4MSGEP-5/30型氮氣壓縮機故障分析
2010-08-25 08:21:08黃成
設備管理與維修 2010年7期
黃 成
作者通聯:寶鋼集團八鋼公司能源中心制氧廠 新疆烏魯木齊市 830022
E-mail:huangchenga@sina.com
1.啟動故障
一臺美國庫珀(cooper)公司生產的氮壓設備,型號4MSGEP-5/30,設計流量26000m3/h,壓力2.1MPa。西門子電機,功率4500kW,額定轉速2988r/min,額定電流300A。機組為四級,H形離心透平式壓縮機,壓縮機1、2級共用一齒輪軸,3、4級共用一齒輪軸,分別由增速機大齒輪驅動,大齒輪與電機之間用疊片式聯軸器連接。
啟動該氮壓機,當日共啟動兩次,均為因第一級軸振高而跳車。仔細觀察整個啟動過程,發現在轉速提升過程中,固態軟啟動柜的啟動線性較差,能明顯觀察到兩次轉速停滯的過程,在軟啟動柜的控制下重新加速過程中,發生一級轉子軸振動偏高聯鎖跳車。與cooper美國制造總部,西門子電機相關專業人員取得聯系,決定將軟啟動柜啟動值重新設置(降壓70%、恒壓65%、時間18″),并將第一級軸振啟動跳車值設置由原先的2倍正常運行值,調整為2.5倍(125μm)。調整后,完成了啟動過程,達到額定轉速。機組滿負荷后,除第四級振動值偏高外,其他各級均較正常。故此,做出軟啟動柜存在啟動故障的判斷,需對軟啟動柜進行仔細檢查。
對固態軟啟動柜柜內所有電氣元件進行檢查,未發現任何異常。通過低壓試驗,發現軟啟動PLC控制恒壓輸出百分比,與實際電壓輸出存在較大偏差,導致壓縮機啟動過程線性較差,啟動電流過大。對PLC內部程序進行優化,再次進行低壓試驗后,可滿足啟動條件。再次啟動壓縮機,啟動過程線性較好。
2.第4級振動故障分析
鑒于初次設置的潤滑油供油壓力較設計值偏高,實際調整值0.2MPa,設計值0.16~0.18MPa,故將油壓調整至0.16MPa觀察其情況,各級振動變化不大,4級振動由34.7μm降低至33.8μm,振動值仍然偏高,效果不明顯。因此認為,油壓偏高僅為振動值偏高的次要原因。
經過對各方面可能引發振動值偏高的因素進行判斷排除后,故障點最終集中在4級轉子動平衡不良上。為準確測量氮壓機的振動器情況,用Cameron Compression Systems所配采集器,對4級軸振進行頻譜分析,4級振動在主機一倍頻27774r/min時,振動值0.71mils即18μm。經過觀察,機組在提升負荷的過程中,伴隨著4級振動呈上升趨勢。因此判斷,4級轉子動平衡不良是造成振動值偏高的重要原因。
3.轉子動平衡校驗
采取設備在線上動平衡試驗,采用更換4級轉子葉輪鎖緊螺母及配重塊的方法進行校正。此方法對生產無影響,可滿足在設備達到滿負荷運行情況下觀察其振動值的目的,具有較高的實施意義。
4.處理效果
采用線上動平衡試驗后,機組滿負荷運行時,其各級振動值見表1。
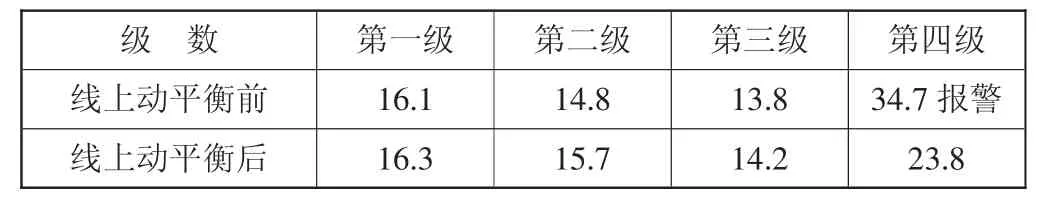
表1 線上動平衡試驗軸振情況 μm
通過表1可以看出,機組4級振動值得到改善,用采集器對4級軸振進行數據采集,分析頻譜,4級振動在主機一倍頻27774r/min時,振動值由18μm減至6μm。連續觀察三天,無上升趨勢。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
