TR-2H-CNC 2500雙柱龍門立式磨床故障處理
2010-05-04 00:51:58謝星昊馬振革
設備管理與維修 2010年7期
謝星昊 朱 坤 馬振革
TR-2H-CNC 2500是一臺雙柱龍門立式磨床,由意大利FAVRETTO公司制造,采用SIEMENS 840D數控系統,系統經過二次開發,擁有先進的OEM軟件操作界面,其數控程序大部分是使用C語言結合西門子編程語言編寫的宏程序。在安裝調試及后續加工維護過程中遇到過各種故障報警,以下是兩個典型的故障實例。
例1 機床砂輪不轉,報警提示“SPINDLE WARMUP”。
分析處理:經查找,“SPINDLE WARMUP”是獨立于系統加工程序之外的報警子程序,其程序如下。
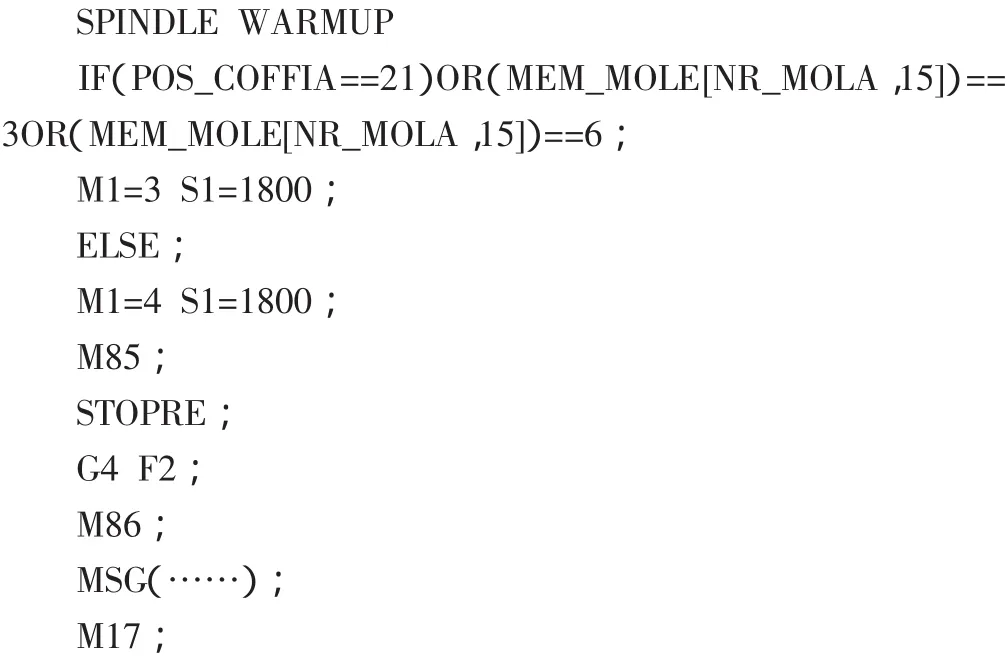
程序是由C語言編寫的條件語句,滿足條件后主軸(砂輪軸)正轉,轉速為1800r/min,或者主軸(砂輪軸)反轉,轉速為1800r/min;不能滿足上述條件,停止,停留2s,滿足條件,退出報警子程序。
在條件語句中,由于條件不滿足造成程序停止,所以需要查找造成該程序停止的條件。在該程序中,條件只有兩個,即M1=3 S1=1800 ELSE M1=4 S1=1800。分析該報警與砂輪轉速有關,隨即查找與砂輪轉速有關的子程序,抽取部分子程序如下:


從上述子程序中不難看出,正是由于語句IF R102>1800造成的S_WARMUP報警,而R102正是砂輪的實際轉速。回到系統的主界面,重新啟動加工,發現此時砂輪的轉速超過1800,即IF R102>1800,條件語句條件成立,造成程序停止。
程序中語句“DEF INT VP_REAL”的意思是“定義,整數變量,砂輪線速度”。程序中語句“DEFREALRAGGIO_MOLA”的意思是“定義,實數變量,砂輪實際直徑”。在實際加工過程中,隨著加工時間的延長,砂輪實際直徑變小,即RAGGIO_MOLA不斷地變小,而砂輪的線速度即VP_REAL沒有變化。在上述子程序中有如下語句“R102=(VP_REAL*60000)/(RAGGIO_MOLA*6.28)”。從中可以看出:砂輪的線速度不變,而砂輪實際直徑隨加工時間增長而變小,所以R參數R102不停地增大,直至R102>1800,發生報警。
要想解除報警,可以在子程序中把語句“R102>1800”的1800改為更大的數值,或者在OEM界面中,把砂輪的線速度值改小。考慮到程序中以“IF R102>1800 S_WARMUP”作為條件,可能是從安全角度考慮設置的砂輪最大轉速值,所以將砂輪的線速度值適當地下調,然后回到系統主界面,啟動加工,此時砂輪實際轉速為1754,即 R102<1800,滿足程序運行條件。報警排除,機床恢復正常。
例2 機床試生產時,初期偶爾出現驅動器使能被切斷,故障報警“無使能信號加載”,后來該報警發生頻率逐漸頻繁。
分析處理:驅動器使能被切斷是制造商設計的對機床的一種保護手段,說明系統存在過載或故障。一開始懷疑是否某處電機負載過大,于是按報警信息提示對應的軸的電機,在系統上對該軸的電機做優化,優化后對比驅動器參數1407,1409,其數值果然有很大變化。這說明,該軸的機械部分確實存在問題,于是設法使電機的抱閘松開,鎖緊絲母背帽,加強潤滑后,再次對該軸進行優化,對比驅動器參數,發現經過優化后伺服驅動已處于較理想狀態,試車生產后報警次數有所減少。此后,在某次開機后發現,使能加載不上,電源饋入模塊上5號指示燈(電源進線故障)常亮。檢查三相進線電壓為386V、387V和386V,但直流母線電壓(P500和M500之間的電壓)僅510V左右(正常應在560V),此電壓逐漸跌落至300V后再緩慢升高至510V,此過程反復。在排除其他原因后,通過分析判定應該是電源進線故障。對線路檢查后發現熔斷器QU1上有一相的連線由于接觸不良已經被燒焦,經過處理后,開機送電,報警解除,機床恢復正常。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
中國衛生(2015年3期)2015-11-19 02:53:32
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
