淺談極限配合與技術測量在鉗工教學中的滲透
2009-01-22 02:24:24陳發譚陽偉
職業·下旬 2009年9期
陳 發 譚陽偉
長期以來,不少職業學校和技工學校對于專業理論課和技能課之間的關系很模糊。有些學校開設了大量的專業理論課,可學生真正動手實踐的時間少之又少,這些職業學校逐漸辦成了“普高化”,只不過把普高的歷史、地理、生物換成了專業理論課而已:而一些技工學校為了追求短期的品牌效應,一味搞技能訓練,專業理論課能砍則砍,甚至理直氣壯地認為“技工學校就是搞技能的,只要有技術,文盲也不要緊。”上述兩種教學模式都走向了一個極端。實際上,理論與實踐既相互獨立又相互依存。理論可以相對于實踐獨立存在,也可以“理論指導實踐”i實踐可以先行,它可以檢驗理論的科學性。德國雙元制的核心內容是專業理論與生產實踐各占1/2,專業理論課與技能課并不偏頗任何一方。
《極限配合與技術測量》課程是機械類專業的專業基礎課,也是職業學校和技工學校機械專業的學生進校實習前的一門專業課。鉗工是機械類專業的基礎技能,在就業市場上具有較好的前景。兩者在具有機械專業的職業學校和技工學校都是必開的理論課和技能課,但不少學校的老師認為兩者沒有必然的聯系。筆者自從大學畢業就從事鉗工實習的指導工作,這幾年根據學校需要開始從事《極限配合與技術測量》課的理論教學,經過實踐摸索,越來越覺得在鉗工教學離不開理論的支持,尤其是《極限配合與技術測量》這門課對鉗工有很大的幫助。在此從以下幾點來探討極限配合與技術測量這門課在鉗工實習中的滲透。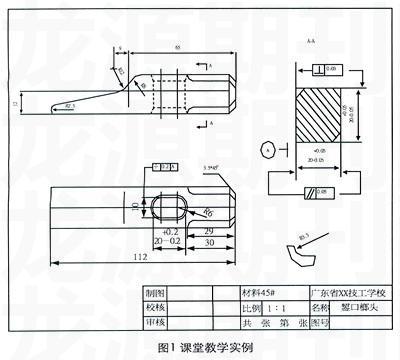
一、實習前的課堂教學
課堂教學主要是理論部分,如圖1所示。
1.了解零件概括
與學生共同分析視圖,想象出形狀結構。
2.分析尺寸
尺寸是加工零件的重要依據。必須認真看尺寸,盡量避免因看錯而造成廢品。找出尺寸基準:設計基準為右端面和工藝基準為A面,重要尺寸直接從設計基準注出,其他尺寸按加工順序注出。
3.分析技術要求
了解配合表面的尺寸公差、表面粗糙度和形位公差。
綜合上述分析,再總結歸納,使學生對該零件尺寸有較全面了解,達到極限配合與技術測量在實習前滲透的要求。
二、實操課堂教學
將學生分成小組進入鉗工操作車間,首先由教師演示零件加工過程,并且在操作過程中講解各個測量工具的工作原理和使用方法,并講解如何保證尺寸的合格:然后讓學生自己親自銼配,同時邊巡回指導學生操作,發現問題及時解決。
檢查來料尺寸。
按圖樣要求銼準20mm×20mm正方體。
以長面為基準銼一端面,達到基本垂直。表面粗糙度Ra≤3.2mm。
以一長面及端面為基準,用鏨口錘子樣板劃出形體加工線并按圖樣尺寸劃出4-3.5mm×45度倒角加工線。
銼4—3.5mm×45度倒角達到要求。方法:先用圓銼粗銼出R3.5mm圓弧,然后分別用粗,細銼倒角再用圃銼細加工R3 5mm圓弧,最后用推銼法修整,并用砂布打光。
按圖劃出腰孔加工線及鉆孔檢查線,并用φ9.7mm鉆頭鉆孔。
用圓銼銼通兩孔,然后用掏銼按圖樣要求銼好腰孔。
按劃線在R12外鉆φ5mm孔,然后用手據按加工線鋸去多余部分(放銼削余量)。
用半圓銼按線粗銼R12mm內圓弧面,用板銼銼粗斜面與R8mm圓弧面到劃線線條,然后用細銼細銼斜面,用半圓銼細銼R12mm內圓弧面,再用細板銼細銼R8mm外圓弧面,最后用細板銼及半圓銼作推銼修整,達到各型面連接圓滑,光潔,紋理齊整。
銼R2.5mm圓頭,并保證工件總長112mm。
八角端部棱邊倒角3.5mm×45度。
用砂布將各加工面全部打光,交件待驗。
待工件檢驗后,再將腰孔各面倒出1mm弧形喇叭口,20mm端面銼成略凸弧面,然后,將工件兩端熱處理淬硬。
通過在老師的演示操作及學生的實際操作中滲透極限配合與技術測量基礎,使廣大學生體會到該課程的重要性。
三、實習課后的工件考核點評
工件考核點評是執行考核常規、全面實現考核功能的不可忽視的環節。然而,人們往往重考核而輕講評。這就大大降低了考核的效果,那么如何組織考核點評呢?
1.突出針對性
教師要準確分析學生在知識和思維方面的薄弱環節,找出實際操作中出現的具有共性的典型問題,針對導致誤差的根本原因及解決問題的方法進行評講。這樣有的放矢,節約時間,又使學生對自己的考核分數知其然而知其所以然。
2.強調層次性
工件點評是全體師生的雙邊活動,但不同學生存在的問題不盡相同,因而要調動各層次學生都積極參與講評活動,使每一位學生都有所收獲。這就要求教師從整體上把握點評內容的層次性,使內容層次與學生層次相吻合。
3.注意新穎性
點評課涉及的內容都是學生已學過的極限配合與技術測量知識,但點評內容絕不應是原有形式的簡單重復,必須有所變化和創新。在設計點評方案時,應注意在原有知識中滲入新的內容,如什么條件會產生誤收、什么條件會產生誤廢及產生誤收、誤廢的原因有哪些等。對同一知識點應多層次、多方位解剖分析,同時注意對所學知識進行歸納總結、提煉升華,以嶄新的面貌展示給學生,讓學生感到內容新穎,學有所得。通過點評,訓練學生由正向思維向逆向思維、發散思維過渡,提高分析、綜合和靈活運用能力。
4.講究激勵性
工件點評時,切不可忽視各類學生的心理狀態,要用好激勵手段。對各種優點的表揚要因人而異,讓受表揚者既有動力又有壓力,對存在的問題提出善意批評的同時,應包含殷切的期望,使學生能面對現實,找到自己努力的目標,振作精神,積極地投入到下一工件操作中去。
眾所周知,工藝是鉗工成敗的關鍵,而讀懂圖中尺寸又是安排工藝合理的必要基礎,這就是理論聯系實踐,理論指導實踐的原理。所以,極限配合與技術測量對鉗工教學相當重要,在鉗工實習指導中處處滲透著極限配合與技術測量的教學是很有必要的。
猜你喜歡
童話世界(2020年10期)2020-06-15 11:53:22
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
作文世界(小學版)(2018年4期)2018-10-16 17:13:34
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
快樂作文·低年級(2016年12期)2017-01-03 20:52:44
中國衛生(2016年2期)2016-11-12 13:22:24
快樂作文·低年級(2016年6期)2016-06-24 18:58:40
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
海峽姐妹(2014年5期)2014-02-27 15:09:32