保證內外橢圓配合精度加工方法的分析研究
2009-10-12 04:28:02孔令超郭曉麗
職業·下旬 2009年8期
關鍵詞:程序
孔令超 郭曉麗
一、橢圓加工程序的理論基礎
橢圓加工的方法有兩類:基于CAD/CAM技術,自動編程加工;利用宏變量,手工編制宏指令程序加工。這兩種程序的理論基礎都是“用微小直線段或曲線段擬合理想橢圓曲線”。
二、自動編制程序加工橢圓
自動編程加工的步驟是先用CAD軟件建立零件模型,再轉到CAM軟件中生成橢圓的加工程序,最后導入數控系統進行加工。
以數控車為例,實際刀尖是有圓弧的,加工橢圓時實際切削點會不斷改變,影響橢圓尺寸和形狀的各個實際切削點和理論刀尖也是不重合的,如果程序不對這個“不重合”進行補償,那么工件會產生尺寸或形狀誤差。只有使用“編程時考慮半徑補償”這一功能,才能編制出保證橢圓尺寸和形狀精度的正確程序。
三、手工編制宏程序加工橢圓
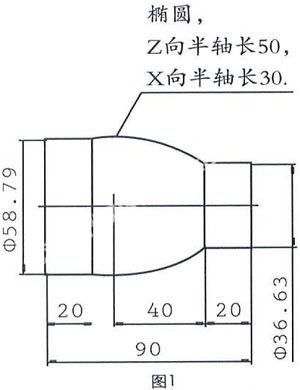
圖1
以FANUC Oi—TC系統為例,與圖1相對應的精加工程序是:
M3 S1500 T0101;(工件坐標系在工件右端面)
#1= 40;
G0 X65 Z2;
X36.33;
G1 Z—20 F0.1;
N1 #2=0.6*SQRT【2500— #1*#1】;
G1 X【2*#2】 Z【#1— 60】;
#1= #1— 0.1;
IF【#1GE—10】GOTO1 ;
G1 Z— 90;
G0 X100;
Z200 ;
M30 。
此宏程序的缺點有:第一是不能使用刀尖圓弧半徑補償指令G41和G42,原因和上面所述一樣。使用刀尖圓弧半徑更小的車刀可以降低形狀和尺寸誤差,但不能完全消除。第二,進給速度不能太快。進給速度取決于數控系統的計算速度,數控系統計算出下一個點的坐標,伺服系統才能驅動電機。當步長很小時會出現非常多的點,數控系統的計算速度跟不上進給速度時,刀具就會出現短暫的“爬行”現象,等待數控系統計算出下一個點的坐標后發出命令。

四、手工編制四心法橢圓精加工程序
在機械制圖中橢圓的常用畫法是“四心法”畫橢圓,見圖2。
圖2
仍以圖1為例,利用四心法手工編制橢圓的加工程序如下:
M3 S3000 T0101;
G0 X65 Z2;
G0 G42 X36.33;
G1 Z—20F0.1;
G3 X38.3096 Z—20.8452 R22.3381;
G3 X58.79 Z—70 R76.1025;
G1 Z— 90;
G0 G40 X100;
Z200 ;
M30。
(作者單位:山東省青島市高技技工學校)
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
