經濟型數控車床尾座進給自動化改進
2010-05-04 00:51:58林斌
設備管理與維修 2010年7期
關鍵詞:數控車床
林 斌
一、概述
目前使用廣泛的經濟型數控車床大多采用四轉位刀架,因為刀架容量有限,往往在加工復雜零件時要采用多次裝夾,尤其在鉆孔時,采用在車床尾座上安裝鉆頭,通過向前移動車床尾座,轉動尾座進給手輪進行手動鉆孔,生產效率低,而且鉆孔深度不易控制,在大批量生產中尤顯不足。為此,在轉位刀架橫向的前端加裝T型槽墊板,并設計一個專用的鉆夾座。改進后的數控車床不但減少了零件加工的工序,也相應減少了裝夾、找正等輔助時間,充分發揮了數控車床的效能。
無論普通車床還是經濟型數控車床靠尾座結構本身來實現自動進給是很困難的,而且數控車床在有機床罩時,不便于鉆孔操作。在實際加工中,鉆孔、鏜孔等工序一般來說不是獨立的,經常是穿插在別的工序之間,所以操作者往往需要在加工過程中不斷的裝夾、拆卸刀具,這大大降低了生產效率。如果把麻花鉆通過連接夾具直接安裝在轉位刀架上實現自動鉆孔,在遇到工藝復雜的工件時,刀架上又少裝了一把刀,無法一次裝夾完成工件的加工。在轉位刀架橫向的前端增加T型槽墊板并在其上安裝一個專用的鉆夾座,目的在于利用拖板帶動T型槽墊板縱、橫向的移動,從而實現自動加工。需要注意,安裝T型槽墊板的改進前提是,機床必須擁有足夠橫向行程,同時保證轉位刀架每轉過一把刀都不會干涉到鉆夾座,特別是較長的內圓車刀、內螺紋車刀及內切槽刀等。
二、加裝T型槽墊板及鉆夾座的設計與安裝
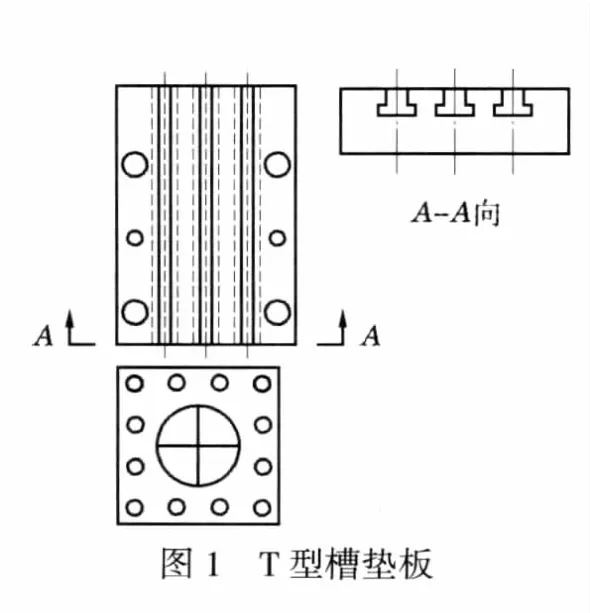
以CNC6136-2經濟型數控車床為例,這類機床橫向的最大行程是220mm,因此有足夠的位置空間加裝T型槽墊板和鉆夾座。T型槽墊板結構及安裝如圖1所示,用4個內六角螺釘緊固T型槽墊板,中間用2個定位銷釘進行定位,并保證T型槽墊板垂直于數控車床的縱向。位于轉位刀架橫向前端的T型槽墊板,將轉位刀架與直排式刀架連為一體,加工中,T型槽墊板跟隨刀架移動。在使用轉位刀架之外,也可以在T型槽墊板上安裝一到兩把車刀,采用直排刀的方式進行加工。T型槽墊板安裝后,再將鉆夾座用緊固螺釘安裝在T型槽墊板上(圖2),裝上鉆夾頭即可進行鉆削加工。

鉆夾座主體材料為45號鋼,通過線切割加工成型后,校正并安裝在T型槽墊板上,保證鉆夾座主體內孔的中心與主軸軸線同心。錐度套用于安裝鉆夾頭,錐度孔與鉆夾頭錐柄的錐度相同。定位塊安裝在鉆夾座主體的下端,用于配合T型槽,保證鉆夾座垂直于機床的縱向位置。
加工前必須根據零件的外形尺寸分配刀具,調整好T型槽墊板、鉆夾座及刀具的位置。改進后機床上增加了5號刀,可以在一次裝夾后加工成型,減少了工件的裝夾次數和多次裝夾的定位誤差,節約了輔助時間,并且保證每次鉆孔的深度一致和質量穩定。
操作方法:①選定鉆夾座初始位置。在零件編程前,首先將設計的鉆夾座安裝在T型槽墊板上,裝上麻花鉆。對準主軸中心和縱向的起點位置,將數值輸入數控系統的5號刀補中,這樣在零件加工過程中能順利地排出5號刀進行加工,從而實現T型槽墊板隨拖板的自動進給。②確定鉆夾座橫向的行程。按照加工零件的范圍以及刀具的長度,合理安排鉆夾座放置的位置,并計算較長的內孔車刀在轉位刀架換刀的時候是否干涉到鉆夾座。加裝后的編程在此略去。
三、改進效果
(1)實現鉆、鉸或攻絲工序自動進給,克服了因手動進給走刀不均的缺陷,提高零件加工精度,穩定產品質量。
(2)減輕勞動強度。原車床尾座在使用過程中是采用人工操作完成的,尤其在進行鉆、鉸或攻絲過程中,手動進給費力費時,生產效率低。改進后機床操作方便、省時省力,在大批量生產中尤為突出。
(3)縮短裝夾時間,提高生產率。改進后的工序安排將工件鉆孔的工序與外圓的加工合為一道工序,減少了工件的裝夾和手動鉆孔等輔助時間;在加工復雜零件時,由于轉位刀架容量有限,而采用這種“4+1”加工形式,可以減少裝夾的時間,提高勞動生產率,降低成本。
(4)鉆夾座拆卸方便,能保持機床原有的功能。由于未改變機床其他部件的結構,在工件沒有要求孔加工時,只要松開兩個固定螺釘,卸下鉆夾座,就可以恢復原來車床的狀態。
(5)適應性廣。該結構不僅適用數控車床加工,也能用于普通車床的改進,擴大車床的使用范圍,充分發揮車床的潛力。
四、注意事項
由于鉆夾座在自動進給過程中是隨拖板一起移動的,因此需要注意以下幾個方面的問題:
(1)安裝鉆夾座之前,應先考慮鉆夾座放置的位置,并計算較長的內孔車刀在轉位刀架換刀的時候是否干涉到鉆夾座,同時也要保證在排出5號刀(麻花鉆)的時候,拖扳的橫向不會超程。
(2)計算麻花鉆是否伸出太長或太短。麻花鉆伸出太長,在外圓車刀加工時,鉆頭會直接碰撞到卡盤后的機床內殼;麻花鉆伸出太短,在鉆孔的加工時,T型槽墊板的前端會直接碰撞到卡盤上。所以應該根據圖樣、工件上孔的長度和麻花鉆的長度等,合理選擇鉆夾座安裝在T型槽墊板上的槽位。
(3)安裝了鉆夾座以后,進行了外圓及鉆孔一體化的加工。編程仍采用原系統的轉位換刀指令,但在排出5號刀(麻花鉆)的時候,可以采用任何一把刀的刀號,通過改變它的刀補(即5號刀補),進行換刀。
(4)在采用G00快速定位指令時,不能采用斜線運動進行進刀或退刀,避免麻花鉆直接撞擊到工件上,所以采用了直排刀架的進退刀的運動方式,即先進入或退出X或Z方向到毛坯以外的安全位置,再進入或退出X或Z方向,并且在退X方向的時候,注意退刀量不要太大,避免麻花鉆橫向移動時撞擊到工件上。
通過對經濟型數控車床的改進,充分發揮了數控車床自動加工的優勢。加裝的鉆夾座結構簡單合理,操作方便,使用靈活,安全可靠,且不影響原有的機械性能。
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42
