瀑布溝水電站筒形閥安裝工藝探討
2010-01-15 02:38:52劉旻
水電站機電技術 2010年4期
關鍵詞:筒體
劉旻
(中國水利水電第七工程局有限公司機電安裝分局,四川 彭山 620860)
瀑布溝水電站筒形閥安裝工藝探討
劉旻
(中國水利水電第七工程局有限公司機電安裝分局,四川 彭山 620860)
瀑布溝水輪機所安裝圓筒閥是迄今為止國內直徑最大的圓筒閥。對瀑布溝電站東電供貨的筒形閥安裝過程進行了較為系統的介紹,特別是針對瀑布溝水電站筒閥組裝過程中遇到的接力器提升桿垂直度調整、碟簧壓縮量調整、導向條的焊接等關鍵工序進行了探討,對其它同類型電站筒形閥的設計安裝具有一定的參考價值。
筒形閥;預裝;組裝;安裝
0 概述
瀑布溝水電站是大渡河干流水電梯級開發第17個梯級電站,壩址位于大渡河中游尼日河匯口上游,地跨四川省西部漢源縣和甘洛縣兩縣境。水電站以發電為主,兼顧攔沙、防洪等綜合利用效益。電站裝設6臺單機額定功率600 MW的混流式水輪發電機組,在系統中擔負調峰、調頻及事故備用,枯水期擔負峰腰荷,豐水期主要擔負基荷和部分腰荷,是四川電力系統中的骨干電站之一。
瀑布溝水電站2號、4號、6號水輪機由東方電機有限公司供貨。考慮到瀑布溝水電站最高運行水頭高達181.7m,引水壓力管道長達460~507m,為提高機組運行的可靠性、靈活性和經濟性,減少停機時漏水對導水機構和轉輪的破壞,以及事故狀態下緊急切斷水流防止機組長時間飛逸,水輪機設置了筒形閥。
1 筒形閥結構形式、止水及機械同步原理
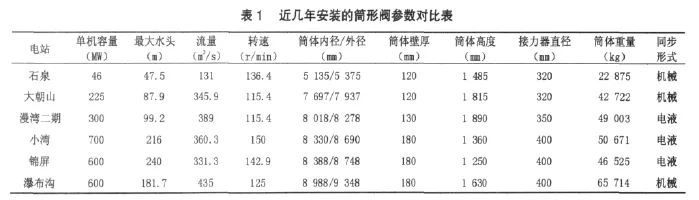
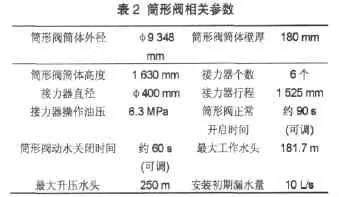
瀑布溝水電站筒形閥由東方電機有限公司生產,是目前國內水電站直徑最大、重量最重、安裝工藝最復雜、精度要求最高的筒形閥,近幾年國內安裝筒閥參數見表1。瀑布溝筒閥相關參數見表2。
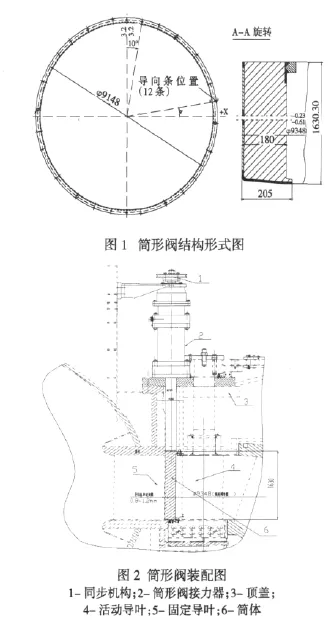
1.1 結構形式
圓筒閥裝設于水輪機固定導葉與活動導葉之間。在關閉時落于底環上,截斷水流并與頂蓋和底環形成密封;開啟時,位于水輪機座環和頂蓋間的空腔室內,閥體底邊與頂蓋抗磨板齊平,不干擾水流流態。圓筒閥由導向條(焊于固定導葉上)、筒閥本體、筒閥接力器和機械同步機構四大部分組成。筒形閥的結構見圖1、圖2。
?
?
1.2 筒形閥止水原理
筒形閥閥體布置在活動導葉與固定導葉之間,筒形閥的上密封采用帶凸緣的橡皮板與壓環一起裝在頂蓋上,見圖3:筒形閥頂部止水圖;下密封采用壓板橡皮條結構裝在底環上,見圖4:筒形閥底部止水圖。
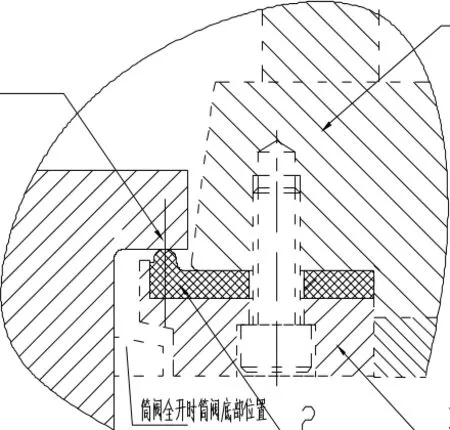
圖3 筒形閥的上密封
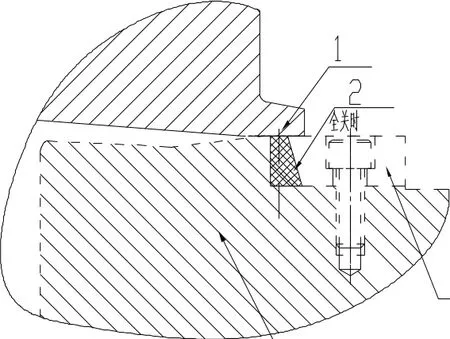
圖4 筒形閥的下密封
1.3 機械同步原理
瀑布溝筒形閥采用機械同步方式,為了將接力器的直線運動轉換成同步鏈輪的回轉運動,以達到6個接力器的同步采用了滾動絲桿副。絲桿裝于接力器缸蓋上部,由二個單向推力滾珠軸承所限位,徑向位移由安裝在上缸蓋下端固定銅套導向定位,絲桿軸密封采用O形密封圈,絲桿只能作回轉運動。為使6個操作接力器達到同步運動,以使筒形閥垂直上下運行時不至傾斜發卡,在6個接力器滾柱絲杠副頂端裝有雙層鏈輪,然后用6圈鏈條將6個鏈輪彼此串聯起來,從而保證回轉鏈輪的同步。一旦由于筒形閥發卡,該接力器停止運動,而由相鄰鏈輪的傳動使該接力器絲桿繼續回轉,則絲桿將產生軸向移動,當超過碟簧的預載力時,碟簧被壓縮,迫使行程開關動作,使四通三位閥回到中間位置,使整個操作機構停止運動,進行事故的處理。
在每圈鏈條的中部都裝有拉緊鏈輪裝置,使鏈條保持在一定的張力,如遇筒形閥在操作時發卡,鏈條的張緊力超過額定負載時,滑塊壓縮板簧組,使裝在支架下的限位開關接點閉合,使四通三位閥回到中間位置,使整個操作機構停止運動,以進行事故的處理。
2 安裝方法
2.1 筒閥組裝焊接
筒閥閥體分兩瓣運抵工地。組裝前首先對筒體分瓣面、組裝螺栓孔進行清理,并對螺栓與螺孔進行試配。將兩瓣筒體調平后進行對裝,調平組合后的筒體圓度應不超過1mm,上下平面的水平度應在0.30mm內。
兩瓣筒閥立面焊縫預熱至80℃并保溫30min,然后開始焊接。焊接時均采用分段退步方式先后選用Φ3.2和Φ4.0焊條進行打底焊接和立縫焊接,焊接時在組合縫內外焊縫處對稱施焊。每層焊接完成后,應錘擊消應,同時每層焊接后應進行MT/PT探傷合格。此外在合縫處適當位置架設兩只百分表以監測焊接過程中的變形。焊接完成以后,再次復查筒體圓度、導向條垂直度、筒體上下面的平面度。
2.2 筒體與頂蓋組裝
將頂蓋吊起并調平至0.02 mm/m范圍內吊至筒閥上方,調整頂蓋與筒體方位、同心,使方位、同心基本一致后下落頂蓋。調整筒體與頂蓋同心,調整時以筒閥提升桿安裝孔為基準測量頂蓋上接力器放置位置的安裝孔與筒體提升桿安裝孔同心在0.10 mm內。
2.3 筒閥接力器安裝
筒形閥接力器與筒閥裝配詳見圖5。
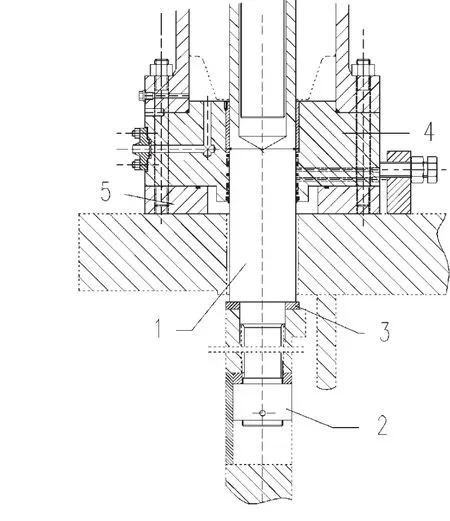
圖5 筒形閥接力器與筒閥裝配圖
筒體與接力器提升桿采用埋入式螺栓連接,連接螺母采用M110×4螺母,置于筒體上開設的窗口內,外側用20 mm不銹鋼板封堵。與大朝山、漫灣一期的旋入式螺栓連接相比有如下優點:
(1)有效避免筒體在安裝或拆卸過程中損壞螺紋。
(2)當提升桿連接螺栓折斷或接力器發生事故時,可以實現在機坑內檢修處理,而無需把筒體吊出機坑。
根據廠家安裝說明書,首先安裝墊環,將墊環與頂蓋焊接,打磨墊環上平面,使其水平滿足0.03 mm/m的要求;安裝接力器提升桿,把緊特殊螺母,通過打磨墊環來調整提升桿的垂直度;待提升桿垂直度合格(0.1 mm/m)后,將提升桿吊出,再安裝接力器下缸蓋;再安裝提升桿,復測提升桿的垂直度,如果提升桿的垂直度不滿足要求,必須要將接力器下缸蓋、提升桿吊出,再次打磨墊環。
安裝實際過程中,調整提升桿垂直度滿足要求,在將提升桿吊出安裝接力器下缸蓋后,檢查發現重新裝配后的提升桿垂直度超出標準要求(個別提升桿垂直度達0.39 mm/m),經反復對墊塊進行修復,在耗時近一月后仍不能保證提升桿垂直度滿足要求。通過組織各方分析,此方案存在以下不足:
(1)提升桿至少經兩次拆裝,但無精確定位設計,回裝時難以保證前后位置絕對一致。
(2)特殊螺母的加熱溫度、螺母旋轉角度都影響提升桿的垂直度。
(3)提升桿垂直度要求偏高(0.10 mm/m),打磨量難度大,手工打磨難以滿足要求。
(4)筒閥提升桿與墊環接觸面加工精度較差。經仔細分析,對提升桿垂直度調整改進如下:
將頂蓋上安裝墊環的位置清理干凈,調整頂蓋水平在0.05 mm/m內,并仔細清理修磨墊環與頂蓋接觸面(墊環在從接力器上拆下時,應在接力器和墊環的對應位置打上編號),將墊環對號放置在安裝位置,用塞尺檢查組合面間隙,0.03 mm塞尺不得塞入。
調整墊環與頂蓋上提升桿安裝孔同心度在0.10mm內,對稱點焊墊環側面于頂蓋上,采用分段、對稱、退步焊接(先焊接外側焊縫)。焊接完成后,用框式水平儀檢查墊環上平面水平應在0.03 mm/m,如果水平達不到要求,則應用角磨機及拋光砂輪修磨處理直至合格。
將接力器下缸蓋吊裝在墊環上,初步找正其與墊環的同心,此時不要把合螺栓,檢查接力器下缸蓋平面的水平應在0.03 mm/m內,否則應吊開缸蓋,處理墊環平面。接力器下缸蓋水平合格以后,安裝墊環在提升桿的安裝孔對應位置,墊環與筒體應貼合緊密。吊起提升桿,裝入筒體對應位置,并把緊特殊螺母,把緊特殊螺母采用加熱旋轉螺母角度的方式,旋轉角度為30度,同時檢查提升桿與下缸蓋間隙應均勻,用框式水平儀檢查提升桿的垂直度,不得大于0.20 mm/m,如提升桿的垂直度不滿足要求,將特殊螺母加熱退出,將墊環取出修磨墊環與筒體的接觸面。修磨后將墊環重新裝入,再安裝提升桿,直到提升桿垂直度合格。
通過提升桿垂直度調整工序及適當降低了垂直度要求,提升桿垂直度調整僅用10天就滿足要求。
在完成接力器下缸蓋安裝和提升桿垂直度調整后,按照制造廠安裝說明書按接力器缸→接力器上缸蓋→下部單推力軸承→傳導螺母→軸承座→上部單向推力軸承→碟簧→支撐板→其它附件順序進行安裝,下面僅說明碟簧安裝調整,其余附件安裝過程在此不予贅述。
2.4 碟簧安裝調整
將下瓣碟簧放置在推力板上,測量碟簧與絲桿距離,四周均勻測量4點,偏差不得大于0.5 mm。
將上瓣碟簧壓在對應位置,并裝上支撐板,帶上支撐板把合螺栓,暫時不把緊。
調整上下碟簧錯牙不得大于0.20 mm,通過測量碟簧外圓與推力板外圓的距離來調整碟簧與絲桿同心,同心度不得大于0.20 mm,合格以后,對稱把緊支撐板把合螺栓,但把緊之前測量支撐板與推力板之間距離,把合后碟簧的壓縮值為2.76 mm(螺栓把緊力為12.3 kN),偏差不得大于0.02 mm。
接力器在安裝間的裝配及與筒體的聯接完成后,可整體吊入機坑參與導水機構的預裝。
2.5 青銅導向條的安裝、焊接
筒閥與頂蓋整體吊入機坑后,采用傳統的電測法調整頂蓋與底環的同心度滿足要求,并將筒體落至全關位置。通過測量筒體與固定導葉的距離,并考慮導向條與筒體的間隙為0.8~1.2 mm,對青銅導向條(1 800 mm×30 mm×15 mm)進行配刨,同時留0.1 mm左右的打磨余量,待導向條焊接之后進行打磨。將12根導向條(導向條分三段)固定在座環固定導葉上,并檢查導向條與固定導葉間隙,導向條貼嚴以后,二者之間用0.03 mm塞尺檢查,不得塞入,否則應修磨固定導葉。待檢查合格以后,將導向條的卡子點焊在固定導葉上,每根導向條用卡子不得少于6個,壓緊導向條,為避免壓壞導向條,每個卡子與導向板之間應該加銅墊。
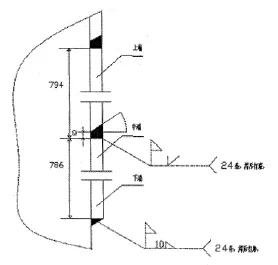
圖6 導向條焊接示意圖
焊接采用分段焊接,分段焊接可以釋放部分焊接熱應力,有利于減少焊接裂紋。
焊材采用φ2 mm鋁青銅焊絲,焊接方式為手工氬弧焊,鎢極為2.5 mm,焊接工藝參數見表3。
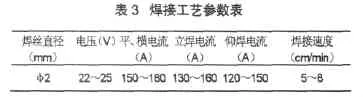
?
焊接時先采用507焊條為對固定導葉出水邊進行過渡堆焊,采用分段跳焊,多層多道,焊接、打磨后進行PT檢查。堆焊后再焊接導向條,導向條焊接順序為中段導向條→下段導向條→上段導向條→導向條連接處,采用分段焊接,每段長度不大于350 mm。焊接時要求銅、鋼母材都融合良好,收弧時填滿弧坑,緩慢提起焊槍,錘擊收弧處。每個導向條留10mm長的排氣孔,待焊縫全部焊接后再進行封焊。焊接完成后采用PT/MT檢查焊縫、熱影響區有無裂紋、未熔合、夾渣和密集性氣孔等缺陷,若發現缺陷,應用風鏟清除,用氬弧焊補焊。
焊接完成后采用風鏟清除飛濺、焊瘤,用鋼絲刷清除焊縫表面氧化渣,并用角向磨光機修磨焊縫過高處及固定卡的殘根,補焊缺肉處并打磨光滑。通過吊鋼琴線測量并修磨導向條垂直度,垂直度要求在0.05 mm/m以內。
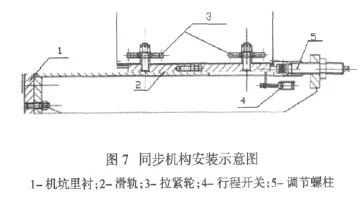
2.6 同步機構的安裝
在頂蓋與座環螺栓把緊以后,便可以進行同步機構和指示器的安裝。
安裝接力器支架基礎板時調整螺套、軸承支架及基礎板的相對距離,其中保證支架與基礎板的間隙在2 mm,安裝高程應根據實際座環高程做適當調整,偏差不得大于±0.5 mm,之后進行基礎板的點焊固定,由于基礎板焊接時可能產生變形,因此支架分半把合螺栓不要把緊。
基礎板焊接完成以后,利用接力器支架上的拉頂螺栓來調整支架卡盤與接力器軸承支架的配合,使中間位置貼上,兩側對應間隙相等,然后把上另一半卡盤,卡盤在把合時不得用太大力,可根據接力器鏈輪裝配安裝。
根據拉緊輪裝配中的設計高程,并結合座環安裝高程,進行拉緊輪支架裝配的調整與焊接,在拉緊輪滑道上用框式水平儀測量滑道水平應在0.15mm/m內,如果水平不滿足要求,可在支架與滑道之間加墊調整,直到符合要求為止。同時所有拉緊輪高程偏差不得大于±0.5 mm。
安裝鏈條后,旋轉頂絲使拉緊輪前后動作,使內外圈鏈條松緊一致。
2.7 密封、油管路安裝以及筒閥在機坑內的動作試驗及調整
上下密封條在安裝時,應根據實際情況進行配割鉆孔并粘接成整園,并按編號安裝密封壓板,密封壓板在頂蓋或底環吊裝前,在安裝間試配編號并在頂蓋、底環對應位置打上標記。
密封壓板安裝后,不得高出頂蓋、底環抗磨面,允許稍低于抗磨面。同時密封壓板把合螺栓在把合時應涂上螺紋鎖固劑。在完成以上安裝以后,將把合螺栓側面點焊在密封壓板上。注意在上密封安裝時,筒體應固定在90%開度左右,以便安裝。對稱拆除筒體與頂蓋把合螺栓。派專人在12根導向條處監視筒閥的動作情況,同時每人均有塞尺,作為檢查筒體與導向條間隙用。同時監視人員通過500mm的鋼板尺檢查筒閥動作距離是否一致。在筒閥動作之前,每個監視人員,測量出筒體的起始位置。機坑內也應該有專人監視同步機構動作情況。筒體在下落過程中,筒體下方不得有人,以免筒體下落時失控而發生事故。
由接力器上腔緩慢進油,注意控制筒體的下落高度,每次下落高度不超過200 mm,下落過程中,導向條旁邊的監視人員應注意筒體不得與導向條卡阻,無異常后,操作筒體上升,在上升過程中也應該有專人監視筒體不得與導向條卡阻。同時,在機坑內的監視人員也要監視同步機構的動作不得異常。
以上工作結束以后,將筒體下落到底部,用塞尺檢查筒體與導向條間隙。如間隙不滿足要求,將筒體提起到頂部,用砂輪機修磨固定導葉上的導向條,以達到設計間隙。
在筒體下落到底部的時候,安裝筒閥指示器。
在筒閥全開時,將筒體限位銷放入頂蓋對應位置,并按要求焊接。
3 結論
在瀑布溝4號、6號機筒閥的安裝過程中,合理調整了筒閥接力器安裝工序,滿足了筒閥接力器提升桿的垂直度和碟閥壓縮量、鏈條張緊度的要求,筒閥與頂蓋整體參與導水機構的預裝和安裝,避免了筒閥變形,縮短了導水機構安裝工期,為類似機組筒閥的安裝提供了以下借鑒:
(1)筒閥閥體厚度較大,分瓣組合縫處的焊接坡口尺寸究竟要設計多大,是一個值得研究的問題,實踐證明瀑布溝電站U形坡口的設計有效的避免了焊接對筒閥閥體尺寸的影響,值得借鑒。
(2)筒閥預裝和組裝過程中采用與頂蓋一體化吊裝的方法,有效避免了在吊裝過程中引起的筒閥變形。
(3)筒閥與頂蓋、接力器的組裝,密封裝置的安裝盡量考慮在安裝間進行,有利于組、安裝質量及進度的控制。
(4)鋁青銅導向條采用分段焊接,可以釋放部分焊接熱應力,有利于減少焊接裂紋。
TV732.7
B
1672-5387(2010)04-0035-05
2010-04-20
劉旻(1976-),男,助理工程師,從事機電安裝技術管理工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代制造技術與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設備管理與維修(2016年5期)2016-03-16 02:20:45
重型機械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34