短纖維增強鋁基復合材料預制件制備工藝的研究
2010-02-06 12:44:26趙文俠楊永順郭俊卿
陶瓷學報 2010年2期
趙文俠 楊永順 郭俊卿
(河南科技大學材料科學與工程學院,洛陽:471003)
1 前言
金屬基復合材料按增強相形態,可分為連續增強相增強和非連續增強相增強兩種金屬基復合材料,它以高強度、高比模量及可設計性等迅速脫穎而出[1],廣泛應用于航空工業、汽車工業。非連續增強相包括短纖維、晶須和顆粒。又因為非連續增強相在基體合金內部分布各向同性,具有較高的力學強度和比模量、良好的抗疲勞性和熱性能等優異特點[2-4]。其中短纖維因與基體材料之間具有高的載荷傳遞能力使其更顯示出其優越的機械性能和熱學性能[5-6]。
采用浸滲法制備短纖維增強鋁基復合材料包括預制件的制備和基體合金浸滲兩個階段,其中高性能預制件是制備優質復合材料的關鍵。影響預制件性能的因素很多,如預制件裂紋、纖維折斷、纖維分布不均勻等缺陷[7]和后續烘干、燒結的工藝因素都對預制件性能產生直接的影響,從而影響到復合材料本身的性能。
2 實驗
2.1 實驗材料
制備預制件的材料包括多晶氧化鋁纖維,無機粘結劑,10%淀粉溶液,分散劑,填充劑,消泡劑。選取硅溶膠作為無機粘結劑保證預制件高溫強度,淀粉溶液作為有機粘結劑保證預制件室溫強度,自配0.5%聚丙烯酸鈉為分散劑,石墨粉做為填充劑。
多晶氧化鋁纖維是結晶態耐高溫超輕質絕熱材料。高溫下始終保持多晶體微晶粒結構,從而保證了優良的耐熱性和高強性;又因其良好的加工性能以及與基體合金較好的潤濕性被廣泛應用于金屬基復合材料的增強相。實驗采用的多晶氧化鋁纖維為洛陽耐火材料研究院生產,其物理性能如表1所示。
2.2 纖維預處理
復合材料的強度、剛度以及韌性隨著短纖維長徑比的增加而增加[8-9],但長徑比過大會影響纖維的分散,容易發生團聚。因此,纖維尺寸應在大于臨界尺寸Lc的條件下盡量短[10]。

表1 A l2O3sf物理性能Tab.1 Physical Properties of Al2O3sf
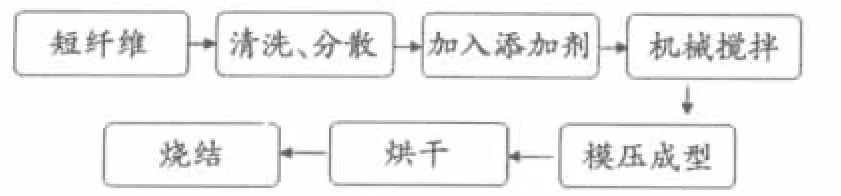
圖1 多晶氧化鋁短纖維預制件制備工藝流程Fig.1 The fabrication process for polycrystal alumina short fiber preforms

式中,纖維抗拉強度σf=1.3~2.1GPa;界面剪切強度τ 約為基體合金屈服強度的 1/2;纖維直徑d=20μm。
以ZL108為基體合金,其屈服強度為200MPa。通過上述公式得到臨界長度Lc=260~420μm。纖維經過預處理,實際測量得到的平均長度1.5mm,長徑比75。
2.3 制備工藝
采用濕法制備多晶氧化鋁短纖維預制件,其工藝流程圖如圖1所示。

圖2 短纖維預制件烘干升溫制度Fig.2 The heat drying schedule for short fiber preforms
2.4 工藝優化
制備前必須對短纖維清洗(工具)二到三次,目的是清理掉纖維中的渣球,因為渣球嚴重降低了復合材料的抗疲勞性能(復合材料的疲勞性能有很大的影響)[11]。經過清洗后,依次加入分散劑、有機粘結劑和填充劑攪拌2~3min,靜置一段時間使混合溶劑能充分與纖維混合均勻,然后將混合溶劑經中速機械攪拌5min,再加入無機粘結劑高速攪拌15~20min,二次攪拌時間不宜過長,因為在高速攪拌過程中混合溶液容易產生泡沫,泡沫中聚集了部分短纖維和填充顆粒,為了使得溶液混合均勻,預制件成型后不產生分層和偏聚,在高速攪拌結束時加入適量消泡劑,最后再低速攪拌3~5min,模壓成型。
2.5 烘干和燒結
預制件壓制成型后,放入微波爐中加熱烘干,目的是為了防止開裂,以及粘結劑偏聚預制件表面[12]。然后在干燥爐內逐步升溫至120℃,保溫24h(如圖2所示)。烘干后的預制件放入燒結爐內燒結。要制備滿足浸滲條件的預制件,選擇合適的升溫制度最為關鍵,通過反復的實驗及結合預置體燒結后的性能得到了較為合理的升溫制度(如圖3所示)。燒結時,在400℃保溫一段時間,使有機粘結劑和填充劑得到充分的氧化和揮發;在700℃保溫一段時間,是為了使預制件中無機粘結劑發生轉變,達到較好的粘結效果。
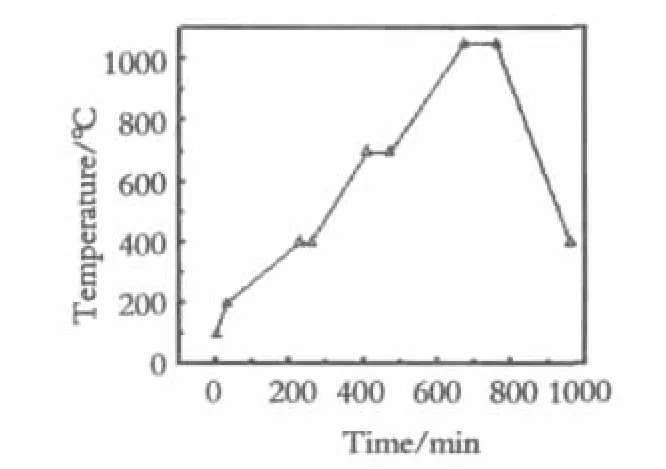
圖3 短纖維預制件燒結升溫制度Fig.3 The sintering schedule for short fiber preforms
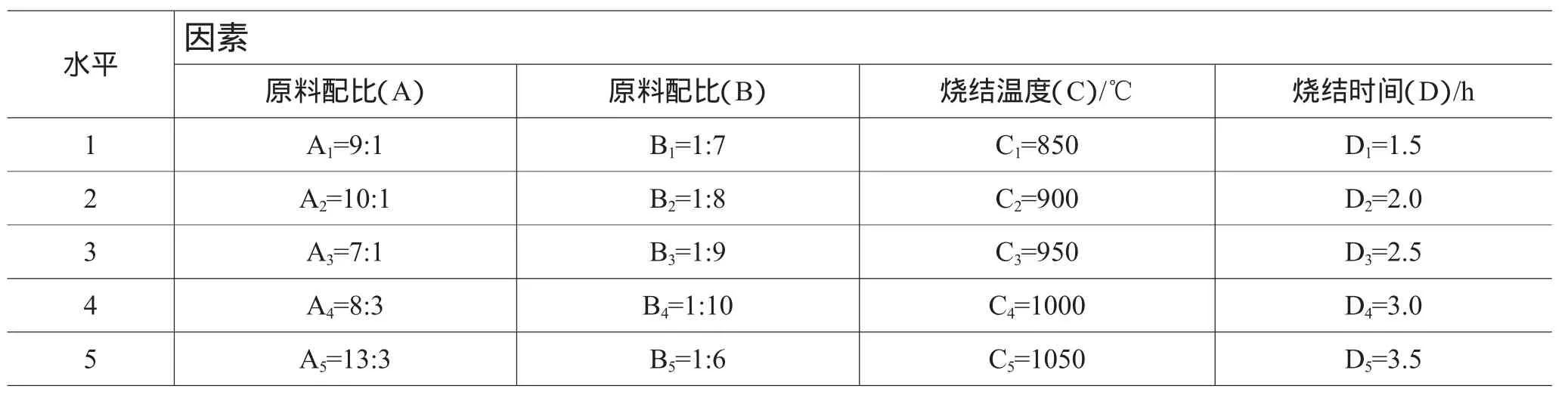
表2 短纖維預制件制備正交實驗表Tab.2 Orthogonal design table for short fiber preforms
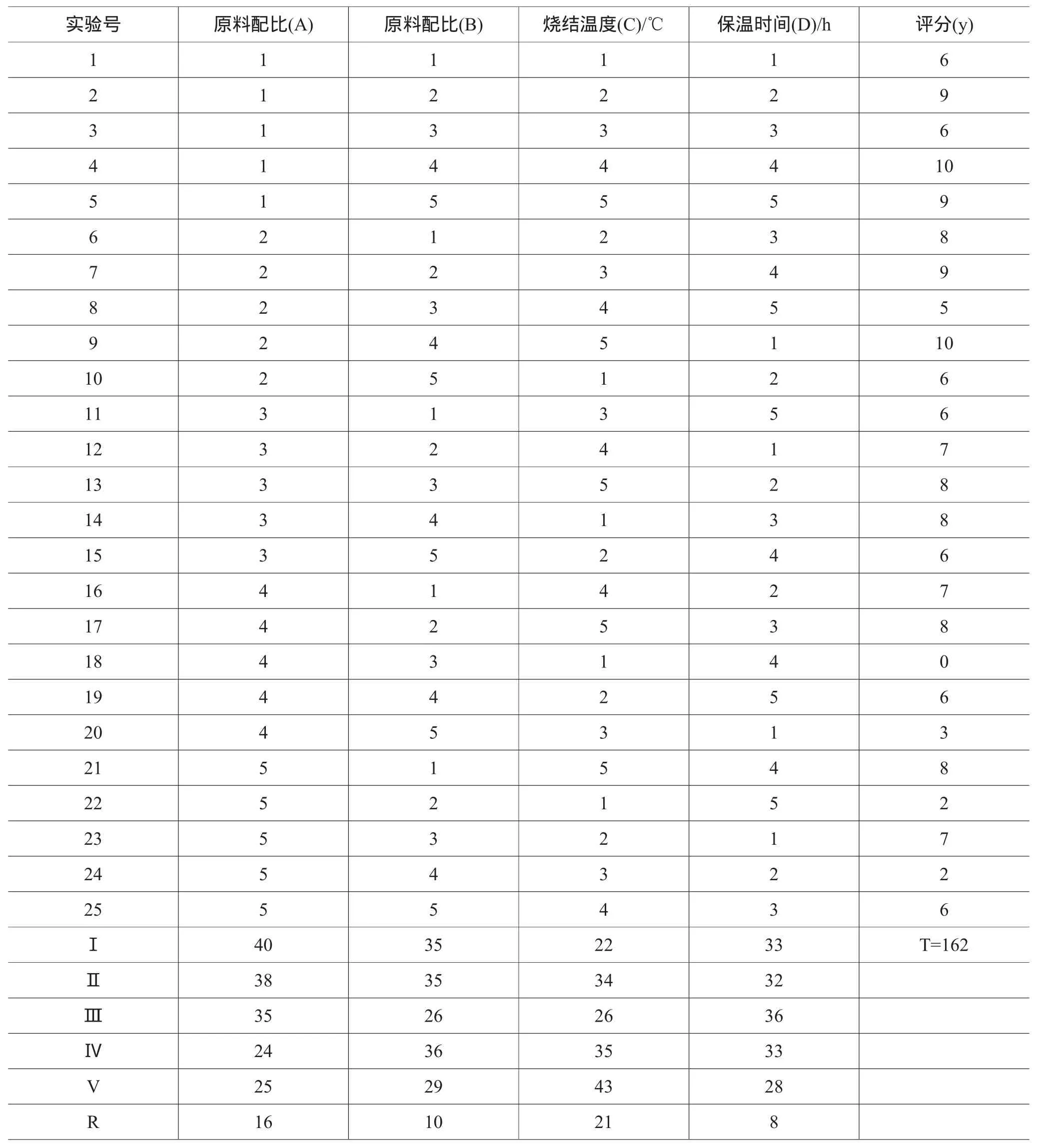
表3 短纖維預制件制備正交實驗結果Tab.3 Orthogonal experiment result for short fiber preforms

圖4 預制件表面形貌Fig.4 Surface morphology of the preform
采用正交實驗法對短纖維預制件制備工藝參數進行設計和篩選,選取纖維預制件制備工藝中4個關鍵參數:原料配比A(短纖維與填充劑質量分數)、原料配比B(短纖維與無機粘結劑質量分數)、燒結溫度和燒結時間。每個因素選用5個水平,選擇正交表L25(56)來設計正交實驗(如表2,不考慮它們之間交互作用)。選取3個參數作為評價指標對纖維預制件進行打分[10]:其中包括,預制件空隙是否均勻,預制件是否存在分層、裂紋,預制件表面是否光潔平整等。
3 結果與討論
3.1 預制件制備工藝參數
正交實驗結果表明(如表3),燒結溫度對預制件影響最大,原料配比影響次之。其中纖維與填充劑之比對預制件的影響大于纖維與粘結劑之比,保溫時間影響最小,但是保溫時間過長,預制件會出現開裂,甚至纖維脫落現象,還會導致無機粘結劑向預制件四周偏聚,使得燒結后的預制件中心強度偏低。出現裂紋是因為填充劑在高溫時的迅速氧化揮發致使預制體內部膨脹,隨著反應的延續,裂紋擴展導致預制體開裂;纖維脫落因為在高溫下,硅溶膠轉化為方晶石SiO2,隨著保溫時間的延長,SiO2析出過多,硅溶膠粘結效果降低,預制體表面纖維脫落。經過正交實驗優化,得到預制件最佳工藝參數:原料配比A(纖維與填充劑質量分數)9∶1,原料配比B(纖維與無忌粘結劑質量分數)1∶10,燒結溫度1050℃,保溫時間2.5h。
3.2 預制件表觀形貌與顯微組織
圖4是燒結后預制體表觀形貌,從圖中可以看出預制件表面光潔平整,孔隙分布均勻,沒有出現纖維脫落、分層和裂紋;圖5是預制件內部顯微組織結構,可以看出纖維呈無規則分布,沒有明顯的各向異性,纖維、孔隙分布比較均勻,且纖維間沒有發生明顯的團聚和偏聚現象。

圖5 預制件S E M照片Fig.5 SEM photo of the preform
4 結論
⑴從正交實驗得出,采用濕法制備多晶氧化鋁短纖維預制件,燒結溫度對預制件的性能影響最大,原料配比的影響次之,保溫時間的影響最小。最佳工藝參數:原料配比A9∶1,原料配比B1∶10,燒結溫度1050℃,保溫時間2.5h。
⑵采用混合粘結劑+填充劑制備短纖維預制件時,燒結升溫速率對預制件性能影響很大,為了保證預制件良好的性能,不同溫度段應采取不同的升溫速率。通過實驗獲得如圖3所示較為合適的升溫制度。
1 Srivatasan T S,Ibraim I A,Mohamed F A,et al.Processing techniques for particulate-reinforced metal aluminum matrix composites.J.Mater.Sci.,1991,26:5965~5978
2 Jiang C H,Wu J S and Wang D Z.Relaxation of residual stress in 20%SiCw/6061Al composite as extruded at high temperature. Trans.Nonferrous Met.Soc.China,2001,11(5):729~732
3 Dong S L,Mao J F,Yang D Z,et al.Age-hardening behavior of a SiCw/Al-Li-Cu-Mg-Zr composite.Materials Science and Engineering A,2002,327:213~223
4 Yuan W H,Chen Z H,Xu H Y,et al.Properties and microstructures of 7075/SiCp composites prepared by spray deposition.Trans.Nonferrous Met.Soc.China,2003,13(5): 1160~1163
5 Jiang C H,Wu J S and Wang D Z.Elastic modulus of SiCw/6061Al alloy composites as-squeeze-cast. Trans. Nonferrous Met.Soc.China,2001,11(6):900~903
6 Momdal D P,Basu K,Narayan S P,et al.Effect of processing history and aging temperature on age-hardening kinetics of 2014-Al alloy-SiC whisker composite.Journal of Materials Science Letters,1994,13(24):1797~1799
7王春艷,吳昆.鎂基復合材料預制塊制備工藝的研究.黑龍江工程學院學報,2003,17(1):42~44
8張亞芳,齊雷,張春梅.增強短纖維長徑比對復合材料力學性能的影響.廣州大學學報(自然科學版),2008,7(4):32~34
9 Hine P J,Lusti H R f and Gusev A A.Numerical simulation of the effects of volume fraction,aspect tatio and fiber length distribution on the elastic and thermoelastic properties of short fiber composites.Compos.Sci.Tech.,2002,62:1445~1453
10李正佳,李賀軍,齊樂華等.(AlBO)w/Al復合材料制備工藝研究.材料科學與工藝,2007,15(6):761~766
11楊川.Al2O3短纖維增強Al基復合材料的界面結構及強度預測.哈爾濱工業大學博士學位論文,1999
12張學習,王德尊.非連續增強相預制塊的研究進展.材料導報, 2003,17(5):62~64
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業工程(2015年4期)2015-12-29 02:48:39
應用化工(2014年10期)2014-08-16 13:11:29
