鋼軌交流閃光焊機(jī)閃光速度控制系統(tǒng)的分析與研究
2010-06-20 09:46:24胡雄偉朱繼東上海鐵路局科研所
上海鐵道增刊 2010年4期
關(guān)鍵詞:系統(tǒng)
胡雄偉 朱繼東 上海鐵路局科研所
閃光接觸焊是現(xiàn)代軌道交通無(wú)縫線路鋪設(shè)施工工程中鋼軌焊接的一種主要方法,目前我國(guó)有90%以上的鋼軌焊接生產(chǎn)采用閃光接觸焊焊接。鋼軌閃光焊機(jī)應(yīng)用最為廣泛的是烏克蘭巴頓公司的K系列交流焊機(jī)和瑞士施拉特(SCHLATTER)公司生產(chǎn)的直流焊機(jī)。
國(guó)內(nèi)K系列交流閃光焊機(jī)應(yīng)用時(shí)間較長(zhǎng),種類較多,應(yīng)用技術(shù)成熟。同時(shí),經(jīng)過(guò)多年的技術(shù)和經(jīng)驗(yàn)積累,國(guó)產(chǎn)閃光焊機(jī)也得到了迅速發(fā)展。目前,應(yīng)用比較成熟的國(guó)產(chǎn)設(shè)備有LR900、LR1200和UN5-150等型號(hào)交流閃光焊機(jī)和UNG-1000直流閃光焊機(jī)等。這些設(shè)備在各鐵路局工務(wù)部門以及工程施工單位應(yīng)用廣泛。
1 閃光焊簡(jiǎn)介
閃光焊的基本原理是利用電流通過(guò)電阻時(shí)所產(chǎn)生的熱量來(lái)加熱焊件,使焊件接觸點(diǎn)迅速升溫 (產(chǎn)生閃光),并使端面金屬迅速熔化,再經(jīng)加壓頂鍛使焊件端面相互擠壓,接合面交互結(jié)晶,并擠出液態(tài)金屬和夾雜物,形成牢固接頭,以達(dá)到焊接目的。
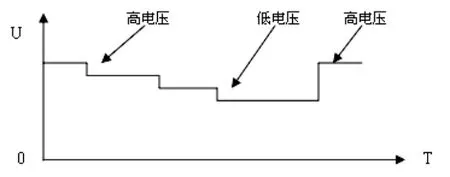
圖1 閃光焊機(jī)控制電壓示意圖
鋼軌脈動(dòng)閃光焊工藝如圖1所示,主要分為脈動(dòng)閃光階段(預(yù)熱閃光階段)、穩(wěn)定脈動(dòng)閃光階段、低壓脈動(dòng)閃光階段、加速燒化、頂鍛和保壓階段等。脈動(dòng)閃光焊工藝的特點(diǎn)是加熱效率高,焊接時(shí)間短,焊接質(zhì)量可靠,可以明顯提高鋼軌的抗沖擊水平,解決了連續(xù)閃光焊工藝焊接熱輸入不足和無(wú)效燒化量大的缺點(diǎn)。
2 工藝需求
根據(jù)閃光焊工藝要求和特點(diǎn)可知,為保證穩(wěn)定的閃光以獲得優(yōu)良的焊接質(zhì)量,首先必須保證焊接前期端面熱量的積累,即保證一定寬度的熱塑區(qū)和端面溫度。為此,焊接前期的速度控制要求減少因閃光而產(chǎn)生的熱量損失,提高脈動(dòng)加熱效率,當(dāng)然還要考慮發(fā)電機(jī)組的負(fù)載能力。
焊接初始,鋼軌端面是非常平整的冷端面,且激發(fā)閃光的能量需求較大,速度太快容易產(chǎn)生短路,損害發(fā)電機(jī)組和焊接變壓器,因而一般選擇比較適中的速度,且前進(jìn)和后退速度相差不大。初始階段主要用于預(yù)熱鋼軌,使鋼軌沿長(zhǎng)度方向獲得一定的加熱深度。焊接中期是主要的加熱階段,因?yàn)槌跗诙嗣嬉呀?jīng)有一定的熱量積累,為了提高加熱效率,并為后期的加速燒化提供必要的加熱區(qū)和端面溫度,該階段需要進(jìn)一步提高脈動(dòng)效果,因而前進(jìn)速度要求不斷增大,而后退速度則相對(duì)減小。焊接后期,也就是加速燒化階段,要求降低脈動(dòng)加熱效果而提高連續(xù)加熱效果,使端面表面熱量快速升高,形成一層液態(tài)金屬層,并提供連續(xù)均勻的閃光,為頂鍛階段的快速合縫提供保障。
其次,在焊接后期,也就是加速燒化階段,為獲得高質(zhì)量的焊頭,速度的控制非常關(guān)鍵。一個(gè)前提條件是必須控制焊機(jī)動(dòng)架的送進(jìn)速度與鋼軌端面的實(shí)際燒化速度相匹配,使得實(shí)際焊接電流值基本保持在設(shè)定電流值附近均勻波動(dòng)。送進(jìn)速度過(guò)低時(shí),鋼軌端面形成的接觸單元減少,且容易造成閃光中斷,導(dǎo)致火口難于封閉,焊接接頭易產(chǎn)生未焊透、夾渣、氣孔、灰斑等缺陷;送進(jìn)速度太快時(shí),接觸單元形成的數(shù)量就快速增多,激發(fā)閃光所需要焊機(jī)的輸出功率就隨之加大,此時(shí)容易出現(xiàn)鋼軌端面短路,導(dǎo)致產(chǎn)生過(guò)熱或過(guò)燒缺陷;當(dāng)送進(jìn)速度與燒化速度相適應(yīng)時(shí),才能保證燒化加熱過(guò)程的順利進(jìn)行,從而獲得良好的焊接質(zhì)量。由于送進(jìn)速度快慢直接影響焊接電流的大小,我們可以通過(guò)控制焊接閃光速度來(lái)達(dá)到控制焊接電流的目的。燒化速度與焊接電流有關(guān),所以可用電流負(fù)反饋控制送進(jìn)速度,當(dāng)控制方式選擇合理時(shí),在閃光過(guò)程中既不會(huì)出現(xiàn)短路,也不會(huì)出現(xiàn)斷路,而是保持連續(xù)和穩(wěn)定的閃光。
3 交流閃光焊機(jī)速度控制系統(tǒng)
3.1 速度控制系統(tǒng)結(jié)構(gòu)組成
由于送進(jìn)速度的快慢直接影響焊接電流大小、閃光燒化速度和燒化穩(wěn)定性,因此,速度控制是焊機(jī)控制系統(tǒng)的重點(diǎn)。焊機(jī)速度控制回路如圖2。
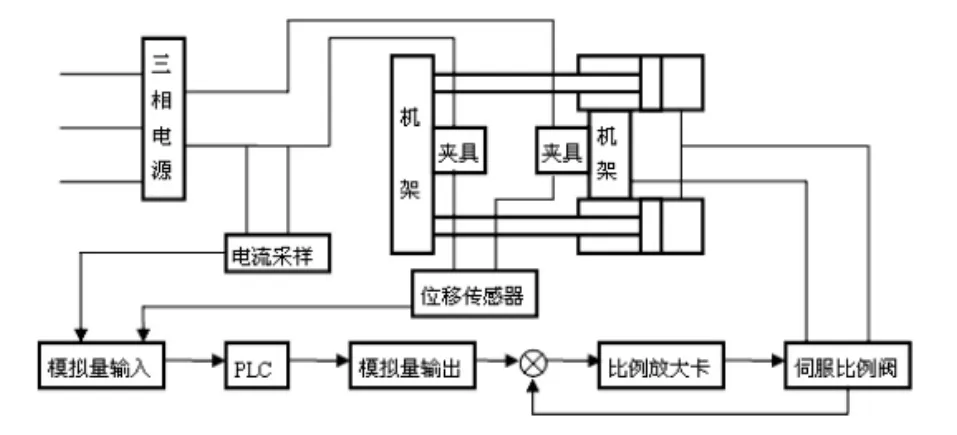
圖2 電液伺服比例控制原理圖
焊機(jī)速度控制系統(tǒng)采用伺服比例閥放大卡和伺服比例閥來(lái)實(shí)現(xiàn)電流和速度雙閉環(huán)電液控制。采用電流傳感器和電流變送器來(lái)對(duì)焊接電流進(jìn)行采樣,并輸入PLC進(jìn)行處理;采用高精度電阻式位移傳感器記錄單位時(shí)間內(nèi)的位移量,并輸入PLC中計(jì)算出焊接閃光速度。PLC根據(jù)采集到的電流值計(jì)算出焊接閃光速度的控制值,設(shè)定對(duì)應(yīng)的電壓值控制伺服閥放大卡,通過(guò)放大卡調(diào)整比例閥的進(jìn)油方向和流量,控制動(dòng)架油缸的送進(jìn)速度,實(shí)現(xiàn)對(duì)閃光燒化速度的控制。當(dāng)PLC給定閃光速度時(shí),設(shè)定好的的電壓值輸出到伺服閥放大卡,放大卡通過(guò)負(fù)反饋控制和PID調(diào)節(jié)功能自動(dòng)調(diào)節(jié)流量達(dá)到設(shè)定值,使焊接送進(jìn)速度與后退速度保持相對(duì)穩(wěn)定。
3.2 速度控制系統(tǒng)模型分析
閃光燒化速度和設(shè)定的焊接電流、設(shè)定的燒化前進(jìn)速度和實(shí)測(cè)焊接電流有關(guān),控制系統(tǒng)會(huì)自動(dòng)進(jìn)行反饋調(diào)整。伺服比例閥電壓控制的數(shù)學(xué)模型為:
式中:
上述表達(dá)式:
U(K+1)--PLC控制比例閥的第“K+1”次輸出電壓控制值;
E1(K)--頂鍛油缸前進(jìn)時(shí),第K次焊接電流測(cè)量值和焊接設(shè)定值的偏差;
E2(K)--頂鍛油缸后退時(shí),第K次焊接電流測(cè)量值和給定下限值的偏差;
U1、U2--分別為各階段頂鍛油缸最大前進(jìn)速度和最大后退速度時(shí)比例閥的電壓控制值;
It(K)--第K次實(shí)際測(cè)量的焊接電流值;
I1、I2、I3、Is--分別為焊接各階段電流下限值、調(diào)定值、上限值和設(shè)定值;
Kp、Ki、Kd、--PID 控制的比例、積分、微分常數(shù)。
根據(jù)焊機(jī)的工作狀態(tài)、焊接回路內(nèi)阻大小以及焊件的材質(zhì),以上I1、I2、I3、Is在閃光焊的各個(gè)階段分別設(shè)定為不同的值,值的選取通過(guò)多次的工藝試驗(yàn)累積實(shí)踐經(jīng)驗(yàn)所得。
焊接速度控制采用常規(guī)PID控制模型,具有原理簡(jiǎn)單、易于實(shí)現(xiàn)、參數(shù)整定方便、結(jié)構(gòu)改變靈活、適應(yīng)性強(qiáng)等特點(diǎn),其核心是參數(shù)整定。對(duì)于確定的被控對(duì)象通過(guò)適當(dāng)整定PID的三個(gè)參數(shù),則大多數(shù)控制對(duì)象都能獲得滿意的控制效果。
3.3 模糊自整定PID控制策略的建立
PID控制器具有上述眾多特點(diǎn),在大多數(shù)情況下都能獲得滿意的控制效果。然而,閃光焊過(guò)程是一個(gè)多變量、非線性、時(shí)變、隨機(jī)干擾較強(qiáng)的多階段焊接控制過(guò)程,其閃光電流的瞬變性和非線性,閃光過(guò)程的多階段切換,以及液壓系統(tǒng)的時(shí)滯和慣性變化,都會(huì)影響被控對(duì)象的一致性,使得對(duì)閃光焊過(guò)程建立精確的數(shù)學(xué)模型非常困難。而且,鋼軌材質(zhì)的成分均勻性不一致,加上影響焊接質(zhì)量的內(nèi)外部因素繁多復(fù)雜,都會(huì)使得一套固定的PID參數(shù)不能完全滿足焊接全過(guò)程的控制需要。
隨著被控對(duì)象的狀態(tài)變化,PID參數(shù)也必須進(jìn)行一定的調(diào)整,才能將控制焊接電流維持在要求的范圍之內(nèi),以滿足系統(tǒng)的實(shí)時(shí)性能要求。為此,我們考慮采用智能控制來(lái)實(shí)時(shí)完成PID控制器參數(shù)的修正,將控制算法以及調(diào)試人員調(diào)整PID參數(shù)的經(jīng)驗(yàn)預(yù)先存儲(chǔ)在PLC中,PLC根據(jù)不同的電流值以及控制效果的偏差自動(dòng)選取不同的PID參數(shù),然后及時(shí)改變控制力度,將被控對(duì)象控制在要求范圍之內(nèi)。
模糊控制是智能控制的一種。模糊控制器具有不依賴對(duì)象的數(shù)學(xué)模型、適應(yīng)能力強(qiáng)的優(yōu)點(diǎn),但它的穩(wěn)態(tài)精度差。因此,針對(duì)PID控制器和模糊控制器的特點(diǎn),將模糊控制和PID控制兩者結(jié)合起來(lái),構(gòu)成模糊PID參數(shù)自整定控制器,可以揚(yáng)長(zhǎng)避短,既具有模糊控制靈活、適應(yīng)性強(qiáng)的優(yōu)點(diǎn),又具有PID控制精度高的特點(diǎn),從而對(duì)閃光焊接的控制取得理想的效果。
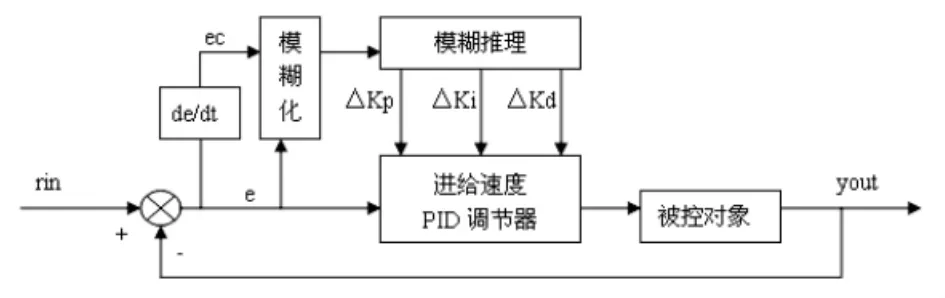
圖3 模糊自整定PID控制系統(tǒng)框圖
模糊PID參數(shù)自整定控制算法,其基本原理是在普通PID控制器的基礎(chǔ)上,加上一個(gè)模糊控制環(huán)節(jié),模糊控制環(huán)節(jié)。根據(jù)系統(tǒng)的實(shí)時(shí)狀態(tài),對(duì)PID的三個(gè)參數(shù)進(jìn)行在線整定,其系統(tǒng)原理框圖如圖3。
3.4 模糊自整定PID控制的應(yīng)用策略
從焊接工藝需求以及多年的焊接控制經(jīng)驗(yàn)可知,影響焊接質(zhì)量的關(guān)鍵因素主要有四點(diǎn):一是保證一定的熱塑區(qū);二是保證端面有一定厚度的液態(tài)金屬層;三是保證加速燒化階段閃光的連續(xù)均勻;四是合理的頂鍛量。目前,通過(guò)工藝參數(shù)的簡(jiǎn)單調(diào)整,常規(guī)PID控制算法基本能滿足熱塑區(qū)厚度和頂鍛量的控制要求,而對(duì)于另外兩條關(guān)鍵因素卻存在控制局限性。為此,模糊自整定PID控制策略主要是在加速燒化階段采用,以獲得連續(xù)穩(wěn)定的而且均勻的閃光,同時(shí),在后期階段的切換過(guò)程也可采用,以獲得平滑穩(wěn)定的階段過(guò)渡。
4 模糊自整定PID控制器的設(shè)計(jì)
4.1 輸入輸出變量的選擇和模糊化方法
被控量為焊接閃光電流,因此模糊控制器的輸入變量選擇焊接中的實(shí)際閃光電流和設(shè)定電流之間的差值E=ysp-ypv和焊接閃光電流的變化率Ec。輸出語(yǔ)言變量為PID控制器三個(gè)參數(shù)的增量,分別為△Kp,△Ki,△Kd。結(jié)合現(xiàn)場(chǎng)經(jīng)驗(yàn),總結(jié)出輸入輸出變量精確值的變化范圍以及量化等級(jí),如表1所示。
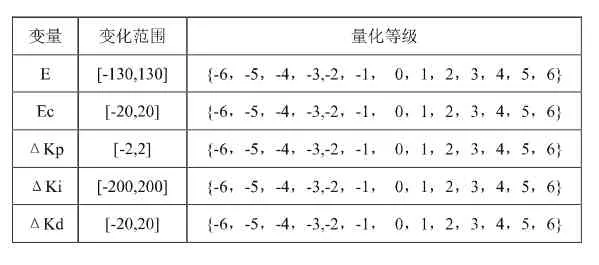
表1 輸入輸出變量定義表
模糊集合語(yǔ)言值選擇 {NL,NM,NS,ZO,PS,PM,PL},表示{"負(fù)大","負(fù)中","負(fù)小","零","正小","正中","正大"}。隸屬函數(shù)定義為比較常用的三角形,可得到7個(gè)模糊子集的隸屬函數(shù)。
4.2 建立控制規(guī)則表
結(jié)合經(jīng)驗(yàn)和實(shí)際調(diào)試要求,對(duì)于不同的偏差E和偏差變化率Ec,對(duì)PID參數(shù)Kp、Ki、Kd的自整定要求,可以依據(jù)以下的規(guī)則進(jìn)行調(diào)整。
4.2.1Kp的模糊控制規(guī)則變化規(guī)律
在實(shí)際應(yīng)用中,增大比例系數(shù)P將加快系統(tǒng)的響應(yīng),在有靜差的情況下有利于減小靜差,但過(guò)大的比例系數(shù)會(huì)使系統(tǒng)有比較大的超調(diào),并產(chǎn)生振蕩,使穩(wěn)定性變壞。
(1)當(dāng)E為負(fù)大時(shí):若Ec為負(fù),E有增大的趨勢(shì),為盡快消除己有的負(fù)大偏差并抑制偏差變大,Kp的變化取正大;若Ec為正時(shí),系統(tǒng)本身己有減少偏差的趨勢(shì),為盡快消除偏差且又不產(chǎn)生過(guò)大超調(diào),應(yīng)取較小的Kp;若Ec為正小時(shí),Kp的變化取為正中。
(2)當(dāng)E為負(fù)中時(shí):Kp的變化應(yīng)使偏差盡快消除,基于這一原則,它的變化選取同E為負(fù)大時(shí)相同。
(3)當(dāng)E為負(fù)小時(shí):系統(tǒng)接近穩(wěn)態(tài)。若Ec為負(fù)時(shí),選取Kp為正中,以抑制E往負(fù)方向變化;若Ec為正時(shí),系統(tǒng)本身有消除負(fù)小偏差的趨勢(shì),選取Kp變化為正小即可。
(4)當(dāng)E為正大時(shí):若Ec為正,E有增大的趨勢(shì),為盡快消除己有的正大偏差并抑制偏差變大,Kp的變化取正大;若Ec為負(fù)時(shí),系統(tǒng)本身己有減少偏差的趨勢(shì),為盡快消除偏差且又不超調(diào),應(yīng)取較小的Kp;若Ec為負(fù)小時(shí),Kp的變化取負(fù)中。
(5)當(dāng)E為正中時(shí):Kp的變化應(yīng)使E差盡快消除,它的變化選取同E為正大時(shí)相同。
(6)當(dāng)E為正小時(shí):系統(tǒng)接近穩(wěn)態(tài)。若Ec為正時(shí),選取Kp變化為正中,以抑制E往正方向變化;若Ec為負(fù)時(shí),系統(tǒng)本身有消除正小偏差的趨勢(shì),選取Kp變化為負(fù)小即可。
4.2.2Ki的模糊控制規(guī)則變化規(guī)律
Ki的作用是消除靜差,使系統(tǒng)盡可能快地回到穩(wěn)態(tài)值,提高系統(tǒng)的控制精度。增大積分時(shí)間有利于減小超調(diào),減小振蕩,使系統(tǒng)的穩(wěn)定性增加,但是系統(tǒng)靜差消除時(shí)間變長(zhǎng),因此它的模糊控制規(guī)則變化規(guī)律與Kp控制規(guī)則變化規(guī)律大致相反。
4.2.3Kd的模糊控制規(guī)則變化規(guī)律
Kd反映系統(tǒng)阻止偏差變大或者變小的能力。增大微分時(shí)間有利于加快系統(tǒng)的穩(wěn)定速度,使系統(tǒng)超調(diào)量減小,穩(wěn)定性增加,但系統(tǒng)對(duì)擾動(dòng)的抑制能力減弱。Kd的選取比較復(fù)雜,一般根據(jù)實(shí)踐經(jīng)驗(yàn)適當(dāng)選取。若E很大時(shí),Kd應(yīng)取中等大小;若E較小時(shí),Kd應(yīng)取較小值;若E為0,Kd也應(yīng)該取為0。
基于上述整定原則,結(jié)合實(shí)踐經(jīng)驗(yàn),可以得到△Kp、△Ki和△Kd模糊控制規(guī)則,如表2所示。
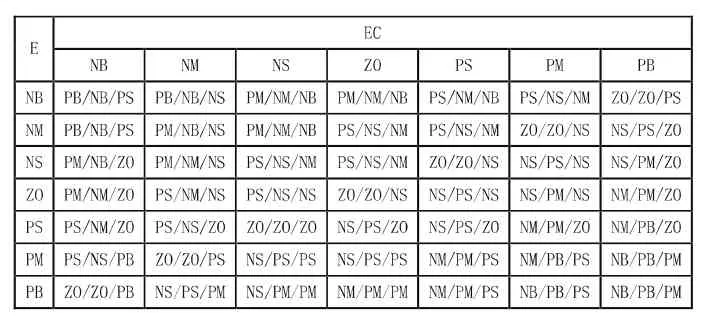
表2 △Kp/△Ki/△Kd模糊控制規(guī)則表
4.3 模糊控制查詢表的建立
模糊控制規(guī)則表是每個(gè)輸入模糊變量所對(duì)應(yīng)的輸出變量表。查詢表一般預(yù)先存儲(chǔ)在PLC中,當(dāng)進(jìn)行實(shí)時(shí)控制時(shí),便于CPU根據(jù)輸入的信息從表格中查詢所需采取的控制輸出量,節(jié)省計(jì)算時(shí)間,提高控制效率。利用MATLAB可計(jì)算出PID的參數(shù)△Kp、△Ki、△Kd的查詢表。
5 模糊自整定PID控制器的仿真分析
5.1 伺服系統(tǒng)各模塊的數(shù)學(xué)模型
根據(jù)上文所介紹的液壓伺服位置控制系統(tǒng),按伺服系統(tǒng)的各元件工作原理對(duì)各模塊建立數(shù)學(xué)模型。
(1)伺服閥傳遞函數(shù)
伺服閥傳遞函數(shù)可由理論分析得到,但是一般根據(jù)實(shí)際測(cè)試曲線求得。在本文中,由于液壓執(zhí)行機(jī)構(gòu)的固有頻率高于50Hz,可以用二階環(huán)節(jié)表示,即:
式中:
ξv--伺服閥阻尼系數(shù),一般取0.7;
Kv--伺服閥流量增益,本文為0.0016;
ωv--伺服閥固有頻率,本文為340 rad/s。
(2)伺服放大器傳遞函數(shù)
伺服放大器的模型可以近似簡(jiǎn)化為比例環(huán)節(jié),比例系數(shù)為Ka,本文取 0.0125。
(3)閥控液壓缸傳遞函數(shù)
設(shè)伺服閥閥芯Xv為輸入,液壓缸活塞位移Xp為輸出,可根據(jù)流量線性方程、流量連續(xù)方程和力平衡方程建立傳遞函數(shù)有:
式中:
Kq--流量增益,本文為0.0016;
Ap--液壓缸活塞工作面積,本文為0.0346m2;
ξh--液壓缸阻尼系數(shù),本文為0.6;
ωh--液壓缸固有頻率。
液壓缸固有頻率:
式中:
βe--油液的容積彈性模量,本文取700MPa;
S--液壓缸行程,本文為0.15m;
mt--活塞、油液等效到活塞上的質(zhì)量,計(jì)算得20kg;Vt--液壓缸活塞控制容積。
5.2 仿真分析
根據(jù)上節(jié)對(duì)各模塊建立的傳遞函數(shù),利用MATLAB中Simulink作為仿真工具,對(duì)電液伺服位置控制系統(tǒng)進(jìn)行仿真,將建好的各個(gè)物理對(duì)象仿真模塊按實(shí)際系統(tǒng)流程連接起來(lái)(如圖4所示)。
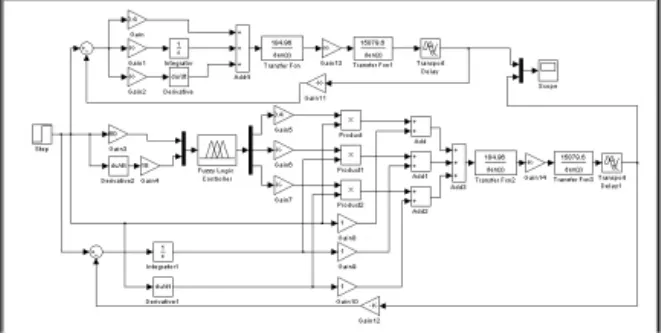
圖4 PID和FuzzyPID控制系統(tǒng)仿真框圖
在仿真模塊輸入端輸入階躍信號(hào),執(zhí)行仿真可以得到FuzzyPID和常規(guī)PID響應(yīng)曲線,如圖5:
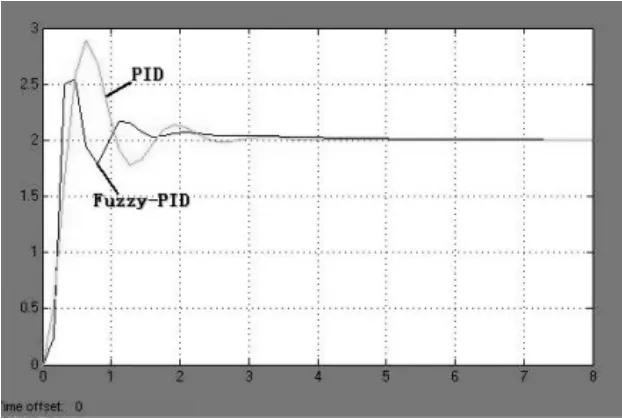
圖5 仿真結(jié)果
由模糊自整定PID和常規(guī)PID控制系統(tǒng)仿真結(jié)果可明顯看出,模糊自整定PID調(diào)節(jié)系統(tǒng)的快速性和穩(wěn)定性得到了提高,主要有以下幾個(gè)優(yōu)點(diǎn):
(1)模糊自整定PID算法的初值為零,不需要人工給定初始整定值,它能通過(guò)自整定獲得參數(shù)的最優(yōu)值,且實(shí)現(xiàn)簡(jiǎn)單;而常規(guī)PID算法需要操作者根據(jù)以往的累積經(jīng)驗(yàn)以及實(shí)際的系統(tǒng)輸出經(jīng)多次試調(diào)之后獲得較優(yōu)值。
(2)模糊自整定PID算法的超調(diào)量和調(diào)整時(shí)間均小于常規(guī)PID算法。
(3)由仿真結(jié)果可看出將模糊自整定PID控制器用于鋼軌閃光焊控制系統(tǒng)能使系統(tǒng)的快速性和各項(xiàng)性能指標(biāo)得到顯著提高,具有響應(yīng)快、超調(diào)小、穩(wěn)定時(shí)間快的特點(diǎn),顯示出了良好的動(dòng)態(tài)性能和穩(wěn)態(tài)精度,且抗干擾能力強(qiáng)。
6 結(jié)束語(yǔ)
從以上仿真分析可知,將模糊自整定PID控制策略應(yīng)用于交流閃光焊機(jī)速度控制系統(tǒng)可以彌補(bǔ)常規(guī)PID控制的不足,并具有控制靈活、超調(diào)量小、控制精度高、適應(yīng)性強(qiáng)等優(yōu)點(diǎn),可以對(duì)閃光焊接的過(guò)程取得理想的控制效果,更有利于提高焊頭質(zhì)量,實(shí)現(xiàn)較好的經(jīng)濟(jì)技術(shù)指標(biāo)。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
