電動(dòng)機(jī)軸承自動(dòng)清洗裝配線的研制
2010-07-26 09:15:32季廣科溫春盛李興林王連吉
軸承 2010年6期
季廣科,溫春盛,李興林,王連吉
(1.大連理工大學(xué) 機(jī)械工程學(xué)院,遼寧 大連 116024;2.瓦房店軸承集團(tuán)有限責(zé)任公司,遼寧 瓦房店 116300;3.杭州軸承試驗(yàn)研究中心有限公司,杭州 310022)
軸承是電動(dòng)機(jī)的核心部件,軸承的精度、性能及壽命直接影響電動(dòng)機(jī)的動(dòng)態(tài)性能和可靠性[1]。隨著我國工業(yè)的快速發(fā)展,電動(dòng)機(jī)軸承的需求量不斷增大,同時(shí)對(duì)電動(dòng)機(jī)軸承的質(zhì)量要求也在提高。目前的電動(dòng)機(jī)軸承在清洗、干燥、測振以及打標(biāo)工序上還存在一些問題:首先,電動(dòng)機(jī)軸承較為普遍的清洗方式是利用煤油對(duì)軸承進(jìn)行通過式噴淋清洗,存在清洗效果差、干燥不徹底等缺點(diǎn);其次,目前采用的電解打標(biāo)方法,存在字痕淺,換模麻煩,打標(biāo)后需要再清洗等缺點(diǎn);另外,軸承的測振多為手工操作,工人在測量較大的軸承時(shí),勞動(dòng)強(qiáng)度大,生產(chǎn)效率低,而且長時(shí)間的高強(qiáng)度工作容易出事故。針對(duì)以上問題,重新設(shè)計(jì)了裝配線。
1 裝配線的工藝流程與總體方案
1.1 工藝流程設(shè)計(jì)
裝配線的工藝流程為:退磁→清洗→烘干→測振+分揀→激光打標(biāo)→噴霧涂油→包裝。軸承在清洗前首先經(jīng)過一步退磁工序,去除依靠磁力吸附在軸承上的鐵屑等。在清洗工序,清洗劑選用組分較純的碳?xì)湟海坏芴岣咔逑促|(zhì)量,還可以對(duì)軸承進(jìn)行熱風(fēng)烘干來加快軸承的干燥。另外,軸承經(jīng)烘干后溫度較高,其振動(dòng)值與常溫下存在差值,在測振的虛擬程序中要加上一個(gè)溫度補(bǔ)償值進(jìn)行修正。測振完成后,由分揀裝置對(duì)軸承進(jìn)行分級(jí),到激光打標(biāo)工序進(jìn)行打標(biāo),隨后涂油包裝。激光打標(biāo)工序放在涂油工序之前,可避免涂油后在軸承表面形成的油膜對(duì)激光打標(biāo)造成的困難。
1.2 整體方案設(shè)計(jì)
按照以上的工藝流程安排,裝配線的整體方案設(shè)計(jì)如圖1所示。整條裝配線的詳細(xì)動(dòng)作過程如下:軸承裝配完畢后,進(jìn)入本裝配線的退磁工序進(jìn)行退磁,退磁完畢后經(jīng)過一級(jí)翻轉(zhuǎn),軸承由平變立并滾入清洗機(jī)內(nèi);進(jìn)入清洗機(jī)后,軸承經(jīng)提升裝置,被放入到超聲清洗槽內(nèi)進(jìn)行超聲波清洗;超聲清洗完畢后軸承再由提升裝置提出超聲槽,進(jìn)入左旋、右旋噴淋工序;清洗完畢后軸承經(jīng)過一次翻轉(zhuǎn),進(jìn)入由高壓風(fēng)機(jī)和特制風(fēng)刀組成的冷風(fēng)吹液工序;吹液結(jié)束后軸承由傳送帶送到烘干工序進(jìn)行烘干,烘干后軸承再經(jīng)過一次翻轉(zhuǎn),注入一定的防銹油;之后,軸承進(jìn)入三點(diǎn)雙面測振工序,測振完畢后自動(dòng)分揀裝置將軸承按照優(yōu)、良、不合格3個(gè)等級(jí)進(jìn)行分類放置。優(yōu)品軸承分揀后就直接進(jìn)入激光打標(biāo)機(jī)完成打標(biāo)工序,然后進(jìn)行霧化涂油與產(chǎn)品包裝。良品集中放到良品區(qū),然后由工人搬運(yùn)到良品加工區(qū)進(jìn)行打標(biāo)涂油。不合格產(chǎn)品由工人統(tǒng)一放置處理。
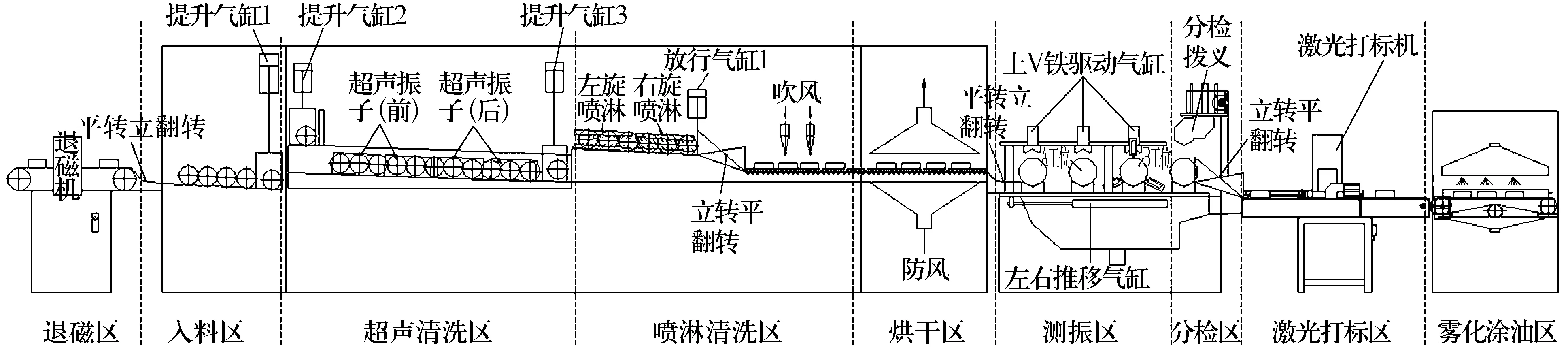
圖1 裝配線設(shè)計(jì)方案示意圖
1.3 裝配線的整體配置
裝配線的整體配置如圖2所示。根據(jù)不同的要求,可以同時(shí)布置一條到多條裝配線,本文布置了4條該類型的裝配線。這4條裝配線共用一臺(tái)蒸餾機(jī)實(shí)現(xiàn)對(duì)清洗液的蒸餾過濾。4條線中的清洗液整體循環(huán)過程為:首先,由泵將臟液從清洗機(jī)的液槽集中抽到廢液箱內(nèi),等廢液箱內(nèi)的清洗液被蒸餾機(jī)進(jìn)行蒸餾過濾后,再打入新液箱,然后由泵分別送入各清洗機(jī)的液槽內(nèi)。裝配線中的蒸餾機(jī)的最大蒸餾量根據(jù)4臺(tái)清洗機(jī)內(nèi)液槽的容量以及對(duì)清洗液的清潔度要求計(jì)算確定為400 L/h。
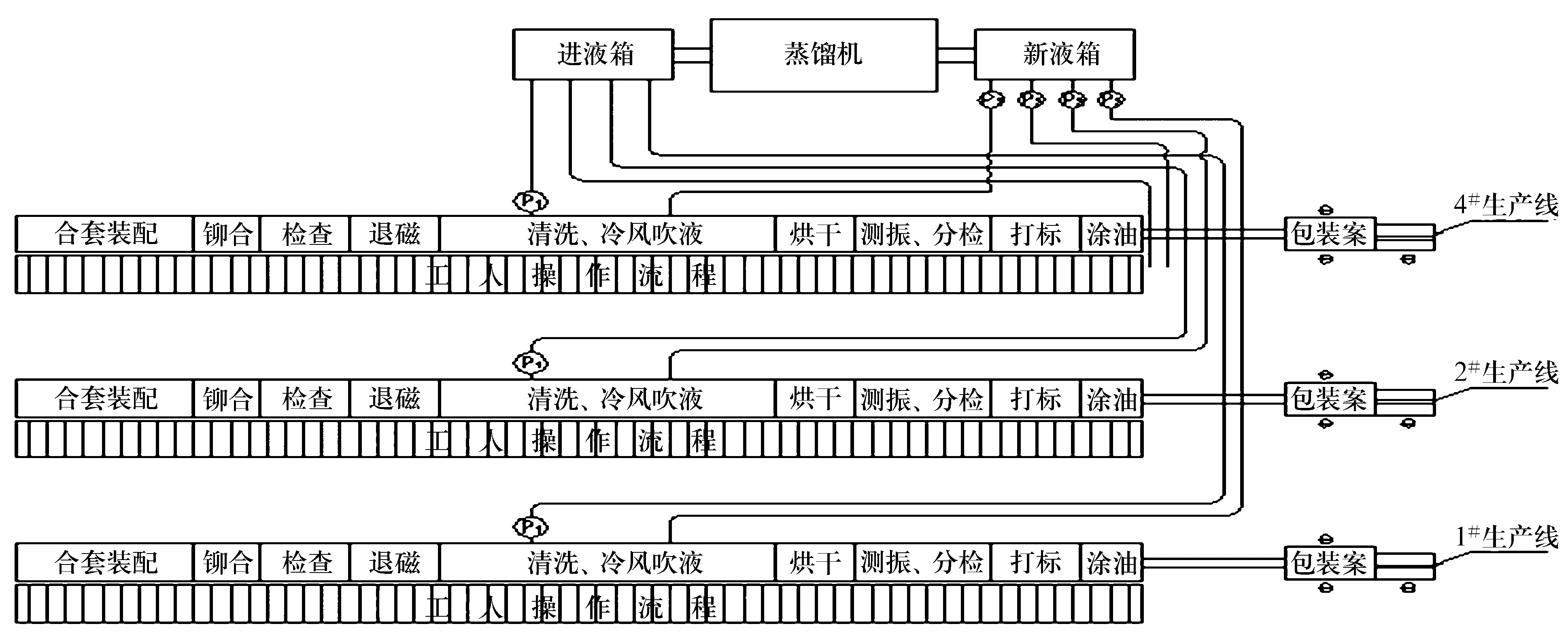
圖2 裝配線總體規(guī)劃示意圖
2 清洗部分的設(shè)計(jì)
2.1 超聲波清洗部分
經(jīng)過退磁工序以后,軸承經(jīng)過一級(jí)翻轉(zhuǎn),進(jìn)入超聲清洗工位。軸承在該工位的清洗原理如圖3所示。清洗過程為:當(dāng)軸承滾入到超聲波陣子1的能量輻射面內(nèi),軸承上的臟污在超聲波空化清洗作用下從軸承的表面逐漸脫離或者被空化泡擊碎。在超聲波陣子1處,能量由外向內(nèi)傳播,之后軸承又滾入超聲波陣子2處,超聲波又從內(nèi)向外開始傳播,再進(jìn)行一次與前面方向相反的振動(dòng)清洗。這種交叉的超聲波清洗能更有效地將附著在軸承兩端以及溝槽內(nèi)的污漬清洗掉。
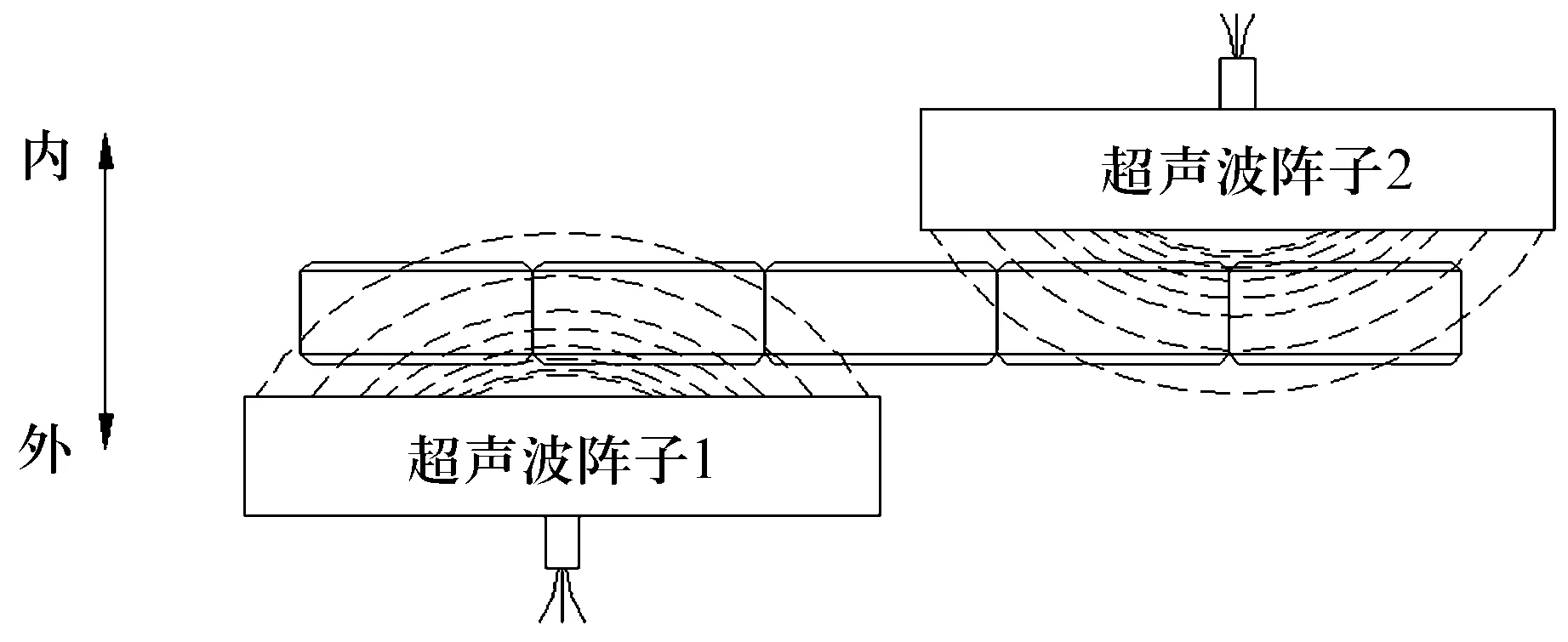
圖3 超聲波清洗示意圖
超聲清洗原理主要是空化作用,如果清洗液里面含有殘存氣體時(shí),除會(huì)增加超聲傳播損失外,空化泡運(yùn)動(dòng)過程中擴(kuò)散到泡中的氣體增加時(shí),在空化泡崩潰時(shí)會(huì)降低沖擊波的強(qiáng)度,從而削弱清洗作用。而在真空狀態(tài)下,清洗液中的氣體會(huì)逸出,從而強(qiáng)化清洗作用[2]。由于碳?xì)湟褐泻幸欢康目諝猓瑫?huì)影響超聲波的清洗質(zhì)量,因此需對(duì)清洗液進(jìn)行真空脫氣處理,以提高軸承清洗質(zhì)量。
2.2 旋轉(zhuǎn)噴淋部分
軸承經(jīng)過超聲波清洗以后,進(jìn)入旋轉(zhuǎn)噴淋工序完成精洗,其清洗原理見圖4。清洗原理為:上面內(nèi)、外兩側(cè)的噴嘴噴出由右向左的液柱,射向軸承高點(diǎn)的鋼球與保持架,鋼球和保持架便受到一個(gè)力F1的作用;下面內(nèi)、外兩側(cè)的噴嘴噴出由左向右的液柱,射向軸承低點(diǎn)的鋼球與保持架,于是鋼球與保持架又受到一個(gè)力F2的作用,于是上、下兩組力對(duì)軸承的保持架形成了一個(gè)逆時(shí)針旋轉(zhuǎn)的力矩。在該力矩的作用下,軸承的內(nèi)圈會(huì)隨著鋼球與保持架一起緩慢轉(zhuǎn)動(dòng)。超聲清洗后未能從軸承溝槽內(nèi)去除的隨著鋼球的滾動(dòng),附著在溝道內(nèi)或者壓在鋼球與溝道之間的污漬便會(huì)暴露在外面,在兩股液流形成的旋流作用下,不斷地被沖刷出來。大部分的臟污會(huì)被液流帶走;少部分的臟污會(huì)從高點(diǎn)的溝道內(nèi)落入低點(diǎn)的溝道內(nèi),但隨著軸承緩慢的不斷向前滾動(dòng),低點(diǎn)會(huì)逐漸變?yōu)楦唿c(diǎn),落入該點(diǎn)的污垢會(huì)再次被液流沖刷出來。以此循環(huán),在左噴淋工位軸承內(nèi)的污垢將逐漸減少。
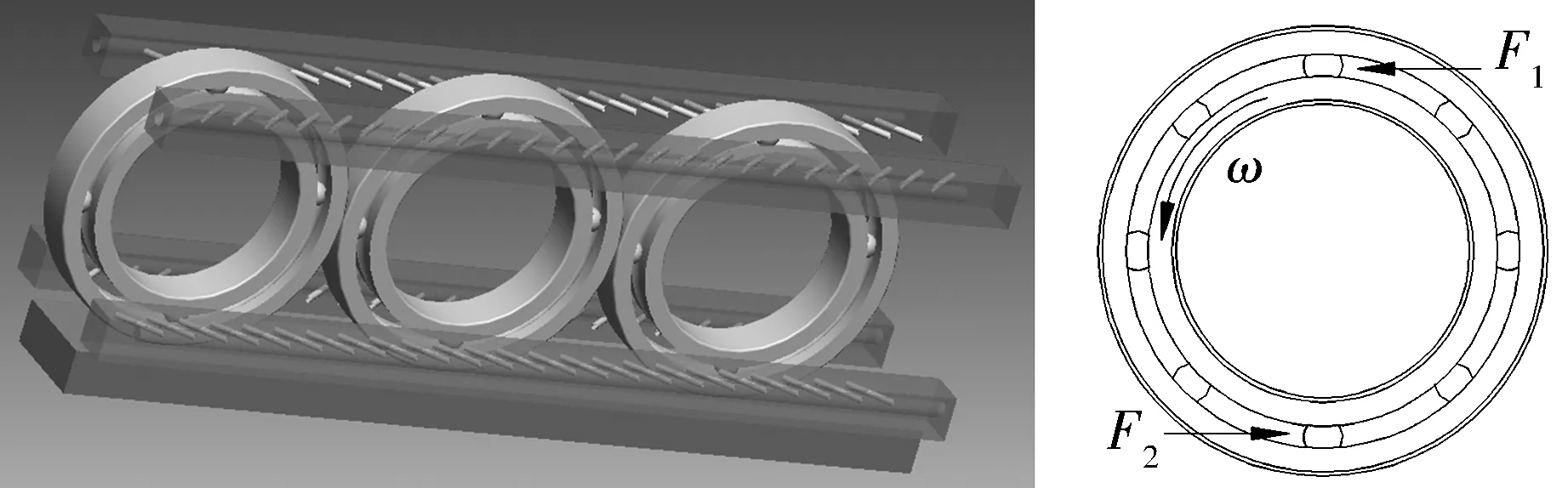
圖4 左旋噴淋示意圖
經(jīng)過左旋噴淋清洗后,軸承就會(huì)進(jìn)入到右旋噴淋工位,在該工位液柱所形成的力矩與左旋噴淋工位方向相反。此時(shí)軸承的內(nèi)圈會(huì)產(chǎn)生順時(shí)針的轉(zhuǎn)動(dòng),完成反方向旋轉(zhuǎn)噴淋清洗。經(jīng)過這兩次的左、右旋噴淋后,軸承內(nèi)的污垢將被徹底地清除。
3 測振分揀部分的設(shè)計(jì)
在清洗烘干工序完成后,軸承進(jìn)入到測振分揀工序。根據(jù)實(shí)際經(jīng)驗(yàn),軸承經(jīng)過碳?xì)淝逑匆呵逑春螅绻煌可弦欢ǖ姆冷P油,其振動(dòng)值的測量結(jié)果會(huì)偏大,所以在軸承進(jìn)行測振前,要先注入一定量的防銹油。測振分揀裝置的原理如圖5所示。本軸承測振裝置采用三點(diǎn)雙面自動(dòng)測量。以前軸承的測振裝置雖然也是采用三點(diǎn)測量法,但只有一個(gè)傳感器測頭,所以每次測量完一個(gè)點(diǎn)后要手動(dòng)旋轉(zhuǎn)軸承120°再測量其他兩個(gè)點(diǎn)的振動(dòng)值,測量效率較低。另外,軸承的上、下料都由手工完成,工人勞動(dòng)強(qiáng)度大。

1—伺服電動(dòng)機(jī)驅(qū)動(dòng)裝置;2—左、右推移氣缸;3—B工位;4—A工位;5—上V鐵驅(qū)動(dòng)氣缸;6—分檢撥叉圖5 測振分揀裝置原理示意圖
注油之后,測振工序的測量過程為:軸向推力器將軸承推到旋轉(zhuǎn)心軸上后,壓緊軸承外圈,心軸高速旋轉(zhuǎn),此時(shí)測頭開始測量。由置壓在軸承外圈上的傳感器拾取振動(dòng)信號(hào),被檢測到的加速度信號(hào)經(jīng)過數(shù)據(jù)采集卡采集處理后傳送到電腦中,電腦通過labVIEW程序?qū)π盘?hào)進(jìn)行處理與分析。
步進(jìn)電動(dòng)機(jī)驅(qū)動(dòng)分揀撥叉進(jìn)行自動(dòng)分揀,其控制過程是:測量的振動(dòng)值經(jīng)過程序分析后與軸承振動(dòng)值的國家標(biāo)準(zhǔn)進(jìn)行比較,判斷其等級(jí),電腦向PLC發(fā)出指令,然后由計(jì)算機(jī)發(fā)出相應(yīng)的數(shù)字控制信號(hào)給PLC,最后由PLC控制執(zhí)行機(jī)構(gòu)實(shí)現(xiàn)產(chǎn)品分揀。
另外,經(jīng)烘干的軸承溫度較高,當(dāng)進(jìn)入測振工序后,該溫度下的軸承振動(dòng)值和常溫下的振動(dòng)值會(huì)有一個(gè)差值,這是一個(gè)系統(tǒng)誤差,因此在測振裝置的程序中需加一個(gè)補(bǔ)償值進(jìn)行修正。
4 激光打標(biāo)工序及涂油機(jī)設(shè)計(jì)
軸承經(jīng)過分揀后,優(yōu)品軸承進(jìn)入激光打標(biāo)機(jī)進(jìn)行打標(biāo)。激光打標(biāo)采用全自動(dòng)化的上料、定位、出料輸送鏈[3]。激光打標(biāo)機(jī)采用打標(biāo)范圍為280 mm×280 mm的聚焦鏡頭,外徑范圍在280 mm以內(nèi)的軸承需要打標(biāo)時(shí)不需轉(zhuǎn)動(dòng)便可將三等分字一次打完,可節(jié)約旋轉(zhuǎn)時(shí)間,提高生產(chǎn)效率,而且打字深度在0~3 mm可調(diào),字跡清晰,美觀大方。
經(jīng)過打標(biāo)后的軸承進(jìn)入涂油機(jī),涂油機(jī)采用霧化噴嘴涂油的方式。為防止防銹油溢出涂油機(jī),將涂油工序設(shè)計(jì)在一個(gè)封閉空間內(nèi)進(jìn)行。當(dāng)軸承進(jìn)入涂油機(jī)后,涂油機(jī)進(jìn)、出口的兩扇由氣缸控制的門便自動(dòng)關(guān)閉,等涂油完畢以后再打開。其中多余的油霧經(jīng)過涂油機(jī)內(nèi)的吸風(fēng)系統(tǒng)及時(shí)吸走,以防止防銹油外溢。
5 結(jié)束語
(1)采用自動(dòng)化控制技術(shù),裝配線整體自動(dòng)穩(wěn)定運(yùn)行,提高了生產(chǎn)效率,減輕了工人的勞動(dòng)強(qiáng)度。
(2)采用超聲兩側(cè)交錯(cuò)振動(dòng)清洗結(jié)合旋轉(zhuǎn)噴淋清洗的清洗方法,提高了軸承的清潔度。
(3)采用碳?xì)淝逑匆海煤娓煞椒涌炝溯S承的干燥速度,減少了軸承表面清洗液的殘留量。
(4)全自動(dòng)的三點(diǎn)雙面測振與分揀裝置,提高了生產(chǎn)效率,節(jié)省了大量的體力勞動(dòng)。
(5)先進(jìn)的激光打標(biāo)工藝,提高了打標(biāo)質(zhì)量,簡化了軸承的制造工藝。
