整體葉盤葉尖損傷的修復(fù)主要通過減材加工去除損傷區(qū)域,然后進(jìn)行增材修復(fù),從而恢復(fù)葉片形狀與功能. 葉尖屬于薄壁件,散熱能力顯著區(qū)別于板狀平面樣品,這使得熔覆的微觀組織可能與板狀試樣上的情況存在較大差異. 因此,有必要研究TC17整體葉盤葉尖激光熔覆修復(fù).
本文以TC17 整體葉盤葉尖損傷修復(fù)為問題導(dǎo)向,開展激光熔覆修復(fù)技術(shù)研究. 通過工藝參數(shù)優(yōu)化試驗(yàn),明確了最優(yōu)激光熔覆工藝參數(shù),并開展了激光熔覆修復(fù)后熔覆區(qū)的顯微組織和力學(xué)性能研究,討論了熱處理工藝對顯微組織的影響規(guī)律以及顯微組織與力學(xué)性能之間的關(guān)系.
2 實(shí)驗(yàn)材料與方法
激光熔覆設(shè)備包括高精度機(jī)器人、光纖激光器、同軸送粉系統(tǒng). 激光器型號是IPG YLS1000,最大輸出功率1000 W,光纖芯徑200 μm;激光熔覆頭使用的是德國進(jìn)口YC52,采用環(huán)形同軸送粉;機(jī)械臂型號是史陶比爾TX2-90,重復(fù)定位精度±0. 03 mm;送粉器是德國GTV 制造的.
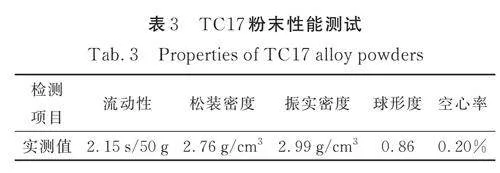
基體材料采用TC17 鍛件. 修復(fù)粉末采用TC17 鈦合金粉末,化學(xué)成分列于表1 中. 粉末粒度分布實(shí)測值列于表2 中. 此外,測試了TC17 合金粉末的流動性、松裝密度、振實(shí)密度、球形度以及空心率,具體數(shù)值列于表3 中.
激光熔覆工藝參數(shù)為:激光功率400~600 W,激光掃描速度6~10 mm/s,送粉速率2~4 g/min,光斑大小為1. 5 mm,Z 軸提升量為0. 5 mm. 測量單道熔寬和熔高的尺寸,根據(jù)單道沉積試驗(yàn)結(jié)果來確定工藝參數(shù). 金相試樣采用線切割垂直于沉積層進(jìn)行切割,切割后進(jìn)行腐蝕后用于金相觀察.采用Zeiss Axio Vert. A1 倒置金相顯微鏡對修復(fù)試樣的微觀組織進(jìn)行了分析. 室溫拉伸和高溫拉伸測試分別參照《ASTM E 8/E 8M》和《ASTM E21》. 缺口拉伸和缺口持久測試參照《ASTM E 8/E 8M》和《ASTM E 292-2009》. 缺口持久測試條件為:室溫條件,應(yīng)力1170 MPa,Kt =3. 9,記錄持久時間,每隔5 h 增加58. 5 MPa,直至斷裂. 所有測試試樣均沿激光熔覆試樣板材縱向自中心部取樣,保證一半是基體,一半是熔覆區(qū). 每組實(shí)驗(yàn)重復(fù)3~5 根試樣.
3 實(shí)驗(yàn)結(jié)果與討論
3. 1 激光熔覆工藝參數(shù)設(shè)計(jì)與優(yōu)化
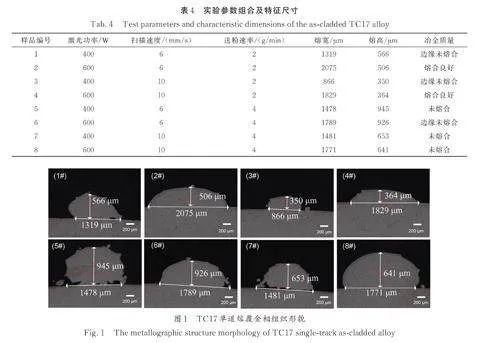
設(shè)計(jì)的激光熔覆單道工藝參數(shù)和單道熔覆層的熔寬和熔高列于表4,相應(yīng)的單道熔覆層的金相組織形貌圖如圖1 所示.
根據(jù)組織形貌圖,可判斷8 種工藝參數(shù)下單道熔覆層與基材的冶金結(jié)合質(zhì)量,其中1#、5#、7#樣品均出現(xiàn)了明顯的未熔合,主要是由于激光功率較低,粉末未能完全熔化. 3#、6# 樣品邊緣未熔合. 2#、4#以及8#試樣冶金質(zhì)量合格. 2#試樣每層的寬高比適中,每層熔覆層的厚度約為0. 5 mm.因此,優(yōu)選2#試樣的工藝參數(shù)作為后續(xù)制備多層多道熔覆層的金相組織試樣、力學(xué)性能試樣工藝參數(shù).
3. 2 激光熔覆TC17 試樣顯微組織演變規(guī)律
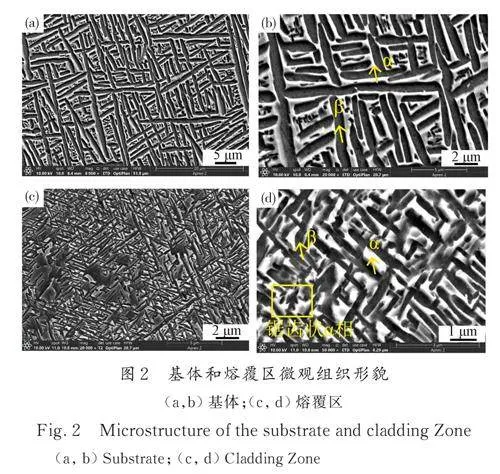
3. 2. 1 基體和熔覆區(qū)TC17 合金顯微組織 圖2a和圖2b 為鍛造TC17 合金顯微組織形貌. 該鍛件為盤模鍛件,其顯微組織與化學(xué)成分與整體葉盤葉片相近,因此將該盤鍛件作為基板進(jìn)行激光熔覆. 如圖所示,TC17 鍛件基板的主要由網(wǎng)籃組織組成,其中針狀顯微組織為α 相,針狀α 相之間的顯微組織為β 相[15-17]. 主要是由于鍛件TC17 在加工過程中經(jīng)過788~816 ℃固溶4 h,強(qiáng)制風(fēng)冷或水冷至室溫后,再在602~685 ℃溫度范圍內(nèi)保溫8 h的熱處理制度,使得在(α+β)/β 相變點(diǎn)附近變形,使原始β 晶粒及晶界α 破碎,冷卻后α 相尺寸減小,針狀α 相變短,且各從交錯排列,其塑性、蠕變抗力以及高溫持久等綜合性能較好.
圖2c 和圖2d 為未熱處理TC17 熔覆層顯微組織形貌. 結(jié)果表明TC17 熔覆層主要由邊緣帶有一定“鋸齒”狀特征的不規(guī)則針狀α 相和β 相組成. 由于激光熔覆過程中形成的熔池經(jīng)歷快速熔化凝固,形成非平衡顯微組織,在組織形貌上接近焊態(tài)金相組織. 激光熔覆TC17 合金的α 相與β 相尺寸顯著小于鍛件TC17 合金對應(yīng)的顯微組織,這是由于熔池快速凝固過程中形成較小的晶粒尺寸,同時α 相與β 相相變的轉(zhuǎn)變時間較短,導(dǎo)致兩種顯微組織不能充分長大. 激光熔覆過程中熔池快速凝固,部分β 相被保留至室溫,未發(fā)生α 相變,因此未經(jīng)熱處理的TC17 熔覆層中β 相含量高于鍛件TC17 合金. 而鋸齒狀特征的微觀組織對于疲勞性能和裂紋擴(kuò)展路徑具有重要意義. 孫曉敏等[10]對于鋸齒狀微觀組織的形成原因進(jìn)行了討論.(1) 是與β 相基體不遵循Burgers 位向關(guān)系的α 相在激光快速加熱和快速冷卻過程中,消耗與β 基體遵循Burgers 位向關(guān)系的不穩(wěn)定的α 相,形成了鋸齒狀面層;(2) 是激光熔覆過程中溫度較高,屬于β 高穩(wěn)定區(qū),這使得α 相將溶解,初生α/β 相界向α 相一側(cè)形成小突起,這些突起的地方界面能較高,易于次生α 相形核,于是β 相突起在冷卻過程中轉(zhuǎn)變?yōu)榇紊?相和β 相組織. 在本研究中,作者認(rèn)為第(1)種鋸齒界面形成機(jī)制是有可能的. 本文熔覆區(qū)鋸齒狀組織最大寬度僅1 μm,遠(yuǎn)低于報(bào)道的第(2)種鋸齒界面形成機(jī)制的寬度,且鋸齒狀組織分布不均勻,可能與激光熔化沉積過程中的劇烈短時非穩(wěn)態(tài)循環(huán)加熱與冷卻作用相關(guān),這說明是由冷卻速率不一致導(dǎo)致的鋸齒狀組織分布不均. 此外,金相照片中也并未觀察到明顯的β 相突起,表明未發(fā)生明顯的次生α 相的長大與粗化. 因此,鋸齒狀組織的產(chǎn)生是由于α 相在α/β 相界面處形成后向α 相內(nèi)生長,形成鋸齒狀界面層.
3. 2. 2 熱處理態(tài)TC17 熔覆區(qū)顯微組織 未經(jīng)熱處理的TC17 熔覆層顯微組織表現(xiàn)為非平衡組織,為了使熔覆層中亞穩(wěn)態(tài)β 相轉(zhuǎn)變?yōu)棣?相,調(diào)整α 相與β 相比例、形貌與含量,提高TC17 熔覆層延伸率,使TC17 熔覆層的拉伸性能達(dá)到或超過鍛件TC17 合金水平,特對沉積態(tài)TC17 進(jìn)行熱處理.
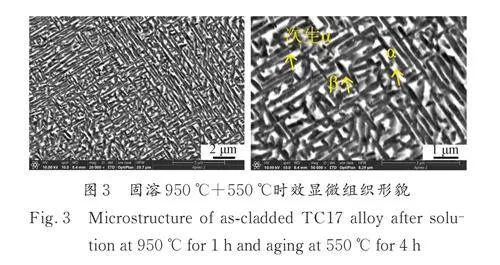
(1) 固溶時效熱處理. 圖3 為950 ℃保溫1 h、然后550 ℃保溫4 h 熱處理?xiàng)l件下TC17 試樣顯微組織形貌,該熱處理?xiàng)l件下沉積層主要為α+β 雙相組織,其中α 相為短棒狀組織,β 相為塊狀顯微組織,沉積層顯微組織整體表現(xiàn)為網(wǎng)籃組織. 此外,還存在部分納米級橢球狀次生α 相. 激光熔化沉積過程中通過快速凝固形成沉積層,沉積層形成的α+β 雙相組織中的β 相為亞穩(wěn)定相,950 ℃保溫?zé)崽幚磉^程中,在沉積層中產(chǎn)生β 相組織,空冷至550 ℃后在沉積層中生成α 相組織和次生α 相,由于在950 ℃和550 ℃分別保溫1 h 和4 h,使α 和β 相的相變時間較為充分. 和基體相比,α 和β 相的尺寸均顯著更小.
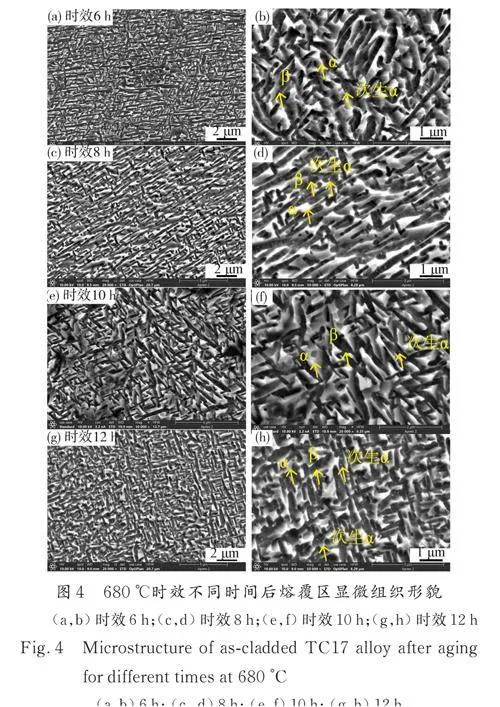
(2) 時效熱處理. 分別考察了時效6 h、8 h、10 h 以及12 h 后熔覆區(qū)的微觀組織. 圖4a 和圖4b為680 ℃時效6 h 后熔覆區(qū)顯微組織形貌. 相比于未經(jīng)熱處理TC17 熔覆層的組織形貌,時效處理6 h 后,α 相形貌發(fā)生明顯變化,由未經(jīng)熱處理的針狀形貌向不規(guī)則形態(tài)過渡,同時在熔覆層中產(chǎn)生次生α 相,次生α 相的尺寸更小,形狀呈現(xiàn)短棒狀或橢球狀. 在時效熱處理后,未觀察到明顯的鋸齒狀組織,說明鋸齒狀組織溶解完全. 這可能是由于鋸齒狀組織具有大曲率邊界,使其具有較高的溶解速率.
圖4c 和圖4d 為激光熔覆TC17 試樣在680 ℃保溫8 h 條件下的顯微組織形貌. 結(jié)果表明,隨著時效時間延長,更多的亞穩(wěn)定β 相轉(zhuǎn)變成次生α相. 部分初生α 相顯著粗化. 時效8 h 后熔覆層中α相與β 相數(shù)量與各自所占比例差異較小.
圖4e 和圖4f 為激光熔覆TC17 試樣在680 ℃保溫10 h 條件下的顯微組織形貌. 相比于時效6 h與時效8 h,初生α 相也由針狀轉(zhuǎn)變?yōu)槎贪魻睿⑶視r效10 h 后的熔覆層中的次生α 相顯著增加. 由于激光熔覆過程中熔池凝固速度快,熔覆層中的α相為過飽和固溶體,同時β 相也為亞穩(wěn)態(tài)組織,因此在時效過程中,過飽和α 固溶體與亞穩(wěn)態(tài)β 相均會產(chǎn)生次生α 相,次生α 相的產(chǎn)生會對TC17 熔覆層的力學(xué)性能產(chǎn)生顯著影響,改變?nèi)鄹矊拥膹?qiáng)度與塑性.
圖4g 和圖4h 為680 ℃時效12 h 后TC17 熔覆層的顯微組織形貌. 相比于時效6 h、8 h 以及10 h后形成的顯微組織,時效12 h 后熔覆層中的次生α數(shù)量顯著增多,并且次生α 相的尺寸高于另外3 種時效熱處理制度處理后的熔覆層中對應(yīng)顯微組織的尺寸. 除了明顯的短棒狀初生α 相與次生α 相外,在α 相內(nèi)部觀察到橢球狀顯微組織,該顯微組織為過飽和α 相在時效過程中析出的次生α 相.
隨著時效熱處理時間從6 h 延長至12 h,除了組織發(fā)生明顯轉(zhuǎn)變外,α 相的含量逐漸降低,而β 相的比例逐漸增多. 這主要和激光熔覆產(chǎn)生的初始組織有關(guān). 由于激光熔覆過程中熱梯度較大,形成的非平衡組織為馬氏體α'相. 已有較多的研究結(jié)果表明:激光熔覆試樣的頂部幾乎全部為馬氏體α'相,主要是由于激光熔覆過程中冷卻速率較大,鈦合金凝固過程中發(fā)生無擴(kuò)散型相變,不發(fā)生原子擴(kuò)散,只發(fā)生晶格重構(gòu),形成馬氏體α'相[8, 10]. 而在激光循環(huán)往復(fù)熔覆過程中,大部分馬氏體轉(zhuǎn)換為α相和β 相,但依然存在部分馬氏體不能即使轉(zhuǎn)換為α 相和β 相. 在時效熱處理過程中,未轉(zhuǎn)換的馬氏體緩慢轉(zhuǎn)換為β 相,隨著時效熱處理時間增加,α 相增加而β 相逐漸降低.
3. 3 激光熔覆TC17 試樣力學(xué)性能測試
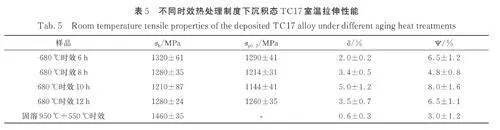
3. 3. 1 室溫拉伸性能 對熱處理后的沉積態(tài)TC17 試樣(無TC17 基體)的拉伸性能進(jìn)行了測試,結(jié)果列于表5. 鍛造TC17 合金經(jīng)過鑄造、鍛造、固溶+ 時效熱處理工藝,鍛造加工工藝減小了TC17 合金內(nèi)部的氣孔尺寸、弱化了合金內(nèi)部高密度夾雜,從而提高TC17 合金力學(xué)性能. 通過標(biāo)準(zhǔn)化熱處理工藝調(diào)整鍛造TC17 合金內(nèi)部α 相和β 相尺寸、比例以及形貌,在提高TC17 合金強(qiáng)度的同時調(diào)整強(qiáng)塑性匹配.
采用時效熱處理后,可以發(fā)現(xiàn):在680 ℃時效6 h 后試樣表現(xiàn)出焊態(tài)組織的典型特點(diǎn),即高強(qiáng)度低塑性的特點(diǎn),與文獻(xiàn)報(bào)道的結(jié)果一致[18]. 隨著時效時間從6 h 增加至10 h,沉積態(tài)強(qiáng)度下降、塑性升高. 這主要是由于隨著時效時間延長,在較粗的α組織間會析出二次α 相. α 相和β 相分別為密排六方和體心立方相,由于α 相的塑性變形能力低于β相. 因此,隨著時效時間延長,二次α 相析出會降低初生α 相固溶強(qiáng)度,從而提高α 相的塑性變形能力. 隨著時效時間的進(jìn)一步延長至12 h,熔覆層中的二次α 相進(jìn)一步增加,并且次生α 相發(fā)生粗化,熔覆層中數(shù)量較多和尺寸較大的二次α 脆性相會降低熔覆層塑性變形能力. 因此,時效熱處理10 h以上時,熔覆層的延伸率隨著時效時間延長而有所降低.
950 ℃固溶+550 ℃時效4 h 熱處理后,TC17熔覆層強(qiáng)度較高,平均值可達(dá)到1460 MPa,但其延伸率極低,僅為0. 6 %. 熱處理過程中合金元素原子進(jìn)一步固溶在Ti 原子晶格中. 固溶+時效熱處理過程中,550 ℃條件下時效溫度較低,4 h 保溫時間較短,并且采用惰性氣體冷卻,使試片冷卻速率較快. 綜合以上熱處理特點(diǎn),導(dǎo)致TC17 熔覆層固溶程度增加,從而使其表現(xiàn)出高強(qiáng)度,低延伸率的力學(xué)性能特點(diǎn). 由于680 ℃、保溫10 h 條件下熔覆層的延伸率在時效樣品中最高,選取該熱處理制度作為熱處理工藝參數(shù).
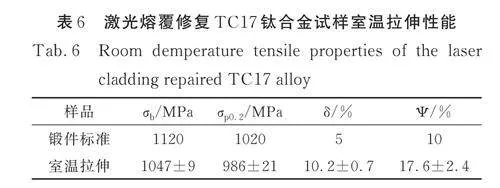
根據(jù)該熱處理制度,測試了TC17 修復(fù)后試樣徑向的室溫拉伸性能. 結(jié)果列于表6. 可以發(fā)現(xiàn):激光熔覆TC17 試樣的抗拉強(qiáng)度達(dá)到了鍛件標(biāo)準(zhǔn)的93%,且塑性遠(yuǎn)超標(biāo)準(zhǔn)值.
3. 3. 2 缺口拉伸和缺口持久 由于鈦合金整體葉盤主要應(yīng)用在發(fā)動機(jī)進(jìn)氣端,在高速轉(zhuǎn)動過程中吸入的沙石等雜質(zhì)可能將葉片打傷掉塊,從而導(dǎo)致局部應(yīng)力集中,改變了缺口前方的應(yīng)力狀態(tài),使缺口試樣所受的應(yīng)力由原來的單向應(yīng)力狀態(tài)變?yōu)閮上蚧蛉驊?yīng)力狀態(tài),也就是出現(xiàn)了σx ( 平面應(yīng)力狀態(tài))或σx 與σz ( 平面應(yīng)變狀態(tài)). 因此,測試了TC17 合金熔覆層經(jīng)過680 ℃時效10 h 后的缺口拉伸和缺口持久性能. 結(jié)果表明:TC17 合金熔覆層的平均缺口拉伸強(qiáng)度為1537 MPa,在1170 MPa 應(yīng)力條件下的平均缺口持久時間可達(dá)5. 625 h,并且平均斷后伸長率可達(dá)到5. 6%,斷面收縮率可達(dá)到13. 1%. 以上結(jié)果表明,即使在改變應(yīng)力狀態(tài)的前提下,熔覆區(qū)的依然具有較高的強(qiáng)度和塑性.
4 結(jié)論
(1) TC17 鈦合金熔覆層的α+ β 相尺寸低于鍛造TC17 合金,針對TC17 合金熔覆層進(jìn)行熱處理可調(diào)節(jié)TC17 合金熔覆層顯微組織形貌,固溶+時效熱處理獲得TC17 熔覆層內(nèi)部α 相呈短棒狀,而采用時效熱處理工藝后,熔覆層生成短棒狀和顆粒狀次生α 相,并且次生α 相數(shù)量和尺寸隨著時效時間延長而增加.
(2) 熱處理制度顯著影響TC17 合金熔覆層顯微組織與力學(xué)性能,TC17 合金熔覆層的強(qiáng)度隨著時效時間延長呈現(xiàn)先降低后升高的趨勢,而延伸率則隨著時效時間延長呈現(xiàn)先升高后降低的規(guī)律. 采用固溶+時效熱處理制度提高了TC17 合金強(qiáng)度,降低了TC17 合金熔覆層韌性. 當(dāng)680 ℃時效10 h 后,TC17 合金熔覆層的抗拉強(qiáng)度達(dá)到了鍛件標(biāo)準(zhǔn)的93%,且塑性遠(yuǎn)超標(biāo)準(zhǔn)值. TC17 合金熔覆層的平均缺口拉伸強(qiáng)度為1537 MPa,在1170 MPa 應(yīng)力條件下的平均缺口持久時間可達(dá)5. 625 h,并且平均斷后伸長率可達(dá)到5. 6%,斷面收縮率可達(dá)到13. 1%.
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(shù)(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學(xué)學(xué)報(bào)(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
