數控機床返回參考點故障診斷與維修
2010-07-09 11:30:00侯曉方
制造業自動化 2010年7期
關鍵詞:故障
侯曉方
(陜西國防工業職業技術學院,西安 710300)
0 引言
數控機床返回參考點是建立機床坐標系的前提,配置相對編碼器的數控機床開機后的第一動作一般都是進行返回參考點操作。若回參考點出現故障將無法進行程序加工,回參考點的位置不準確將影響到零件的加工精度,甚至出現撞車等惡性事故。所以分析和排除回參考點故障就顯得尤為重要。
1 數控機床返回參考點原理
1.1 機床為什么要返回參考點
數控機床位置檢測裝置如果采用絕對編碼器時,由于系統斷電后位置檢測裝置靠電池來維持坐標值實際位置的記憶,所以機床開機時,不需要進行返回參考點操作。而目前,大多數數控機床采用相對編碼器作為位置檢測裝置,系統斷電后,工件坐標系的坐標值就失去記憶,機械坐標值盡管靠電池維持坐標值的記憶,但只是記憶機床斷電前的坐標值而不是機床的實際位置,所以機床首次啟動系統后,要進行返回參考點操作,使系統的位置計數與脈沖編碼器的零位脈沖同步,從而通過參考點來確定機床的原點位置,以建立機床坐標系。另一方面可以消除絲杠間隙的累計誤差及絲杠螺距誤差補償對加工的影響。
1.2 機床返回參考點的幾種方式
1.2.1 回參考點的零脈沖方式
回參考點時,軸先以快移速度V1向參考點方向移動,碰到減速開關后減速,以較低速度V2繼續前移,超越擋塊后檢測第一個零脈沖。當軸接收到第一個零脈沖時,軸即制動到速度為零,然后再以V2速度前移參考點偏移量而停止于參考點,如圖1所示。
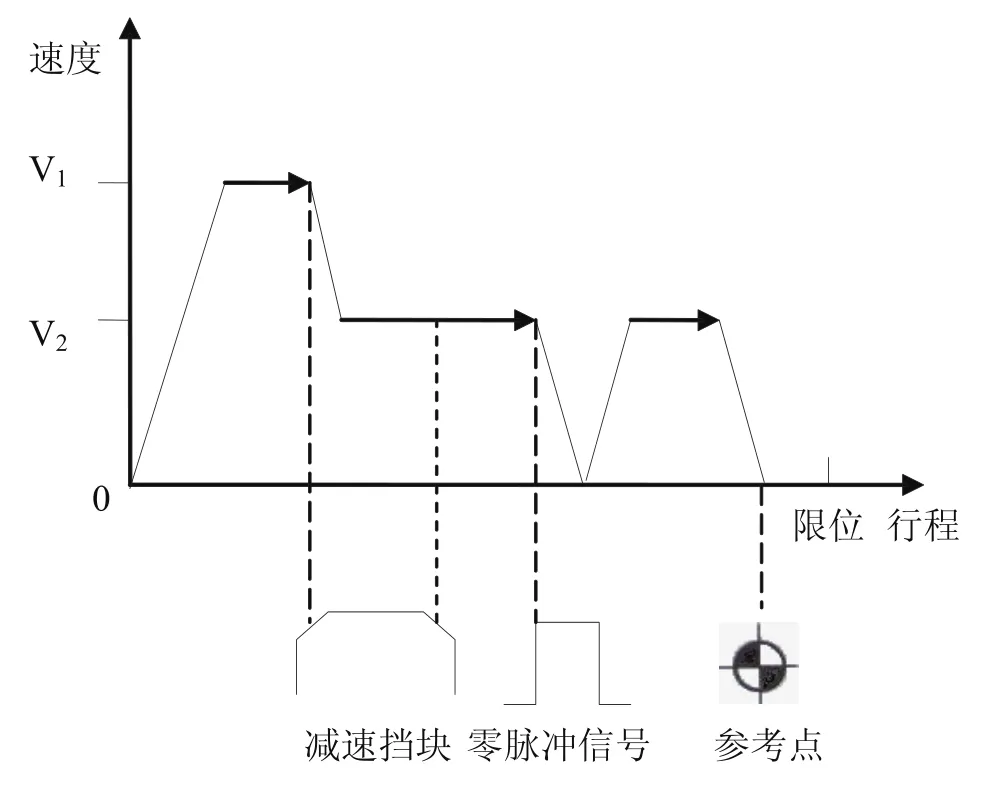
圖1 回參考點的零脈沖方式
1.2.2 回參考點的“+-”方式
回參考點時,軸先以快移速度V1向參考點方向移動,碰到減速開關后速度制動到零,然后反向以速度V2慢速移動,當反向釋放擋塊后檢測第一個零脈沖,當軸接收到第一個零脈沖時,軸即制動到速度為零,再前移參考點偏移量而停止于參考點,如圖2所示。
1.2.3 回參考點的“+-+”方式
回參考點時,軸先以快移速度V1向參考點方向移動,碰到減速開關后制動到速度為零,再反向微動直至釋放減速開關,然后又沿原方向微動撞上減速開關,并且以速度V2慢速前移并超越減速擋塊后檢測第一個零脈沖,當軸接收到第一個零脈沖時,軸即制動到速度為零,再前移參考點偏移量而停止于參考點,如圖3所示。
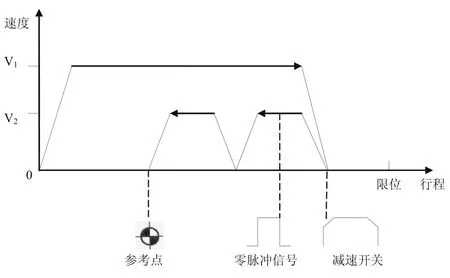
圖2 回參考點的“+—”方式
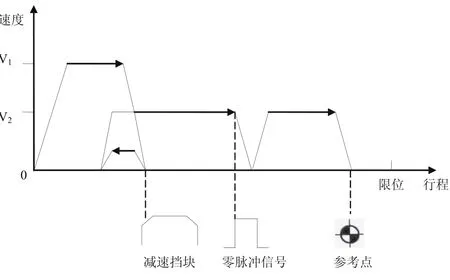
圖3 回參考點的“+-+”方式
2 回參考點常見故障診斷與維修
2.1 機床回不了參考點
1)減速信號故障 減速開關損壞、短路、減速開關電源斷線等都會造成不能產生減速信號,故障現象為返回參考點時以快速移動速度向參考點方向移動直至超程。此時要檢查減速開關是否是否損壞,減速信號線向PLC傳遞過程中是否斷線,以及減速開關上電源是否正常。
2)減速擋塊位置不正確 如果減速擋塊距離限位開關距離過短,會造成減速后來不及檢測零位脈沖就超程的故障,故障現象為有減速過程,但直到超程仍不能找到參考點。此時要調整減速擋塊使其處在合適的位置。
3)零位脈沖不良引起故障 零位脈沖不良導致回零時找不到零位脈沖,原因可能是編碼器及接線故障或系統軸控制板故障。故障現象為以快速移動速度向參考點方向移動,碰到減速開關后減速,以低速移動直至超程報警。此時,在排除減速擋塊位置無誤的前提下,檢查接線、板卡、編碼器清洗或更換。
4)系統參數設置錯誤 例如Fanuc系統坐標軸的位置跟隨誤差的設置必須保證在128μm以上,這樣坐標軸在參考點減速擋塊壓上到脫離的區間里,至少能檢測到一個脈沖編碼器的零位脈沖輸入,即在參考點減速行程內,必須保證伺服電機或編碼器轉動1轉以上。
5)線路板故障 數控系統檢測放大的線路板出錯。
6)機械誤差 包括導軌平行度、導軌與壓板面平行度、導軌與絲杠的平行度超差等,此時要重新調整機床。
2.2 多次返回參考點重復位置精度很差
1)零脈沖信號受到干擾 檢查編碼器反饋電纜屏蔽線連接是否正確,數控機床接地是否良好,脈沖編碼器的電纜是否布置合理等。
2)編碼器的供電電壓太低 檢查脈沖編碼器的電源電壓是否在規定值范圍內,如果過低進一步檢查電源。
3)伺服電機與絲杠的聯軸器松動 觀察伺服電機與絲杠間的聯軸器是否松動,如果電機與絲杠之間還有齒輪傳動、帶傳動等結構,則檢查齒輪與軸之間是否松動并緊固之。
4)電動機扭矩過低或由于伺服調節不良,引起跟蹤誤差過大。
5)零脈沖不良 可以借助示波器觀察編碼器的輸出脈沖是否正常,如不正常則對編碼器進行清洗或更換。
6)傳動鏈間隙增大 包括滾珠絲杠螺母副間隙、傳動齒輪間隙、絲杠支撐間隙等。數控機床上的這些機械結構都有消隙措施,比如絲杠螺母副的雙螺母墊片式、雙螺母螺紋式、雙螺母齒差式消隙等。調整這些機構,使之間隙消除。
2.3 回參考點發生整螺距偏移
1)參考點單螺距偏移 減速開關和減速擋塊安裝位置不合理,使得減速信號與零位脈沖信號距離過近,這時會發生單個螺距偏移。這時要調整減速開關或減速擋塊的位置,使機床軸開始減速的位置大概處在一個柵距或一個螺距的中間位置。
2)參考點發生多個螺距偏差 出現這種故障現象的原因有:減速信號不良;減速擋塊松動引起尋找零位脈沖的初始點發生漂移;零位脈沖不良。診斷時檢查減速信號是否有效,接觸是否良好;檢查減速擋塊并緊固;清洗或更換碼盤。
3 維修實例
1)一臺加工中心在返回參考點時,Z軸返回不成功,超程報警。
診斷與排障過程:首先觀察各軸返回參考點的狀態,在返回參考點方式下,發現X、Y軸都能夠正常返回,再選擇Z軸回零,觀察到Z軸在回零的時候,壓到減速開關后并不減速,直至壓到硬限位開關超程報警。直接將限位開關壓下,觀察機床PLC信號狀態,發現Z軸的減速信號沒有變化,可以初步判斷可能是機床的減速開關故障或者是減速信號線斷線。用萬用表逐步測量,最終發現減速開關信號線斷線,用備用線換之,故障排除。
2)某配備FANUC 0系統的數控車床,Z軸回參考點動作正常,但參考點位置隨機變化,每次停留的空間位置都不同。
診斷與排障過程:由于機床回參考點動作無誤,說明機床回參考點功能正常。進一步檢查發現,參考點位置雖然每次都變化,但都在減速開關釋放后的位置附近,因此初步判斷故障的原因可能由于脈沖編碼器的零脈沖不良或絲杠與電機的連接不良。為縮小故障范圍,采用故障隔離的方法,脫開電機與絲杠間的聯軸器,通過手動壓參考點減速開關,進行回參考點試驗多次后發現,每次回參考點完成后,電機總是停在某一固定的角度,由此可以證明碼盤的零脈沖正常,問題應該在電機與絲杠的連接上。仔細檢查后發現,絲杠與聯軸器間的彈性脹套配合間隙過大,產生連接松動,修整脹套,重新安裝后故障排除。
3)某配備FANUC 0M系統的數控銑床,在批量加工零件時,某天加工的零件產生批量報廢。
診斷與排障過程:經過對工件測量,發現零件的全部尺寸相對位置正確,但Y軸的全部坐標都相差8mm,而Y軸絲杠的螺距正是8mm。初步判斷是Y軸返回參考點出現整螺距偏移引起的故障。大部分系統參考點設定于減速擋塊釋放后的第一個零脈沖的位置,減速擋塊釋放時,編碼器恰巧在零脈沖附近,由于減速開關動作的隨機性誤差,可能使第一個零脈沖錯失,接收的零脈沖信號就是第二個了,此時參考點位置就發生一個絲杠螺距的誤差。重新調整了參考點減速擋塊位置,使減速擋塊釋放點與零脈沖位置相差半個螺距左右,機床恢復正常,全部零件加工符合精度要求。
4 結束語
綜上所述,數控機床回參考點故障歸納起來不外乎三種情況:一是機床回參考點失敗;二是機床回參考點出現停止位置的隨機漂移;三是機床回參考點的位置發生整螺距的偏移。第一種情況會有報警發生,危害性不大,而第二、三種情況因為沒有報警容易造成零件的成批報廢,應引起足夠警惕。維修人員應熟知回參考點的控制原理以及常用檢測工具的使用,根據故障現象的分析,羅列成因,確定合理的診斷與檢測步驟,以便迅速排除故障。
[1] 龔仲華.數控機床故障診斷與維修500例[M].北京:機械工業出版社,2004.
[2] 徐衡.數控機床維修[M]沈陽:遼寧科學技術工業出版社,2005.
[3] 朱仕學.數控機床系統故障診斷與維修[M].北京:清華大學出版社,2007.
[4] 周蘭,陳少艾.數控機床故障診斷與維修[M].北京:人民郵電出版社,2007.
[5] BEIJING—FANUC Oi—A MAINTENANCEMANUAL[Z].
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
