數控機床軟故障的排除與設備管理的完善
2010-05-04 00:35:10張永福王紅芳
設備管理與維修 2010年6期
張永福 王紅芳
1.故障現象
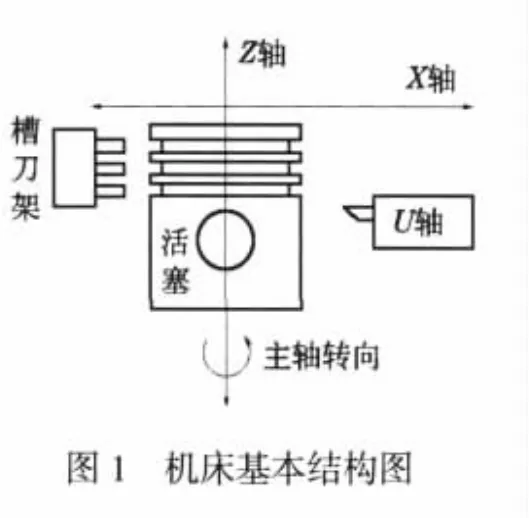
意大利IMT公司生產的S10/3T-2型活塞橢圓、精槽組合加工立式車床,用于加工轎車活塞的三個環槽和橢圓、型線。控制系統采用GE FANUC 160i數控系統,配置電主軸和X、Z、U三個全閉環伺服軸,X、Z軸插補加工環槽,X軸按加工程序設定運行到位后,由U軸和Z軸插補加工活塞橢圓和型線,基本結構見圖1。
該機床先是因為硬盤物理性損壞,造成基于Windows2000操 作 系 統 的FANUC系統HSSB驅動、BOP以及嵌入BOP由IMT公司開發的活塞外圓編程、加工等軟件因缺少安裝程序而無法修復。后經付費請IMT公司和FANUC公司的維修人員一起,更換新硬盤,安裝相關軟件后,機床控制功能恢復正常生產,但隨后出現加工精槽時不定時撞刀故障,故障發生時控制系統沒有報警,加工程序仍然能繼續運行。
2.檢修過程
測量發生撞刀時加工的活塞,發現撞刀都發生在環槽已基本加工完,外圓還沒有開始加工的程序處,環槽加工的寬度尺寸正常。據此分析故障發生的原因:①機械方面,因環槽加工的寬度尺寸正常,可基本排除故障由Z軸引起。又因機床所有進給軸均為全閉環控制,發生故障時系統沒有報警,所以因X軸的貼塑導軌、滾珠絲杠和絲杠軸承等局部損壞造成故障的可能性不大;經檢查X軸定位精度和重復定位精度均滿足要求,不存在振蕩現象,所以故障也不是因為兩軸運行或換向時發生振蕩造成。盡管如此,還是對X軸的相關部件進行了檢查和調整。②電氣方面,若X軸光柵尺局部污染或損壞,造成位置反饋信號失調,就會引起故障。于是將X軸的光柵尺封閉,使X軸由全閉環暫時更改為半閉環方式,調整好相關參數后生產,機床加工的產品合格,但生產三個班次后,又出現撞刀現象。
操作人員提出在硬盤損壞前沒有撞刀現象發生,當時用的是英文 Windows2000操作系統,而重裝后用的是中文Windows2000操作系統,懷疑是由于操作系統的不一致,使系統中某項條件滿足時影響加工程序的執行,造成總是在同一位置出現撞刀現象,于是決定重新用英文版Windows2000安裝系統。因為GE FANUC 160i數控系統國內用量少,缺少相關資料,經相關人員的努力,安裝完正版英文Windows2000操作系統后,又將相關控制軟件安裝并設置正確,使機床控制功能恢復,但正常加工兩個班次后再次出現同樣的撞刀故障。通過檢查確認X軸的相關部件完好,故障發生時系統沒有報警發生,說明電氣控制部分正常。
為確定下一步故障檢修思路,又組織了相關人員,進行充分分析和討論,認為可能原因為:①機床加工時,活塞定位采用液壓缸拉動四個拉爪將活塞拉緊的定位方式,為避免加工橢圓時活塞變形,在加工環槽時用高壓(1.3MPa),加工橢圓和型線時切換為低壓(0.6MPa)。因為活塞的三個環槽用三把刀同時加工,在加工到槽底時,切削力最大,這時若拉緊力不能滿足要求,勢必造成活塞因松動而撞刀。②加工完活塞環槽開始退刀時,X、Z軸均要反向,兩軸以插補運動方式按斜線運動。若Z軸絲杠反向間隙大,在當前的全閉環工作方式下反向運行,若出現振蕩也會造成撞刀故障的發生。根據以上原因分析,制定并進行了以下檢修過程:
(1)首先檢查活塞定位拉緊力,發現液壓壓力在加工過程中確有變化,進一步檢查發現平衡Z軸油缸的氮氣蓄能器中氮氣量正常,但用于穩定拉緊油缸油壓的氮氣蓄能器中氮氣量已少了很多,造成高低壓切換時拉力不穩定。將氮氣蓄能器中氮氣充到要求數量,又檢修了所有相關油路的密封圈和電磁閥,確認油路不存在泄露后,要求操作者再試加工。但由于加工精槽所用刀具已全部撞壞,新的還沒有購進,便用比精車環槽刀更薄的粗車環槽刀僅加工環槽,不加工外圓,先驗證故障是否因拉緊油壓變化造成。經過四個班次的連續加工故障沒有出現,第五個班換上精車環槽刀后加工到第九只活塞,又出現相同撞刀故障。
(2)這次撞刀發生時,操作人員正好觀察到加工程序的運行情況,確認撞刀發生在即將加工到槽底但尚未加工完成時,這時沒有活塞拉緊高低壓的切換動作,也沒有X軸和Z軸的換向。
(3)在排除X軸和液壓系統的問題后,又檢查了Z軸的定位精度和重復定位精度都滿足要求。在檢修Z軸托板時,發現固定Z軸托板楔鐵的螺栓有所松動。兩個人在水平方向用力拉動Z軸托板,通過用表檢量,Z軸托板在水平方向有0.5mm的位移量。將Z軸的三條托板楔鐵緊固,又檢測相關部件后,換好刀加工驗證,機床恢復正常。
3.故障原因分析
當三把槽刀加工到接近活塞環槽底時切削力達到最大,使得Z軸在水平方向的受力也達到最大,因固定Z軸托板楔鐵的螺栓松動,一旦由于活塞材料構造不一致等因素導致切削力增大,超過Z軸靠自身重力維持在水平方向的穩定,這時主軸高速運轉,便導致了撞刀故障。
4.完善設備管理措施
這次設備故障歷時一個多月,不僅花費近三萬元的維修費,還造成四千余元的刀具損失費,更嚴重的是影響了產品按時交付,引起客戶抱怨。為避免類似故障的重復發生,結合這次故障發生原因和維修過程,完善了設備管理的相關制度。
(1)配置開放式控制系統關鍵設備的硬盤備份、存檔管理規定的完善。在以前的設備管理規定中,只要求對設備通過CF卡、計算機和刻錄光盤等方式做好數控機床的系統數據、PMC程序、參數和刀補等數據的前期備份和存檔。通過這次故障意識到,針對應用越來越多帶有硬盤的開放式控制系統,包括工控機,SIEMENS公司產840D系統和FANUC公司產160i系統等,許多因缺少安裝軟件(有的因涉及系統、設備生產廠家的專利技術,也不提供安裝軟件),一旦硬盤或相關硬件損壞,自己無法恢復,特別是進口設備,往往需要聯系國外生產廠家,不僅費用高,同時會造成修復時間延誤,嚴重影響生產。為此,在設備管理規程中增加了將硬盤做Ghost或重要硬盤直接克隆備份,并就備份資料和克隆硬盤的存檔、借用、歸還等進行了嚴格規定。
(2)對設備日常維護工作嚴格檢查、考核制度的完善。這次故障雖然最終證明不是由于液壓壓力變動引起,但氮氣蓄能罐中氮氣缺少了卻沒有在日常點檢時發現;Z軸楔鐵固定螺栓松動沒有在設備定保時被檢查出來;根據加工環槽寬度滿足要求,想當然認為Z軸正常等,都說明設備日常點檢和定保工作雖有規定,但沒有做到位,檢查和考核制度不完善。為此,重新修訂了設備的日常點檢、定保及相關獎懲制度,使設備操作者、維修人員和管理人員都明確了自己在設備維護中應擔負的職責,真正將設備點檢、定保及檢查工作做到位。
由于數控設備的加工速度快、加工精度高和適合大規模生產等優點,應用越來越廣泛,進口設備的數量也越來越多。這就要求設備管理工作必須同步跟上,才能提高設備運行的穩定性、減少維修時間和降低維修成本,保證實現利潤最大化。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
汽車維修與保養(2019年7期)2020-01-06 03:30:42
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
設備管理與維修(2015年12期)2015-04-09 06:57:00