船舶企業電子圖檔管理系統研究
2010-05-07 07:42:58續愛民王曉鏑徐建榮
船舶與海洋工程 2010年4期
續愛民,王曉鏑,徐建榮
(1.上海船舶工藝研究所,上海 200032;2.上海船廠船舶有限公司,上海 200082)
0 引 言
隨著國內船舶企業信息化建設的逐步推進,許多船舶企業已建立或正準備建立企業的電子圖檔管理系統,傳統紙質文件正逐漸被電子文件所取代。但受生產條件的限制,紙質圖紙在船舶生產中,特別是生產現場,仍舊是產品設計和技術信息傳遞的主要手段,并且這種狀況還將持續較長時間。
因此,研究船舶企業圖紙管理的現狀和特點,構建符合目前設計、生產和管理實際需要的電子圖檔管理系統具有重要的現實意義[1]。
目前船舶企業圖紙管理的特點[2,3]:
1)圖紙量大。船舶是一類龐大且復雜的產品,建造過程包括許多環節且分布在若干部門或分廠,因此需要的圖紙量很大,一艘萬噸級船舶的總圖紙量達數萬張。以某中等規模船廠為例,2008年共交船12艘,紙質圖紙總出圖量為780萬張,平均每天需要出2萬多張圖紙。
2)圖紙版本多。由于船舶產品包括船體、管系、設備等不同專業的內容,在船舶設計和建造過程中,不同專業的內容常會發生干涉或變更,這也導致同一份圖紙具有多個版本。對圖紙版本的有效管理和標識也是船舶行業圖紙管理的特點。
3)圖紙發放涉及部門多。對于船舶生產環節中的眾多生產部門,需要給他們提供相應的圖紙以便進行生產。發放部門只有采用快速的圖紙交接方式,并且交接記錄易于查詢,才能更好地分清職責,避免不必要的糾紛。
4)圖紙流轉跟蹤和回收困難。對于某些重要產品或軍品的圖紙流轉過程需要進行跟蹤,并且在圖紙使用完后需要回收。但是由于缺乏有效的跟蹤手段,在車間各道工序間的流轉過程無法監控,進而導致圖紙回收困難。
基于以上這些特點,本文介紹了一種基于條形碼技術的船舶企業電子圖檔管理系統,通過在每張圖紙上附加唯一的條碼信息,進而對圖紙的打印、分發與交接、流轉、回收以及銷毀等環節進行嚴格管理,有效解決了圖紙版本問題。
1 系統總體框架
船舶企業電子圖檔管理系統采用 3層體系架構,能夠方便地使客戶端、服務器、數據庫分布在不同的硬件服務器上,隨著用戶數目的增加,不斷擴充應用服務器以平衡負荷,提高用戶訪問速度[4](如圖1所示)。
1)系統應用層設計全面采用Ajax技術,借助HTML+Javascript+XML,使得用戶界面豐富強大,易于操作,并且能夠滿足船舶企業業務不斷優化和調整完善的需要。
2)系統服務層采用WEB應用系統和組件模型的集成技術SOAP/Web Service,系統服務層中間件包括工作流引擎、即時通訊平臺等內容,服務層還包括與通用數據庫的接口組件。

圖1 船舶企業電子圖檔管理系統采用的3層框架設計
3)系統數據層支持SQL Server2000/2005/2008以及Oracle格式數據庫,數據層同時支持文件對象的管理;通過XML進行與其他系統之間的數據交流和溝通,通過FTP或其他方式實現文件數據的管理。
該電子圖檔管理系統基于.NET 2.0環境。系統前臺采用Ajax技術開發,系統后臺采用C#開發。
2 系統功能和實現
系統功能模塊如圖2所示。主要包括圖紙打印申請、打印申請審批、圖紙發放與回收、打印統計與查詢、系統設置與維護等功能模塊組成。
2.1 圖紙附加條形碼及條碼讀取設備
2.1.1 條形碼選擇和設置
條形碼是將線條與空白按照一定的編碼規則組合起來的符號,用以代表一定的字母、數字等資料[5]。通過使用條形碼閱讀機掃描條碼進行辨識,經處理和解碼后還原為相應的文數字。目前常見的條形碼有一維條碼和二維條碼,基于首讀率、誤差率以及操作簡易程度考慮,該系統選擇一維條形碼。
一維條形碼按照一定的規則編碼,規定每個字母(可能是文字或數字或文數字)是由幾個線條(Bar)及幾個空白(Space)組成,以及字母的排列。該船舶電子圖檔管理系統采用條碼表示的內容為 9位數字,可表示的圖紙張數為 10億,滿足一般企業圖紙打印管理的需要(如圖3所示)。
2.1.2 條形碼讀取輸入設備
常見條形碼讀取輸入設備有光筆條形碼掃描器、手持式槍型條形碼掃描器和臺式條形碼自動掃描器等。該船舶電子圖檔管理系統選用手持式槍型條形碼掃描器。這種條形碼掃描器使用非常方便,內部裝有控制掃描光束的自動掃描裝置。閱讀條形碼時不需與條碼符號接觸,對條形碼標簽沒有損傷,掃描景深適中(掃描頭與條形碼區域的最短距離在20mm左右,而最長可達到500mm左右)。槍型條形碼掃描器具有掃描光點勻速掃描、掃描速度快等優點,閱讀效果比光筆掃描器要好。

圖2 船舶企業電子圖檔管理系統功能
2.2 圖紙打印控制
2.2.1 傳統圖紙曬印方式
按照傳統圖紙曬印方式,首先將底圖在曬圖機上曬圖,相同內容的圖紙按需要曬印多份;然后進行抽圖,將曬印好的圖紙按張頁順序整理成套;最后再將成套的圖紙裝訂成冊。這種圖紙曬印方式環節較多、勞動強度大,誤差率難以控制。
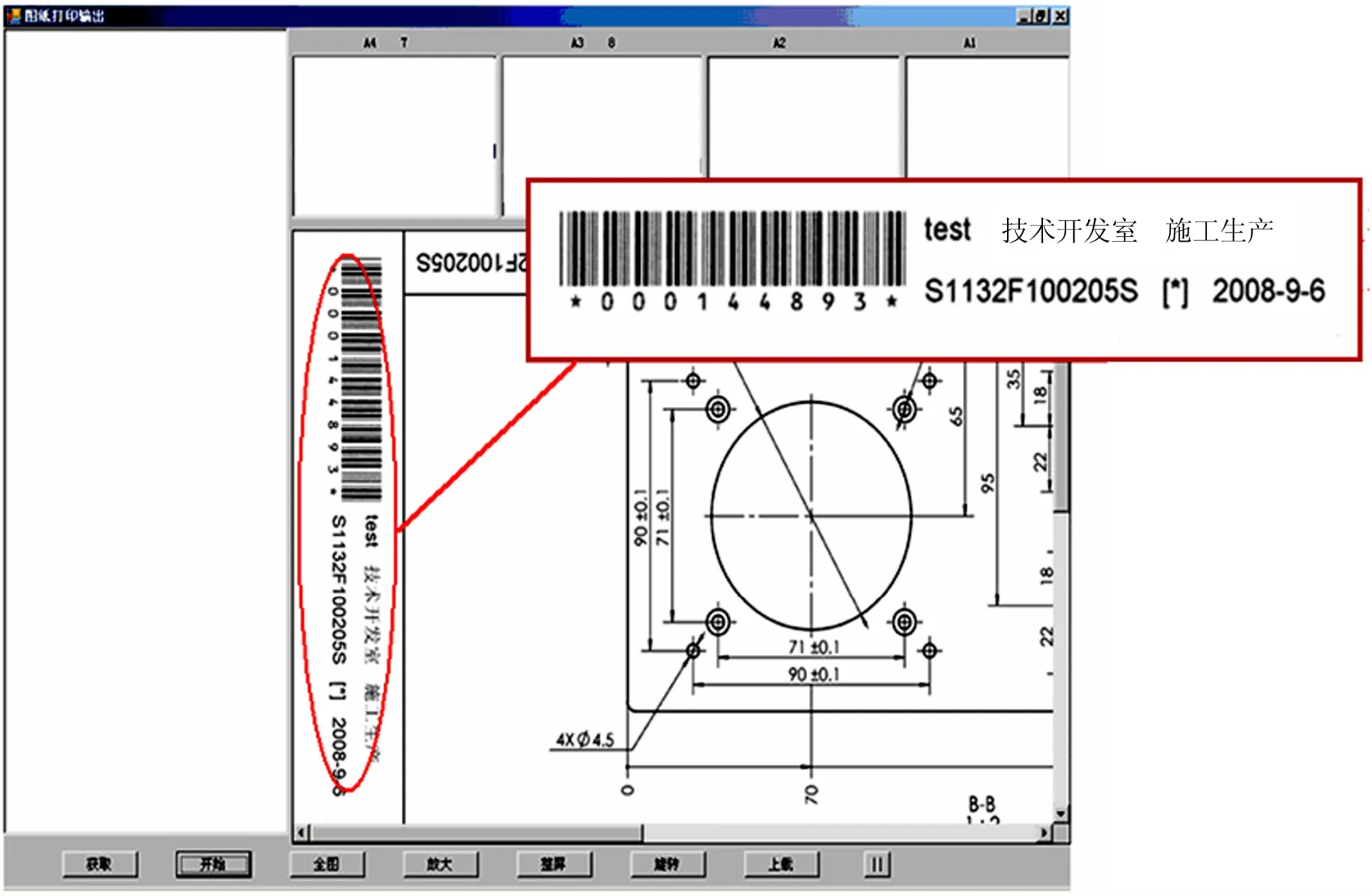
圖3 附加條形碼的圖紙打印
2.2.2 成套打印與自動裝訂

圖4 帶條碼圖紙打印處理流程
該船舶電子圖檔管理系統采用打印附加條碼的白圖完全取代傳統圖紙曬印方式。系統按照圖紙發放要求通過識別圖紙的幅面、張頁順序等操作從而實現成套打印圖紙,同時生成和打印帶有條形碼的圖紙交接單,A3和A4幅面圖紙打印完成后可實現混合自動裝訂(如圖 4所示)。這種出圖方式取消了打印底圖、曬圖、抽圖等環節,降低了勞動強度和誤差率。
2.2.3 斷點續打
一般情況下每套圖紙含有數十頁或者數百頁圖紙,在成套打印的過程中如因停電、故障等意外情況打印中斷,在系統恢復后,只需掃描已打圖紙最后一張的條碼信息即可實現從打印中斷處繼續打印。
2.3 圖紙交接處理
成套打印的圖紙在圖紙打印完成后,系統自動生成和打印帶有條形碼的《技術資料交接單》,該交接單內容包括本套圖紙的內容、張頁、數量、發放部門、圖紙接收人員姓名等信息。在圖紙交接時,通過掃描領圖員的工號條碼牌和交接單上的條碼實現交接記錄,該交接記錄可方便地被查詢,確保圖紙發放準確、交接清晰。
2.4 圖紙狀態跟蹤與回收管理
按照圖紙打印輸出的執行進程,其狀態可分為待審批、已審批、待輸出、輸出中、已輸出、已發放、已投圖、已回收、已銷毀等狀態,對于圖紙在不同車間或同一車間流轉,用戶可增加自定義圖紙狀態。系統對這些狀態進行標識,并提供每個圖檔輸出任務的狀態查詢,以便對圖紙狀態跟蹤。在編制發放單位時,也可以查詢該圖紙以往發放的記錄和已輸出圖紙的狀態。
生產環節圖紙狀態跟蹤和回收的困難在于對圖紙狀態信息的精確采集。該系統輸出的圖紙通過條碼信息可方便實現圖紙狀態跟蹤。圖紙在流轉進入和離開各加工車間時分別掃描圖紙條碼即可方便采集圖紙狀態,從而實現狀態跟蹤。
圖紙流轉過程有了清晰的記錄、圖紙狀態方便可查,為準確回收圖紙提供了條件,使圖紙回收和作廢管理成為可行。
3 應用實例
上海船廠從2008年9月開始實施到2010年6月,系統已經接收設計電子歸檔圖紙 40萬多張、掃描入庫圖紙超過30萬頁、打印輸出圖紙超過700萬張,在輸出的每一頁圖紙上都打印有唯一條形碼。這些圖紙的發放全部采用帶條形碼的交接單實現交接,每一次交接在系統內都有詳細的記錄。全面解決了浦西、崇明圖紙異地打印、發放和檔案資源安全共享利用等問題(如圖5所示)。

圖5 上海船廠實施系統中的打印統計分析柱狀圖
廣州文沖船廠也已實施該系統,完全摒棄了傳統的打印底圖的歸檔方式,實現了圖紙文件的電子歸檔和檔案資源的高效利用(根據授權實現打印、瀏覽或下載)。通過附加條形碼來控制圖紙打印、發放、傳遞、回收和銷毀等環節,對生產活動中的圖紙進行高效、可控的管理。
4 結 語
基于條形碼技術的船舶企業電子圖檔管理系統能夠根據船舶企業的圖檔管理具有的圖紙量大、圖紙變更頻繁版本多、圖紙跟蹤和回收困難等特點,通過在圖紙上附加條碼信息,使每張圖紙具有唯一的標識,進而對圖紙的打印、分發與交接、車間使用流轉、回收以及銷毀等環節進行嚴格管理,有效解決了圖紙版本問題。在上海船廠、廣州文沖船廠等多家企業實際應用后,取得的良好效果進一步證明了該系統的有效性和可操作性。
[1] 謝子明,續愛民.對研發與創新具有自主知識產權的造船軟件的思考[J].上海造船,2009, (2): 39-41.
[2] 孟 輝,主編.現代造船工程[M].哈爾濱:哈爾濱工程大學出版社,1998.
[3] 現代造船模式的應用研究專題研究報告[M].上海船舶工藝研究所,2007.
[4] Visual Studio與SQL Server開發指南:最優架構與實例[M].沈 潔,楊 華.北京:清華大學出版社,2008.
[5] 韋元華,舟 子.條形碼技術與應用[M].北京:中國紡織出版社,2004.
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
工業設計(2022年8期)2022-09-09 07:43:20
船舶(2021年4期)2021-09-07 17:32:22
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
汽車實用技術(2020年16期)2020-09-06 13:28:22
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
當代工人(2019年20期)2019-12-13 08:26:11
家庭影院技術(2017年9期)2017-09-26 03:41:45
河南科技(2014年12期)2014-02-27 14:10:44
