數(shù)控車床電動刀架控制系統(tǒng)的設(shè)計與實現(xiàn)
2010-03-21 02:00:16李捷輝應(yīng)明富
漳州職業(yè)技術(shù)學院學報 2010年4期
李捷輝,應(yīng)明富
?
數(shù)控車床電動刀架控制系統(tǒng)的設(shè)計與實現(xiàn)
李捷輝,應(yīng)明富
(漳州職業(yè)技術(shù)學院 機械與自動化工程系,福建 漳州 363000)
介紹以華中數(shù)控系統(tǒng)PLC為控制核心,以LDB4-6132型電動刀架為控制對象的經(jīng)濟型數(shù)控車床系統(tǒng)中電動刀架控制系統(tǒng)的軟硬件設(shè)計與實現(xiàn)方法,整個系統(tǒng)具有結(jié)構(gòu)簡單,安裝調(diào)試方便,可靠性高,成本低廉等優(yōu)點,可用于車床數(shù)控化改造和數(shù)控實驗系統(tǒng)的開發(fā)。
PLC;電動刀架;控制系統(tǒng)設(shè)計
1 引言
目前,我國機械制造業(yè)擁有相當數(shù)量的普通機床,其突出的矛盾是生產(chǎn)效率低、勞動強度大、加工精度低、適應(yīng)性差,不能加工復雜的零件,為了節(jié)約資金,降低成本,對原有普通機床進行數(shù)控化改造,是提高普通機床數(shù)控化率,解決上述矛盾的一種有效途徑。
對普通車床進行數(shù)控化改造,換刀裝置的設(shè)計是一個必須解決的問題,在大多數(shù)普通車床的數(shù)控改造中,電動刀架控制系統(tǒng)的設(shè)計往往采用PLC提供控制信號,然后通過繼電器和專門電路實現(xiàn)換刀控制,或者采用單片機和繼電器實現(xiàn)換刀控制。上述方案,要么控制電路復雜,要么成本提高。本文介紹了以華中數(shù)控系統(tǒng)PLC為控制核心,以LDB4-6132型電動刀架為控制對象的經(jīng)濟型數(shù)控車床系統(tǒng)中電動刀架控制系統(tǒng)的軟硬件設(shè)計與實現(xiàn)方法,設(shè)計的電動刀架控制系統(tǒng)電路簡單、可靠性高,為車床系統(tǒng)改造中的自動換刀問題提供了一種有效的解決途徑。
2 LDB4-6132型電動刀架簡介
本系統(tǒng)選用的電動刀架為常州市新南數(shù)控設(shè)備有限公司生產(chǎn)的LDB4-6132型電動刀架,LDB4系列電動刀架采用國際先進的三端齒精定位,蝸桿傳動,螺紋升降夾緊的工作原理,具有轉(zhuǎn)位快、定位精度快、定位精度高、工作可靠、剛性好、密封性能好等優(yōu)點。同時采用無觸點霍爾開光發(fā)訊,使用壽命長,使用于C0625以上各種車床,是各機床廠及用戶優(yōu)先采用的定型產(chǎn)品。LDB4-6132電動刀架外形如圖1所示,技術(shù)參數(shù)如表1所示。

圖1 LDB4-6132電動刀架外形圖
表1 技術(shù)參數(shù)

3 LDB4-6132型電動刀架控制系統(tǒng)硬件設(shè)計
LDB3-6132型電動刀架的控制信號接線共有9根,其中VCC和GNC是霍爾元件的24V工作電源和接地端,Ll、L2、L3為刀架電機的三相驅(qū)動電源輸入,改變?nèi)魏蝺筛娫淳€的連接順序,可改變電機旋轉(zhuǎn)方向。本電動刀架共有四個刀位,分別標識為1號工位、2號工位、3號工位、4號工位。每個刀位對應(yīng)一個刀位信號,T1~T4即位霍爾元件輸出的刀位信號。當某一刀位運動經(jīng)過當前刀位時,該刀位霍爾元件發(fā)出相應(yīng)的低電平有效信號。
本刀架控制系統(tǒng)PLC I/O分配表如表2所示,硬件接線圖如圖2所示,主電路如圖3所示。其中VCC和GND分別連接24V直流工作電源和地,刀位信號T1~T4直接接于PLC的X1~X4接口,主電路中380V交流電源經(jīng)過交流接觸器KM1與KM2至刀架電機的三相電源輸入端,用于控制電機的正反轉(zhuǎn)。當PLC內(nèi)的Y0線圈通電時,KM1線圈通電,刀架電機正轉(zhuǎn);當Y1線圈通電時,KM2線圈通電,刀架反轉(zhuǎn)。
表2 PLC I/O分配表
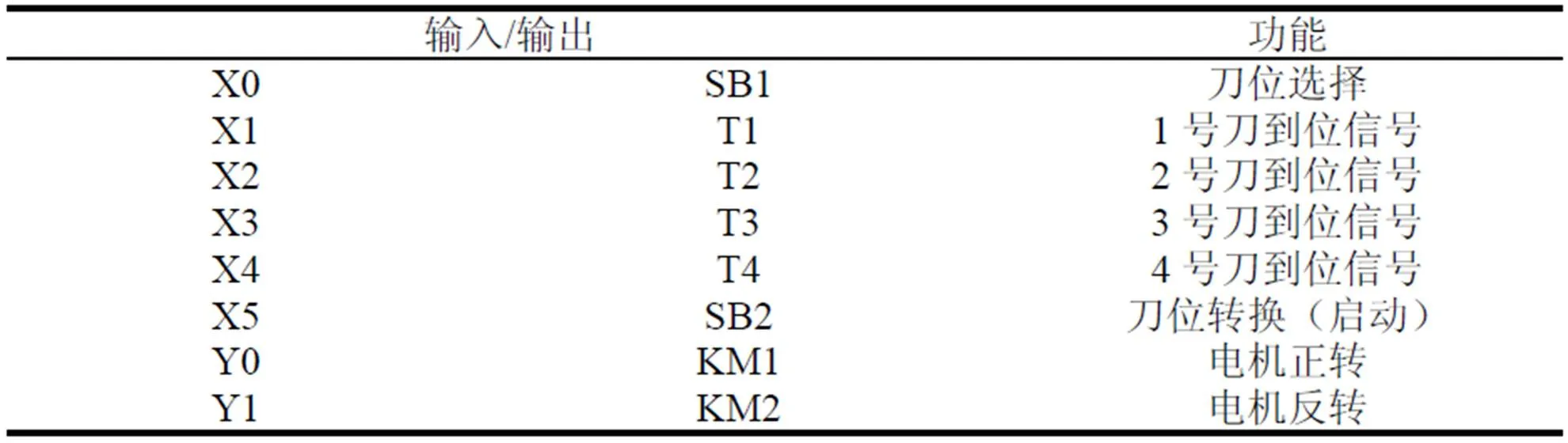
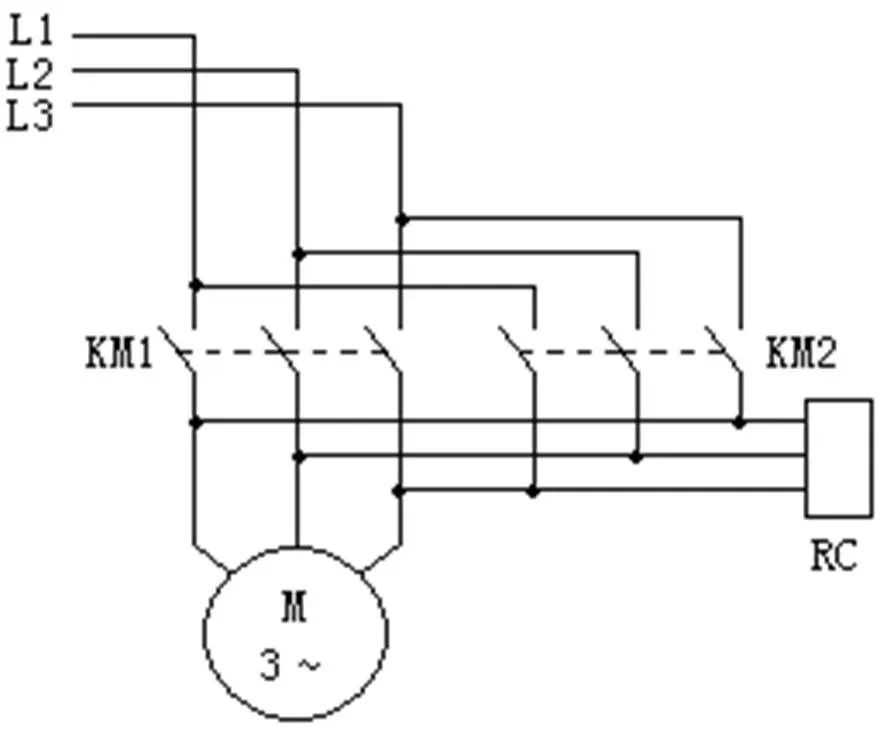
圖3 主電路圖
系統(tǒng)換刀過程為:系統(tǒng)發(fā)出換刀信號,Y0線圈通電,導致KM1線圈通電,刀架正轉(zhuǎn);通過蝸桿提升上齒盤至一定位置后,離合盤帶動定位銷將刀位旋轉(zhuǎn)至所需刀位,信號盤上相應(yīng)霍爾元件檢測到旋轉(zhuǎn)體電磁鐵,輸出相應(yīng)刀位信號至PLC,PLC檢測到相對應(yīng)刀位信號后,Y0線圈斷電,停止刀架正轉(zhuǎn),同時Y1線圈通電,使刀架電機反轉(zhuǎn),反靠銷粗定位,上齒盤下降,齒牙盤嚙合,刀架定位鎖緊,精定位完成,Y1線圈斷電,電機停止反轉(zhuǎn)。
4 LDB4-6132型電動刀架控制系統(tǒng)軟件設(shè)計
本電動刀架控制系統(tǒng)既可由刀位選擇及刀位轉(zhuǎn)換按鈕實現(xiàn)換刀,也可以根據(jù)指令中給出的刀位號碼實現(xiàn)絕對換刀。電動刀架控制系統(tǒng)軟件流程圖如圖4所示。
軟件執(zhí)行過程為:換刀系統(tǒng)接受到換刀指令后,首先判斷是否為手動按鈕換刀。如果是,再判斷選擇的刀號與當前刀號是否一致,如果一致,放棄換刀指令信號,否則Y0線圈通電,刀架電機正轉(zhuǎn),電機正轉(zhuǎn)的同時,PLC不斷檢測所選擇的刀位與傳感器反饋回來的刀位信號是否一致,如果一致,Y0線圈斷電,電機停止正轉(zhuǎn),Y1線圈通電,電機反轉(zhuǎn),同時啟動定時器(電機反轉(zhuǎn)的時間必須嚴格控制,時間過短,刀架無法鎖緊,時間過長,會導致電機過載而燒毀,本系統(tǒng)電機反轉(zhuǎn)時間為1S)。定時時間一到,Y1線圈斷電,電機停止反轉(zhuǎn),即完成手動換刀。程控換刀和手動換刀的程序執(zhí)行流程基本相似,只是在換刀過程中,系統(tǒng)首先讀取刀號存儲單元中存儲的當前刀位號,并將該存儲單元中的刀位信號與換刀指令給出的刀位號進行比較。如果相同,則不需換刀,系統(tǒng)繼續(xù)向下執(zhí)行程序,如果當前刀位號與換刀指令給出的刀位號不相同,則控制刀架電機正轉(zhuǎn),并不斷檢測刀位到位信號,當檢測到刀位到位信號后,PLC發(fā)出電機停止正轉(zhuǎn)信號及電機反轉(zhuǎn)信號,并延時,延時時間一到,停止反轉(zhuǎn)。即完成程控換刀。
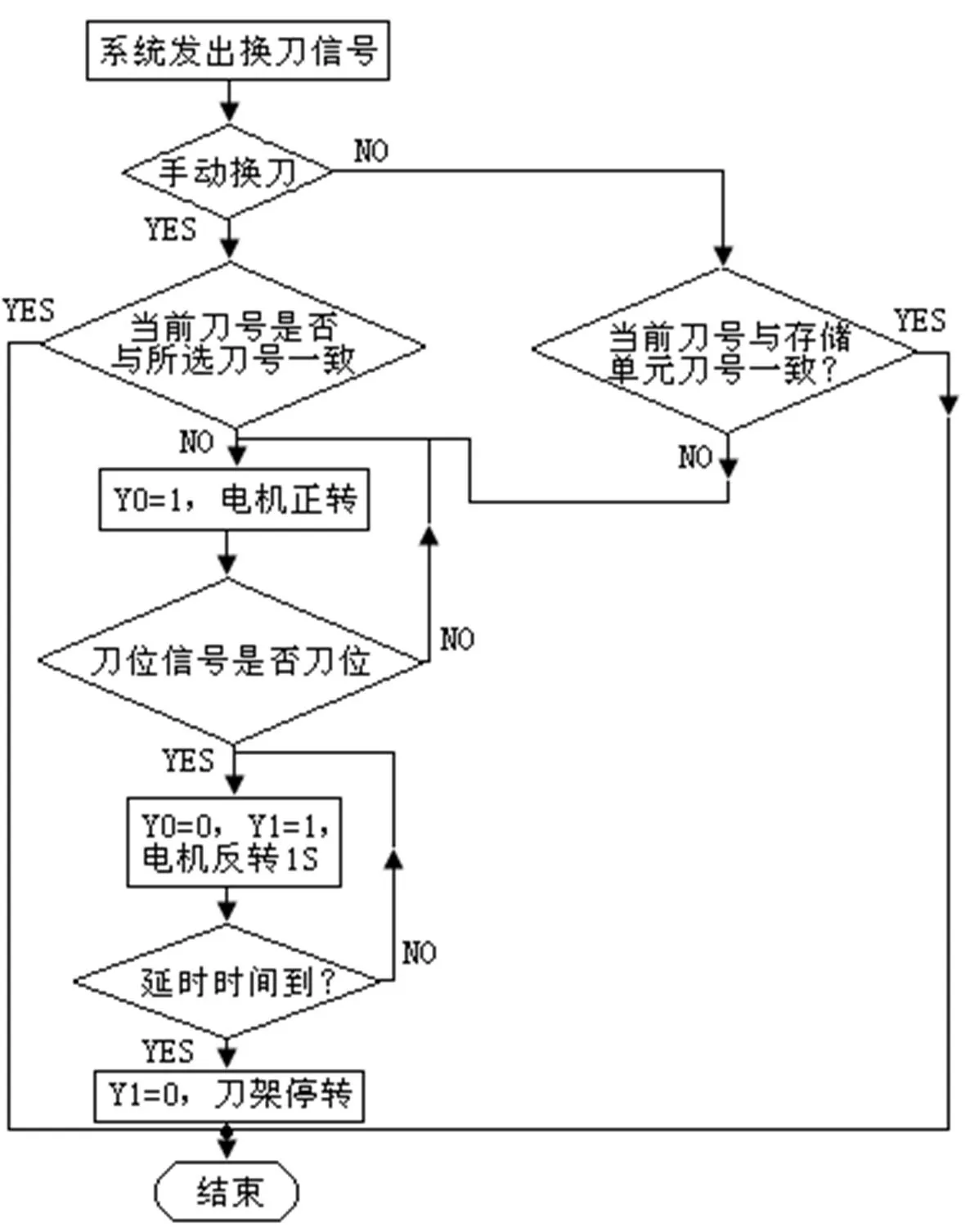
圖4 刀架控制系統(tǒng)軟件流程圖
5 結(jié)論
本文介紹了以三菱PLC為控制核心,以LDB4-6132型電動刀架為控制對象的經(jīng)濟型數(shù)控車床系統(tǒng)中電動刀架控制系統(tǒng)的軟硬件設(shè)計與實現(xiàn)方法,整個系統(tǒng)具有結(jié)構(gòu)簡單,安裝調(diào)試方便,可靠性高,成本低廉等優(yōu)點,可用于車床數(shù)控化改造和數(shù)控實驗系統(tǒng)的開發(fā)。在使用過程中,要注意以下幾點:
(1)該控制系統(tǒng)具有很強的通用性,適用于任何以PLC為控制核心的數(shù)控車床系統(tǒng)。
(2)由于不同類型及型號的電動刀架換刀時間與鎖緊時間略有差異,故系統(tǒng)若使用其他型號刀架,需調(diào)整電機反轉(zhuǎn)延時時間。
[1] 祝紅芳.PLC及其在數(shù)控機床中的應(yīng)用[M].北京:人民郵電出版社,2007:205-211.
[2] 楊克沖.數(shù)控機床電氣控制[M].武漢:華中科技大學出版社,2005:182-186.
[3] 馮寧.可編程控制器技術(shù)應(yīng)用[M].北京:人民郵電出版社,2009:191-203.
The Design and Implem entation of Electric Turret Control System for Economical CNC Lathe
LI Jie-hui,YING Ming-fu
(Department of Mechanical and Automation Engineering,Zhongzhou Insitute of Technology,Zhangzhou 363000,China)
This paper introduces the software&hardware design and realization method of electric turret control system for the economic numerical control lathes system,in which the control core is PLC and the control object LDB-6132 electric turret,The system has the merits such as simplicity in structure,convenient in installation,high reliability and low cost etc,and can be used for CNC control system reform and experiment development.
PLC;LDB4-6132 electric;turret control system design
2010-09-10
李捷輝(1980-),男,福建漳浦縣人,助教,工學學士。
TG659
A
1673-1417(2010)04-0001-04
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
制造技術(shù)與機床(2019年12期)2020-01-06 03:17:48
電子制作(2018年11期)2018-08-04 03:25:42
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
制造技術(shù)與機床(2017年4期)2017-06-22 11:18:05
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
