IGM Rt 330弧焊機器人電弧傳感故障處理
2010-05-04 00:35:12叢德成
設備管理與維修 2010年6期
叢德成 王 杰
1.故障現象
奧地利IGM Robotersysteme AG Rt 330弧焊機器人主要用于焊接大功率電力機車轉向架側梁體主焊縫。7200cl.prg是7200kW六軸電力機車轉向架側梁體焊接程序,分為多層(打底、填充、蓋面)多道焊接,當機器人焊到填充層第一道焊縫時,出現“174:電弧傳感:電弧故障”報警,機器人無法焊接。
2.故障處理
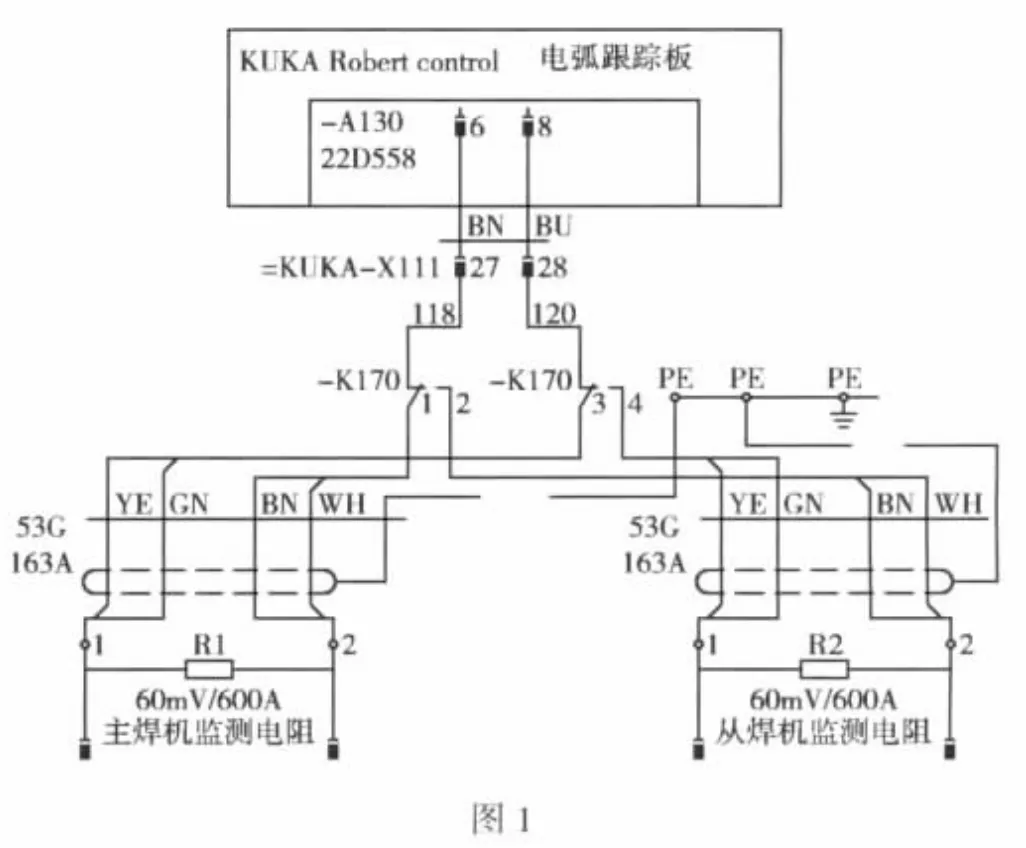
熔化極氣體保護焊是用可熔化金屬焊絲作電極,采用保護氣體的電弧焊接。電弧傳感是通過焊接電源檢測電阻監控焊接電流、電壓,機器人根據電流、電壓實時變化判斷焊縫位置,使焊槍做出相應調整,跟蹤實際焊縫軌跡,電弧跟蹤電路見圖1。引起電弧傳感故障的可能原因有電弧跟蹤板、焊接參數、系統配置參數以及電弧跟蹤外圍電路,故障處理如下。
(1)關閉電源,重啟系統,試焊,報警消失,但焊接過程中焊槍逐漸上提,且越靠近工作步提升速度越快,同時焊縫產生焊接氣孔。通過軟件屏蔽電弧傳感功能,焊槍依然有上提現象。焊接時觀察電弧跟蹤板3黃1紅指示燈,狀態正常。取下電弧跟蹤板,使用面紗和酒精擦拭,清理插槽,重新放回。
(2)調整功率、擺動、軸加速度等焊接參數,故障依舊。
(3)考慮到軸控制參數丟失或紊亂也會出現此現象。重新裝載軸參配置文件insvx.ini,插入軟盤(U盤)→示教器選擇工作站→參數→讀盤裝入參數→完成,重啟設備,故障依舊。
(4)檢查電弧跟蹤電路,測量R1=500Ω,R2=0.01Ω,判斷R1故障,更換R1,故障排除。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
汽車維修與保養(2019年7期)2020-01-06 03:30:42
制造技術與機床(2019年12期)2020-01-06 03:17:46
西南交通大學學報(2018年5期)2018-11-08 10:58:26
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道運營技術(2015年3期)2015-12-23 09:27:14
汽車維修與保養(2015年6期)2015-04-17 03:31:50