LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)研制
2010-06-21 06:12:30甘英俊許林云
森林工程 2010年4期
甘英俊,許林云,林 石
(南京林業(yè)大學(xué),南京 210037)
鋸鏈切削性能的優(yōu)劣對(duì)鏈鋸整機(jī)的生產(chǎn)率及單位生產(chǎn)成本影響極大。鋸鏈切削性能試驗(yàn)臺(tái)可用來檢驗(yàn)鋸鏈的鋒利性、進(jìn)鋸的輕便性、鋸鏈運(yùn)轉(zhuǎn)的平穩(wěn)性和鋸切效率的高低,也可用于檢驗(yàn)鋸鏈、導(dǎo)板和驅(qū)動(dòng)鏈輪的高速適應(yīng)能力[1]。我國上世紀(jì)90年代初期研制出LQ11型鋸鏈切削性能試驗(yàn)臺(tái),在近二十年內(nèi)一直保持先進(jìn)水平,未見其它鋸鏈切削性能試驗(yàn)臺(tái)的相關(guān)報(bào)道。LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)在總結(jié)現(xiàn)有LQ-11型鋸鏈切削試驗(yàn)臺(tái)的基礎(chǔ)上,進(jìn)一步優(yōu)化設(shè)計(jì),增大了鏈輪轉(zhuǎn)速測(cè)試范圍,增加了鋸鏈進(jìn)給速度的無級(jí)調(diào)節(jié),改善了三向測(cè)力傳感,采用先進(jìn)的計(jì)算機(jī)技術(shù),具有測(cè)定精度高,重復(fù)性好等特點(diǎn),使整機(jī)的多項(xiàng)技術(shù)指標(biāo)達(dá)到了國內(nèi)領(lǐng)先水平[2]。
1 鋸鏈切削試驗(yàn)臺(tái)的主要測(cè)試參數(shù)
鋸鏈的切削性能主要包括鋒利性及進(jìn)鋸阻力的大小兩個(gè)方面[3]。鋸鏈切削試驗(yàn)臺(tái)必須圍繞這兩個(gè)因素進(jìn)行功能設(shè)計(jì)。
根據(jù)鏈鋸切削原理,反映在鋒利性及進(jìn)鋸阻力的最本質(zhì)的參數(shù)分別是單位鋸切功Ks及力比q,它們的定義為:
式中:Pc為凈切削功率,W;S為鋸切生產(chǎn)率,即單位切削面積與鋸切時(shí)間的比值,cm2/s;Fx為切向切削力;Fy為法向切削力。
由力學(xué)知識(shí)可知,由切削速度v(即鋸鏈的線速度)與切向切削力可求得凈切削功:

式中:P0為驅(qū)動(dòng)鏈輪的軸功率,其大小為軸扭矩與角速度之積。
一般為方便計(jì)算單位切削面積,被切材常采用方形木塊,單位切削面積即轉(zhuǎn)為切削進(jìn)給速度與被切材的高度 (即鋸口長度)之積,具體測(cè)試時(shí),將鋸鏈的節(jié)距、驅(qū)動(dòng)輪齒數(shù)和被切材的高度等事先輸入計(jì)算機(jī),作為已知參數(shù)。通過以上分析,鋸鏈切削試驗(yàn)臺(tái)應(yīng)具備測(cè)量出切向切削力、法向切削力、驅(qū)動(dòng)鏈輪軸扭矩、驅(qū)動(dòng)鏈輪軸轉(zhuǎn)速和進(jìn)給速度這5個(gè)主要參數(shù)的主要功能[4]。
2 LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)工作原理
LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)采用測(cè)量驅(qū)動(dòng)鏈輪軸轉(zhuǎn)矩轉(zhuǎn)速的測(cè)量方案、使用平行八角環(huán)三向測(cè)力傳感器測(cè)量切削阻力,與LQ-11相比,擴(kuò)大了轉(zhuǎn)矩轉(zhuǎn)速的測(cè)量范圍,提高了三向測(cè)力傳感器傳感器的測(cè)試精度[5,6]。
2.1 驅(qū)動(dòng)鏈輪軸轉(zhuǎn)矩轉(zhuǎn)速的測(cè)量及切削力的測(cè)量
轉(zhuǎn)速轉(zhuǎn)矩傳感器安裝在驅(qū)動(dòng)鏈輪軸與驅(qū)動(dòng)電機(jī)之間,可同時(shí)測(cè)量鏈輪軸轉(zhuǎn)矩及鏈輪軸的轉(zhuǎn)速。本試驗(yàn)臺(tái)采用NJG030型轉(zhuǎn)矩轉(zhuǎn)速傳感器,許用轉(zhuǎn)速高達(dá)30 000 r/min,額定轉(zhuǎn)矩可達(dá)30 Nm。轉(zhuǎn)速轉(zhuǎn)矩傳感器在選型時(shí)應(yīng)注意具體使用中的負(fù)載對(duì)象,應(yīng)將其安裝在最后一級(jí)的輸出軸與負(fù)載之間,并按輸出軸的轉(zhuǎn)速與轉(zhuǎn)矩進(jìn)行選型。切削力測(cè)量傳感器采用整體式測(cè)力方式直接安裝在試材與承座之間,傳感器可承受全部切削力,通過加載標(biāo)定出切削力與輸出信號(hào)之間的關(guān)系常數(shù)。試驗(yàn)臺(tái)采用自制的交叉八角環(huán)形應(yīng)變式三向切削力整體式傳感器,傳感器本體由整塊鍛造鋼經(jīng)線切割加工成形,加工精度高,應(yīng)變片貼片細(xì)致,靈敏度高,測(cè)試范圍寬。
2.2 鋸鏈驅(qū)動(dòng)裝置的優(yōu)化設(shè)計(jì)
LQ-11型鋸鏈切削試驗(yàn)臺(tái)的輸出軸轉(zhuǎn)數(shù)范圍為3 200~9 000 r/min,對(duì)于一些高轉(zhuǎn)速鏈鋸來說是不夠的,特別是高速切削已成為當(dāng)現(xiàn)代鋸鏈的一種發(fā)展趨勢(shì)。作為試驗(yàn)臺(tái),應(yīng)能適用于不同的鋸鏈產(chǎn)品,能模擬鋸鏈在不同切削速度下的實(shí)際工作狀態(tài),LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)采用增速齒輪傳動(dòng)和變頻調(diào)速相結(jié)合的方法實(shí)現(xiàn)鏈輪高轉(zhuǎn)速、寬

切削速度v可由鋸鏈驅(qū)動(dòng)輪的轉(zhuǎn)速、驅(qū)動(dòng)輪的齒數(shù)及鋸鏈的節(jié)距求得。
此外還應(yīng)計(jì)算鋸鏈的傳動(dòng)效率η,定義如下:范圍的調(diào)節(jié),轉(zhuǎn)速范圍為0~15 000 r/min。試驗(yàn)臺(tái)主電機(jī)選用18.5 kW變頻電機(jī),配合相應(yīng)變頻器,使用的電機(jī)輸出轉(zhuǎn)速在0~4100 r/min范圍內(nèi)可調(diào)。增速齒輪傳動(dòng)機(jī)構(gòu)固定傳動(dòng)比為1∶4,使輸出最大轉(zhuǎn)速滿足設(shè)計(jì)要求[6]。
2.3 進(jìn)給裝置優(yōu)化設(shè)計(jì)
LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)采用導(dǎo)板固定木材水平進(jìn)給的方式,導(dǎo)板固定于垂直方向。要求木材夾持裝置和導(dǎo)軌有足夠精度和剛度。設(shè)計(jì)中選用普通車床的床身作基礎(chǔ),床鞍作為木材夾持裝置的支承架,床身上的大導(dǎo)軌面作為木材夾持裝置的導(dǎo)軌。鋸鏈切削性能試驗(yàn)臺(tái)進(jìn)給運(yùn)動(dòng)速度可調(diào)范圍大,且只有一個(gè)沿導(dǎo)軌方向的縱向運(yùn)動(dòng),將電動(dòng)機(jī)直接安裝在溜板箱上,相當(dāng)于車床的快進(jìn)快退電動(dòng)機(jī)。為了實(shí)現(xiàn)進(jìn)給運(yùn)動(dòng)的無級(jí)調(diào)速,選用了變頻調(diào)速電動(dòng)機(jī),其頻率變化范圍為5~65 Hz,高低速之比為13倍滿足試驗(yàn)臺(tái)木材水平進(jìn)給速度的變化范圍為2.5~25 cm/s,高低速之比為10倍的要求[7]。
3 整機(jī)工作原理
LQ-18型鋸鏈切削試驗(yàn)臺(tái)的基本構(gòu)造如圖1所示。動(dòng)力由變頻電機(jī)1經(jīng)皮帶傳動(dòng)2送至增速齒輪箱3,增速后轉(zhuǎn)速達(dá)100~15 000 r/min,增速齒輪箱設(shè)有獨(dú)立的潤滑系統(tǒng),以保證高速情況下齒輪的正常工作。增速齒輪箱的輸出通過齒輪花鍵聯(lián)軸器4與轉(zhuǎn)矩轉(zhuǎn)速傳感器5相連。轉(zhuǎn)矩轉(zhuǎn)速傳感器的輸出軸也由齒輪花鍵聯(lián)軸器傳遞給鏈輪軸。導(dǎo)板支撐座6按具體不同規(guī)格的鋸鏈、導(dǎo)板及轉(zhuǎn)動(dòng)鏈輪而設(shè)計(jì),兼顧了各種形式的鋸鏈、導(dǎo)板的測(cè)試要求。導(dǎo)板支撐座上設(shè)計(jì)有自重流油潤滑裝置,對(duì)鋸鏈進(jìn)行潤滑。導(dǎo)板7具有張緊裝置,可以將鋸鏈調(diào)節(jié)到所需的預(yù)緊狀態(tài)。規(guī)格化試材8緊固在八角環(huán)三向測(cè)力傳感器9的上臺(tái)板上。測(cè)力傳感器的切削力信號(hào)由線路傳導(dǎo)至動(dòng)態(tài)應(yīng)變儀。八角環(huán)三向測(cè)力傳感器固定安裝在車床10的床鞍11上,由變頻調(diào)速電動(dòng)機(jī)驅(qū)動(dòng)床鞍進(jìn)給實(shí)現(xiàn)木材的進(jìn)給運(yùn)動(dòng)[8]。床身10尾端裝有定滑輪及支架,可用砝碼及繩索加載標(biāo)定八角環(huán)三向測(cè)力傳感器。
轉(zhuǎn)速轉(zhuǎn)矩傳感器安裝在驅(qū)動(dòng)鏈輪軸與驅(qū)動(dòng)電機(jī)之間,可同時(shí)測(cè)量鏈輪軸轉(zhuǎn)矩及轉(zhuǎn)速。本試驗(yàn)臺(tái)采用NJG030型轉(zhuǎn)矩轉(zhuǎn)速傳感器,許用轉(zhuǎn)速高達(dá)30 000 r/min,額定轉(zhuǎn)矩可達(dá)30 Nm。轉(zhuǎn)速轉(zhuǎn)矩傳感器安裝在最后一級(jí)的輸出軸與負(fù)載之間,最大限度地減少了中間傳動(dòng)環(huán)節(jié)的影響。

圖1 LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)結(jié)構(gòu)圖Fig.1 Structure chart of LQ-18 type saw-chain cutting performance test-bed
平行八角環(huán)三向測(cè)力傳感器由整塊鍛造鋼經(jīng)線切割加工成形,加工精度高,應(yīng)變片貼片可靠,互干擾度小,靈敏度高,測(cè)試范圍寬[9-11]。此測(cè)力傳感器屬整體測(cè)力方式,測(cè)試誤差項(xiàng)少,本身就是一種精度較高的測(cè)力傳感器。傳感器直接安裝在試材與承力座之間,可直接承受全部切削力,避免了中間環(huán)節(jié)的影響。測(cè)試時(shí),通過實(shí)際工況下的加載標(biāo)定確定切削力與輸出信號(hào)之間的關(guān)系常數(shù),消除了間接標(biāo)定的誤差。
LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)采用導(dǎo)板固定木材水平進(jìn)給的方式,導(dǎo)板固定于垂直方向。要求木材夾持裝置和導(dǎo)軌有足夠精度和剛度。設(shè)計(jì)中選用普通車床的床身作基礎(chǔ),床鞍作為木材夾持裝置的支承架,床身上的大導(dǎo)軌面作為木材夾持裝置的導(dǎo)軌。LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)進(jìn)給運(yùn)動(dòng)速度可調(diào)范圍大,且只有一個(gè)沿導(dǎo)軌方向的縱向運(yùn)動(dòng),電動(dòng)機(jī)直接安裝在溜板箱上,相當(dāng)于車床的快進(jìn)快退電動(dòng)機(jī)。為了實(shí)現(xiàn)進(jìn)給運(yùn)動(dòng)的無級(jí)調(diào)速,選用了變頻調(diào)速電動(dòng)機(jī),其頻率變化范圍為5~65 Hz,高低速之比為13倍,滿足試驗(yàn)臺(tái)木材水平進(jìn)給速度的變化范圍為2.5~25 cm/s,高低速之比為10倍的要求。
4 測(cè)試系統(tǒng)設(shè)計(jì)
LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)的測(cè)試系統(tǒng)大量應(yīng)用了虛擬儀器技術(shù)及計(jì)算機(jī)技術(shù),自動(dòng)化、智能化的引入提高了系統(tǒng)的先進(jìn)性。信號(hào)處理的核心是一臺(tái)工業(yè)計(jì)算機(jī),轉(zhuǎn)矩轉(zhuǎn)速信號(hào)連接在計(jì)算機(jī)的轉(zhuǎn)矩轉(zhuǎn)速信號(hào)處理卡上,八角環(huán)三向測(cè)力傳感器的應(yīng)變信號(hào)經(jīng)橋盒接成所需的橋路后,由USB接口的WS3811數(shù)字應(yīng)變儀處理,并將結(jié)果通過USB口與計(jì)算機(jī)相連。進(jìn)給速度信號(hào)采用光電脈沖傳感器,實(shí)現(xiàn)了長位移高精度的測(cè)量,光電脈沖傳感器的抗干擾能力突出,輸出信號(hào)為數(shù)字脈沖,筆者采用通過計(jì)算機(jī)的并行接口中的EPP模式,從輸入口讀得該TTL電平信號(hào),節(jié)省了F/V變換及A/D板。實(shí)踐證明該方法簡單實(shí)用,也避免了信號(hào)轉(zhuǎn)換可能帶來的二次誤差。如圖2所示。
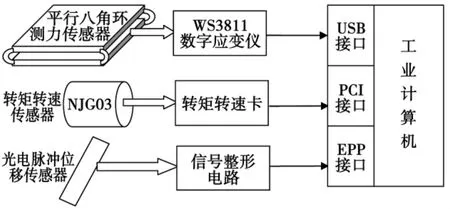
圖2 LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)測(cè)試原理圖Fig.2 Test schematic of LQ-18 type saw-chain cutting performance test-bed
處理軟件由Visual Basic 6.0及LabView STUDIO 6.1發(fā)套件開發(fā),軟件主要有標(biāo)定模塊、系統(tǒng)參數(shù)設(shè)定模塊、實(shí)時(shí)測(cè)試模塊、計(jì)算分析模塊、打印等輔助管理模塊組成。標(biāo)定模塊用于扭矩轉(zhuǎn)速傳感器的零點(diǎn)標(biāo)定及八角環(huán)三向測(cè)力傳感器的零點(diǎn)標(biāo)定及加載線性標(biāo)定。系統(tǒng)參數(shù)設(shè)定模塊設(shè)定所測(cè)試鋸鏈的型號(hào)、參數(shù)等信息。實(shí)時(shí)測(cè)試模塊用于同時(shí)記錄扭矩、轉(zhuǎn)速、切向力、法向力、側(cè)向力及進(jìn)給速度,并以曲線的形式顯示。計(jì)算分析模塊用于將記錄的數(shù)據(jù)進(jìn)行分析計(jì)算,主要計(jì)算單位鋸切功、力比、鋸切效率及其它相關(guān)數(shù)據(jù)。
5 鋸鏈鋸切性能的測(cè)試實(shí)例
用于試驗(yàn)的鋸鏈為德國STIHL JL9d、美國OREGON JL9d、國產(chǎn)某JL9d型鋸鏈。3種鋸鏈的節(jié)距相同9.32 mm,驅(qū)動(dòng)鏈輪齒數(shù)z=6,試驗(yàn)用木材為楊木方材,鋸口長19.5 cm,含水率25%,使用同一根試驗(yàn)用木材,每條鋸鏈分別切削3次,測(cè)量、計(jì)算得平均測(cè)試結(jié)果,見表1。
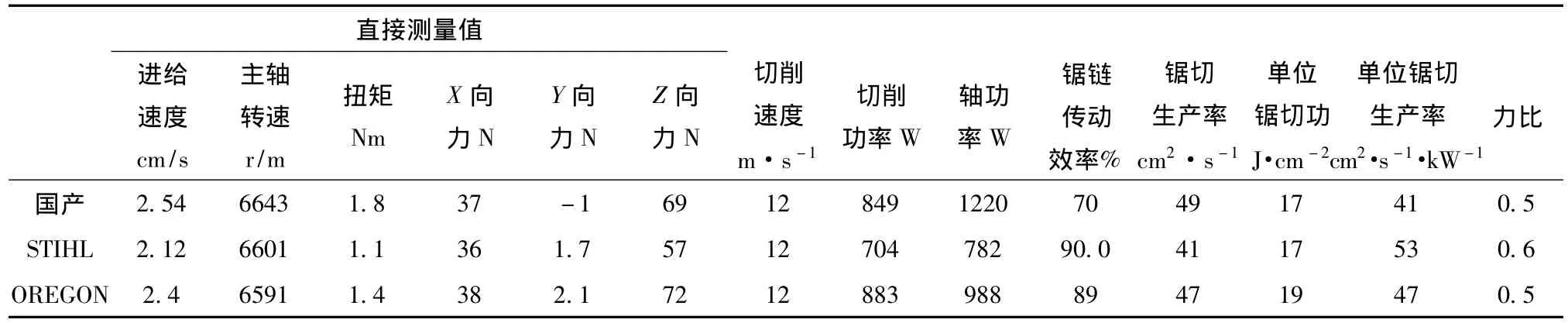
表1 不同品牌JL9d鋸鏈對(duì)比測(cè)試結(jié)果Tab.1 Test results on comparison of JL9d saw-chain in different brands
從表1中可以看出,在基本相同的切削速度、主軸轉(zhuǎn)速下切削相同的試樣,STIHL與OREGON鋸鏈的鋸鏈傳動(dòng)效率都遠(yuǎn)高于國產(chǎn)鋸鏈,STIHL具有最高的單位鋸切生產(chǎn)率,國產(chǎn)鋸鏈最低。OREGON的Y側(cè)向力最大,使用時(shí)需較大的把持力以防跑偏。
6 結(jié)束語
LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)在LQ-11型鋸鏈切削試驗(yàn)臺(tái)的基礎(chǔ)上改進(jìn)了驅(qū)動(dòng)電機(jī)及其傳動(dòng)系統(tǒng),采用無級(jí)變頻調(diào)速,增大了轉(zhuǎn)速范圍。試驗(yàn)臺(tái)優(yōu)化設(shè)計(jì)了進(jìn)給機(jī)構(gòu),實(shí)現(xiàn)了無級(jí)調(diào)速的進(jìn)給運(yùn)動(dòng)。測(cè)試系統(tǒng)引入計(jì)算機(jī)技術(shù)及虛擬儀器技術(shù),具有直接測(cè)量、顯示、計(jì)算測(cè)試數(shù)據(jù),生成測(cè)試報(bào)告,提高了測(cè)量精度及測(cè)試效率。它的研制成功將為提高我國的鋸鏈制造水平發(fā)揮作用。
[1]尹遠(yuǎn)新,薛風(fēng)波,孟祥彬.影響動(dòng)力鏈鋸鋸木功率與鋸木生產(chǎn)率的主要因素[J].林業(yè)科技,2004,29(2):62..
[2]林 石.LQ-11型鋸鏈切削試驗(yàn)臺(tái)研制 [J].南京林業(yè)大學(xué)學(xué)報(bào),1996,20(4):26-30.
[3]封曉強(qiáng),林 石,李 萍.便攜式鏈鋸鋸切生產(chǎn)率試驗(yàn)臺(tái)的研制[J].林業(yè)機(jī)械與木工設(shè)備,2000,28(11):15-17.
[4]林 石.鋸鏈的切削性能及其測(cè)定方法[J].林業(yè)科技開發(fā),1997,11(6):42-43.
[5]許林云,林 石,封曉強(qiáng).用新型試驗(yàn)方法測(cè)定鋸鏈的鋸切效率[J].南京林業(yè)大學(xué)學(xué)報(bào),2003,27(11):141-145.
[6]許林云,劉 軍,李趙春.八角環(huán)式三向測(cè)力傳感器的研究[J].南京林業(yè)大學(xué)學(xué)報(bào),2008,32(4):121-124.
[7]高燕秋.用非常規(guī)法設(shè)計(jì)鋸鏈切削試驗(yàn)臺(tái)增速傳動(dòng)裝置[J].林業(yè)機(jī)械與木工設(shè)備,2001,29(9):13-15.
[8]張志惠,許林云,續(xù)開東.LQ-18型鋸鏈切削性能試驗(yàn)臺(tái)進(jìn)給系統(tǒng)設(shè)計(jì)[J].林業(yè)機(jī)械與木工設(shè)備,2006,34(4):31-32.
[9]許林云,劉 軍,周克寧,等.自制測(cè)力儀用于木材三向切削力的測(cè)定 [J].森林工程,2009,25(7):49-52.
[10]許林云,劉 軍,李趙春.八角環(huán)式三向測(cè)力傳感器的研究[J].南京林業(yè)大學(xué)學(xué)報(bào) (自然科學(xué)版),2008,32(7):121-124.
[11]潘一凡.鋸鏈傳動(dòng)片疲勞試驗(yàn)失效分析 [J].森林工程,2009,25(2):45-49.
