排除POMINI數控軋輥磨床工作臺爬行故障
2010-07-16 09:53:58何紅蓮郜文鋼
設備管理與維修 2010年6期
關鍵詞:故障
何紅蓮 郜文鋼
一、引言
POMINI數控軋輥磨床工作臺經常出現爬行現象,即磨床砂輪架拖板沿Z軸方向運行過程中出現無規律斷續行進的現象,習慣上稱為爬行。系統報警信息為:“25050 Z軸輪廓監控”,結合故障點分析,故障原因涉及機械、電氣和潤滑等方面,如:導軌靜壓潤滑系統的油被污染,液壓元件堵塞,導軌副間隙小,齒輪齒條嚙合間隙過大,速度控制器不良,位置檢測不良等。
二、實例
1.工作臺鑲條故障引起的爬行
(1)3號磨床工作臺在靠近尾座側運行時多次出現爬行,檢查后發現壓力值偏低,伺服電機啟動有阻滯現象,電機本體溫度異常偏高。拆下電機,換裝在其他磨床上使用,運轉正常。用六角扳手撥動聯軸器十分費勁,故此打開拖板,用千分表檢測尾座側面導軌副,間隙幾乎為零,同時發現鑲條連接板螺絲松動,工作臺單方向運行時鑲條嵌入,調整鑲條后,再調節壓力節流閥A1~A8,使工作臺大滑架的浮起量恢復到0.02mm(正常值)。進行上述處理后,磨床恢復正常運行。
(2)原因分析。主要原因為位于西曬區域的導軌,其熱脹后造成導軌間隙減小,增大了摩擦阻力。另外,連接板螺絲松動造成鑲條嵌入,導致工作臺單向運行停滯。
(3)應對措施。在原設計基礎上,另增設10mm厚調節墊板,見圖1。調整巴氏合金鑲條和楔形滑塊的配合位置,硬性增大導軌副的靜態間隙,調節墊塊采用不銹鋼材料制作,長寬尺寸與楔形塊相同。
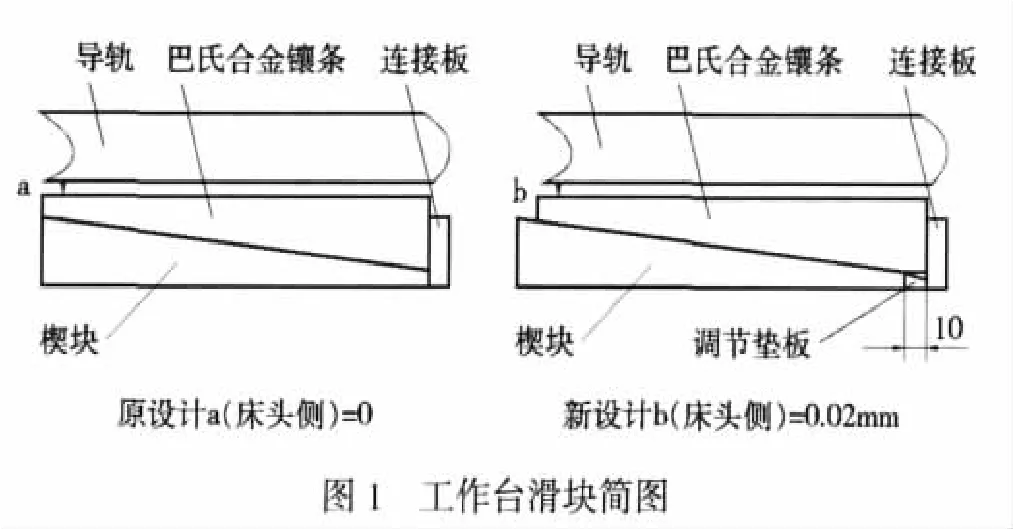
定期檢查鑲條連接板的螺絲,采用防止松動措施。定期檢查電機軸套與齒輪箱傳動軸,齒輪與直齒條配合間隙,保證間隙在允許范圍內。
2.機床、電機和檢測原件不良引起的爬行故障
如果故障涉及到進給伺服系統,故障起因一般是機床、電機和檢測原件不良。處理此類故障,一般要修改伺服速度控制器和位置控制器的有關參數,在調整參數時應遵守位置準確性、快速性、平穩性原則。
(1)例,“25050,Z軸輪廓監控”。輪廓監控過程是在NCK精確計算出跟隨誤差,即得到給定Z軸位置和實際位置的差,從而實現輪廓監控,當差值超出允差帶時,系統會觸發25050號報警,同時Z軸會根據當前設定的制動斜度而制動,程序中斷。
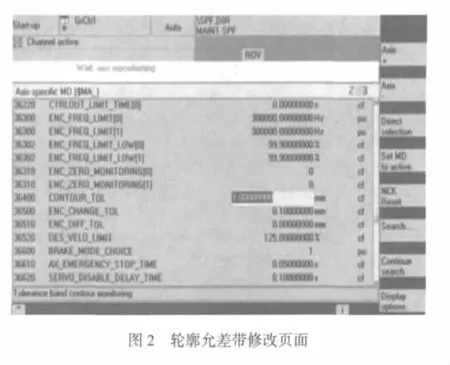
(2)應對措施。增大輪廓允差帶限幅值(圖2),2號磨床MD36400值增大0.1,擴大了控制設定精度,解決工作臺爬行問題;當Z軸的跟隨設定值,其振幅沒有超調,則優化位置控制器,否則優化速度控制器,調節MD32200伺服增益系數值和MD32300加速度值。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39