鎖圈軸向定位工藝的改進
2010-07-25 11:37:52師燚
軸承 2010年7期
師 燚
(甘肅海林中科科技股份有限公司,甘肅 天水 741018)
1 問題的提出
我公司為國內某齒輪公司生產的一種滿裝圓柱滾子軸承,結構如圖1所示。用戶在現場裝配時發現,此種滿裝圓柱滾子軸承多次出現鎖圈脫落的現象,最多時每月達40起以上,即影響了客戶的使用,又嚴重影響了我公司的產品質量信譽。為此公司抽調專人查找該批軸承存在的質量問題。
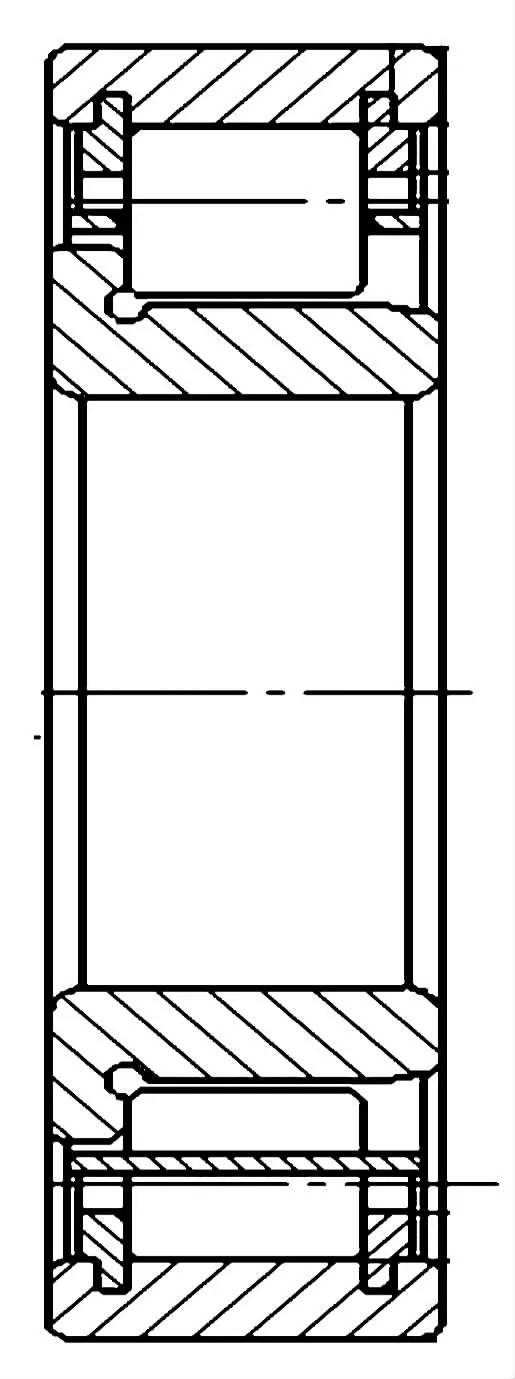
圖1 滿裝圓柱滾子軸承
2 原因分析
通過對返廠的故障軸承進行認真地檢測發現:外圈的鎖口及鎖圈的尺寸及形位公差均符合產品圖紙的要求;鎖口及鎖圈的尖角過渡處也沒有發現影響鎖圈脫落的毛刺及清根不良的現象。但在對問題軸承的鎖圈進行外觀質量檢查時卻發現:96%以上的鎖圈只在大外徑與外滾道處有接觸的痕跡,而在小外徑處則沒有發現接觸痕跡,這說明,鎖圈小外徑處未與外滾道接觸,即鎖圈未落在合理的位置上是產生鎖圈脫落的主要誘因。
經分析認為產生該問題的主要原因是:我公司裝配工均是采用手工操作壓鎖圈,壓裝后再目測檢查壓入質量,因每個裝配工的力量及裝配手法均存在較大差異,導致有極少數的鎖圈未壓入到正確的位置,致使在裝配時因無法承受一定的軸向力而出現鎖圈脫落的現象。
3 改進措施及效果
針對上述存在的問題,經探索確定在裝配工將鎖圈用手工壓裝后再增加一道模具校正工序:即設計一種如圖2所示結構的模具,使上、下模具的小端面直接作用在軸承鎖圈小端面上,在壓力機上通過壓頭的上下運動,在上、下模具的端面產生方向相反的作用力及反作用力,使兩鎖圈沿不同的方向向滾子軸向中心移動,保證鎖圈能夠全部落入到外圈的鎖口內。
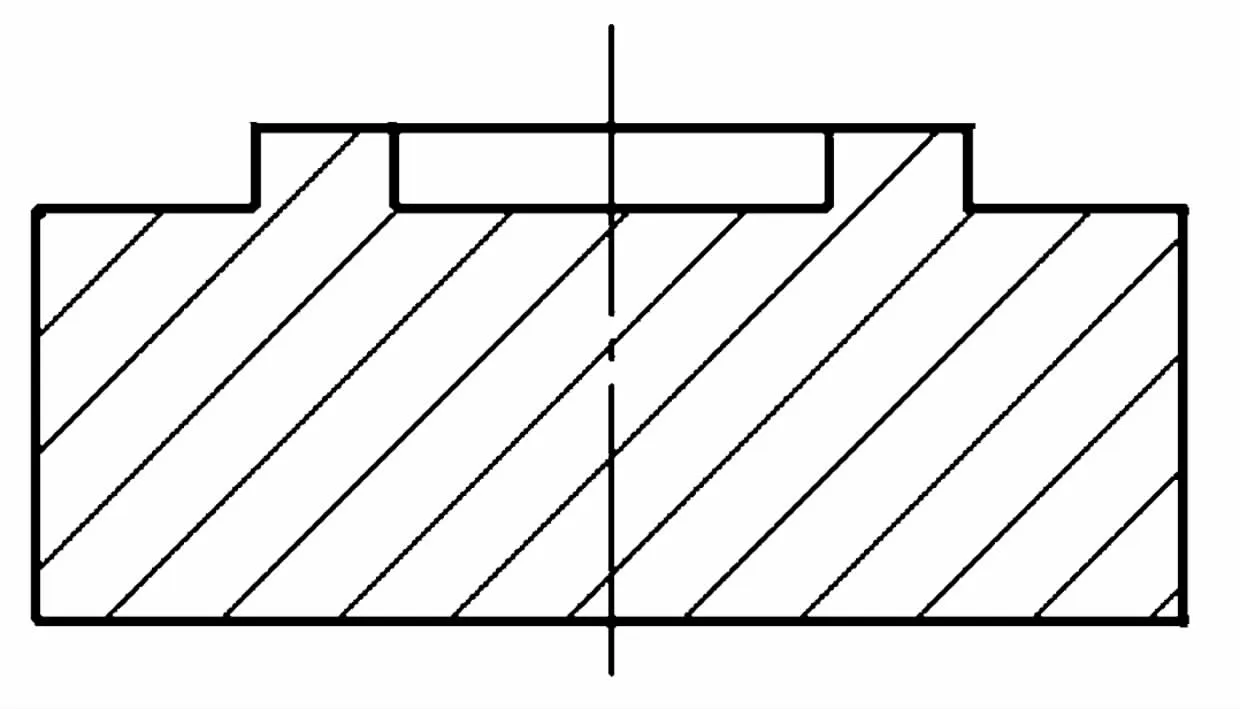
圖2 模具結構
經對改進后的產品進行檢查,發現所有的鎖圈均完全被壓入到外圈鎖口內,保證了鎖圈在產品圖紙要求的正確位置上。近兩年來,改進后的軸承經用戶實用表明,未再出現鎖圈脫落的質量問題,產品改進取得了理想的效果。
