
不銹鋼偏心盤加工改進的研究與實踐
2010-06-22 07:00:54曾茂燕
裝備制造技術 2010年8期
關鍵詞:不銹鋼
曾茂燕
(柳州職業技術學院機電工程系,廣西柳州545006)
不銹鋼偏心盤是鉆石打磨機上的控制元件,精度要求高,材料為1Cr18Ni9Ti,其強度、硬度都很低,塑性高,具有良好的耐酸性和耐腐蝕性。由于這些特性的存在,使不銹鋼偏心盤切削加工過程中產生大量的切削熱,切削溫度較高,刀具磨損加快,刀具使用壽命縮短,有時還會出現已加工表面質量惡化,排屑難以控制,這些問題最終導致加工效率和加工質量都大大降低,成本提高。因此,必須要根據零件特性和材料性質改進加工方法,解決前述問題,以確保加工質量,提高加工效率,降低成本。圖1為不銹鋼偏心盤的零件圖。
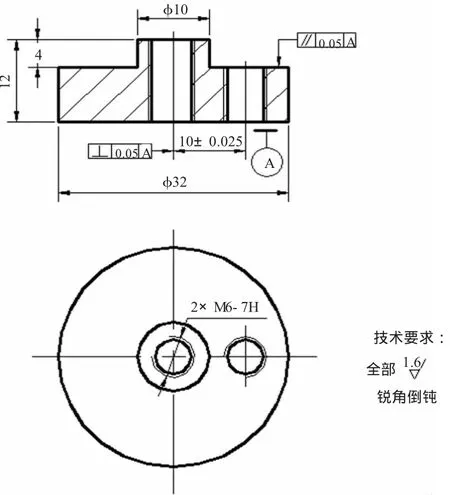
圖1 不銹鋼偏心盤零件圖
1 傳統工藝與問題分析
1.1 傳統工藝路線
傳統的加工工藝路線為:下料—車削—鉆中心孔、攻中心螺紋—切斷—鉆偏心孔、攻偏心螺紋,其中:
(1)車削。先車平端面,然后車削外圓Ф10 mm和Ф32 mm至合格。
(2)鉆中心孔、攻中心螺紋。鉆好中心螺紋底孔后,直接攻中心螺紋,得到中心處M6的螺紋。攻螺紋時螺紋軸線應與外圓Ф32 mm同軸,注意不能攻偏或攻斜了,否則無法保證垂直度要求。
(3)切斷。采用斜刃切斷刀切斷,避免了切斷后調頭車平端面的麻煩,并能很好保證平行度及垂直度的要求。
(4)鉆偏心孔、攻偏心螺紋。將切斷后的零件以A面為安裝基準面,安裝在立式銑床上,找正兩螺紋孔中心距離符合尺寸要求后,鉆偏心螺紋底孔及攻偏心螺紋,得到M6的螺紋并滿足7H的精度要求。
1.2 問題分析
經過長期觀察、總結,按照傳統的加工工藝方法在加工零件過程中易出現這些突出問題:
一是車削加工過程中容易產生粘刀現象,刀具磨損較快,易產生加工硬化現象等;
二是螺紋的加工均是鉆孔后直接采用機動攻絲的方法,用時短,速度快。但攻絲過程中,切屑不易排出,容易造成擠刀現象,且機動攻螺紋時所施加的力不易控制,極易造成絲錐折斷,零件廢品率增加。
通過分析可知,產生這些問題的因素是多方面的,最主要最關鍵的有:
(1)零件材質的影響,由于零件的材料為不銹鋼,該材料的塑性及韌性都比較大,屬難加工材料,但此因素無法消除。
(2)刀具材料的影響。正確選擇刀具材料,能有效提高刀具的耐用度和生產效率。
(3)刀具幾何參數及切削用量的影響。刀具幾何參數及切削用量選用得當,能有效提高加工的生產率及刀具的耐用度,增大切削力,提高被加工表面的精度,避免加工硬化等。
(4)切削液的影響。合理使用切削液,有助于快速降低切削溫度,有效減少磨擦,有效減少刀具磨損等。
因此,可以預見在不改變傳統加工工藝路線的基礎上,針對前述各種原因對癥下藥、采取有效措施,將會取得立竿見影、事半功倍的效果。
2 加工改進的具體實施
2.1 車削環節的改進
(1)正確選擇刀具牌號。加工不銹鋼宜選擇硬度高,抗粘附性好和韌性好的刀具材料。如YG類、YW類硬質合金,避免選擇YT類硬質合金,因為不銹鋼中的鈦(Ti)和YT類硬質合金中的Ti產生親合作用,切屑容易把合金中的Ti帶走,促使刀具磨損加劇。實踐證明,選用YG532、YG813及YW2三種牌號的刀加工本零件可實現良好的加工效果。
(2)合理選擇刀具幾何參數。為了使車削不銹鋼材料的車刀刀刃既鋒利,又具有較高的強度,根據實踐經驗,采用大前角 r0=15°~30°和大倒棱寬度 br1=(0.3~0.8)f,采用倒棱角為r01=15°~-10°來加強刀刃,以及采用較寬的圓弧形斷屑槽,從而有效保證有足夠的卷屑空間,使得切屑排出順暢。
(3)切削用量的選擇。在選用切削用量時,應該注意到切削速度選擇是否恰當,會極大影響刀具壽命。因此,在選擇粗車切削用量時,優先考慮采用大的背吃刀量,其次考慮大的進給量,最后根據刀具壽命,選擇合理的切削速度。而精車時,在保證加工精度和表面粗糙度的前提下,兼顧刀具壽命和生產效率。考慮到不銹鋼的特性,加工時切削用量要比車削一般碳鋼類工件稍低些,以抑制積屑瘤的產生,提高表面質量,減緩刀具磨損。因此選擇的切削用量如下:
粗車——vc=50~70 m/min;f=0.3~0.6 mm/r;ap=2~6 mm
精車——vc=120~150 m/min;f=0.08~0.2 mm/r;
ap=0.2~0.8 mm;
(4)切削液的選擇。正確選用冷卻潤滑液,能有效地降低切削溫度,減少磨擦,減少刀具磨損,從而延長刀具耐用度,提高表面質量及生產率。加工不銹鋼零件時,應選用抗粘性能好和散熱性好的冷卻潤滑液。經實踐表明,采用極壓切削液,并在車削時連續充分地澆注于加工表面,可顯著改善不銹鋼材料的車削條件,得到比采用傳統加工普通切削液好很多的效果。
2.2 鉆孔和攻螺紋的改進
(1)鉆頭選擇。根據不銹鋼的特性,選擇超硬高速鋼麻花鉆。鉆孔時扭矩和軸向力大,容易產生切屑粘結,不斷屑,排屑困難,工件產生加工硬化等現象,且鉆頭頂角處容易磨損,鉆頭不耐用。因此鉆頭需經過修磨,在副后刀面處修磨棱邊,修磨后的寬度為0.3~0.5 mm,以減少后刀面與工件的磨擦。本工件的螺紋為M6,鉆孔后要攻螺紋,普通材料一般選擇的鉆頭為Ф5.1~5.3 mm,考慮到不銹鋼的塑性大,要適當加大底孔的直徑,經多次實踐證明,選擇Ф5.5 mm的鉆頭鉆底孔,后一道工序攻螺紋的阻力明顯減小,絲錐的耐用度提高1~1.5倍。
(2)鉆孔時切削液的選擇。鉆孔時在切削液的選擇上很重要,在實踐中分別試用過硫化油、白鉛油+機油、煤油稀釋氯化石蠟,這幾種切削液的使用,導致鉆頭的耐用度都不理想,一般修磨一次鉆頭只能鉆3~8個孔。經多次實踐,二硅化鉬粉的使用,解決了鉆頭不耐用的問題。這種物質的粒度在160~2 000目之間,最小粒徑可達1 μm,而且硬度非常高,它的用途主要用于電熱涂層。此時,正是利用了粒度小、硬度高這兩大特性,將這種物質配制成冷卻油,涂在加工表面及鉆頭上,這就相當于鍍上了一層滾珠,使切削由滑動變為滾動,在刀具與工件間形成了隔離,加工熱量隨之降低,排屑也通暢了。
(3)絲錐選用及攻螺紋方法。選擇含鈷或含鋁超硬高速鋼絲錐,選擇鍍鈦的絲錐其耐用度也有很大的提高,盡可能不用合金材料的絲錐,形狀上優先選擇螺旋槽絲錐而不用直槽的絲錐。由于傳統攻螺紋的方法易造成絲錐折斷,因此我們在攻螺紋時,采用先機動攻3~4牙后改用手動攻螺紋的方法將螺紋加工至合格,機攻的目的是找正中心,手動攻螺紋是為了控制進給力。采用這種方法大大提高了產品的合格率。在攻螺紋過程中,如果絲錐折斷在工件中,可將工件放入硝酸溶液中進行腐蝕,很快絲錐被腐蝕,避免了工件的報廢。
3 結束語
實踐證明,采用以上改進措施后,粘刀難斷屑現象得到明顯改善,刀具耐用度顯著提高,成本大大降低,零件精度更容易保證,品質穩定。改進前產品合格率只在80%左右,改進后產品合格率達到95%以上,產品品質得到了充分保證。
[1]周澤華.金屬切削原理[M].上海:上海科學技術出版社,1993.
[2]孫東升.不銹鋼材料的車削加工[J].科技情報開發與經濟,2002,(5):180-181.
[3]郭志賢.難加工材料上的攻絲方法[J].機電工程,1994,(4):36-38.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
