漸開線內(nèi)花鍵棒間距板式測量儀
2010-07-31 05:07:34石寶樞
軸承 2010年3期
關(guān)鍵詞:測量
石寶樞
(上海思博特軸承技術(shù)研發(fā)有限公司,上海 201411)
1 問題的提出
各種等速萬向節(jié)的很多零件均有漸開線內(nèi)花鍵齒廓。內(nèi)花鍵分度圓處弧齒槽寬是關(guān)系到內(nèi)、外花鍵是否合理、準確配合的至關(guān)重要的結(jié)構(gòu)主參數(shù)。由于該值系弧長,無法直接測量,經(jīng)一系列計算后,通常用相應的棒間距間接測量并保證。目前一般采用兩種方法進行棒間距的測量:(1)先將兩個相同直徑的量棒分別置入被測內(nèi)花鍵相應的兩齒槽內(nèi),然后將各種不同尺寸的標準塊規(guī)分別置入兩量棒間,逐步疊加或減少,多次試湊和調(diào)整,若恰好與兩量棒接觸,這些標準塊規(guī)之和即為該內(nèi)花鍵的棒間距。該方法雖然較精確,但效率太低,不適應批量生產(chǎn)的檢驗。(2)將兩相同直徑的量棒置入被測內(nèi)花鍵相應的齒槽,直接由游標卡尺測量兩量棒之間的距離,由于受人為因素的影響,對中性差,存在一定的測量誤差,重復性誤差亦很大,測量精度難以達到要求。
總之,上述兩種測量內(nèi)花鍵間距的方法均不理想,已成為該尺寸檢測的難點和內(nèi)花鍵質(zhì)量控制的瓶頸。鑒于此,設(shè)計了漸開線內(nèi)花鍵板式測量儀,現(xiàn)簡介如下。
2 測量儀的結(jié)構(gòu)
該測量儀的結(jié)構(gòu)非常簡單,如圖1所示,僅由測量凸板和測量凹板組成,兩測量板均為測量平面和導向斜面組合結(jié)構(gòu)。該測量儀由測量凸板斜面處的梯形導軌和測量凹板斜面處的燕尾槽裝配而成,可提高兩測量板的導向精度且支撐穩(wěn)定。

1—測量凸板;2—測量凹板圖1 內(nèi)花鍵棒間距板式測量儀
測量凸板的結(jié)構(gòu)形狀如圖2所示。帶有梯形導軌的斜面與測量平面的夾角為20°。由于梯形導軌的兩斜面均要磨削,所以,在兩斜面的根部均應設(shè)計一個如圖2中A-A旋轉(zhuǎn)放大圖所示的砂輪越程槽。
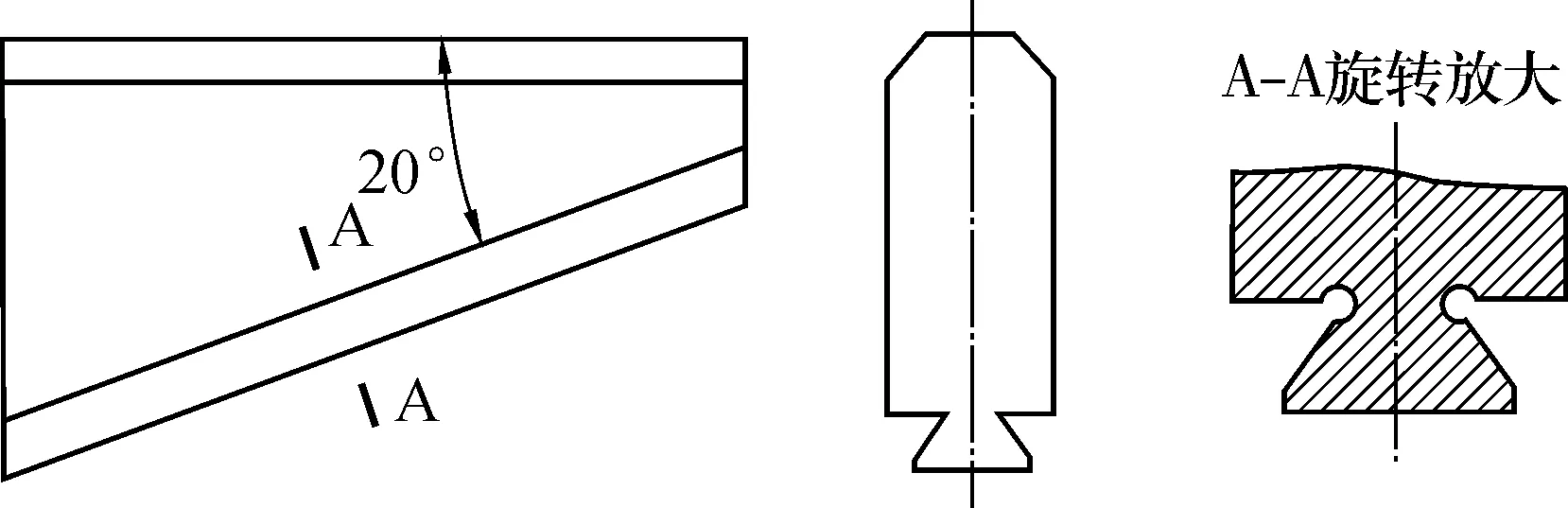
圖2 測量凸板的結(jié)構(gòu)
測量凹板的結(jié)構(gòu)形狀如圖3所示。帶有燕尾槽的斜面與測量平面的夾角亦為20°。由于燕尾槽的兩斜面亦均要磨削,同測量凸板一樣,在燕尾槽兩斜面的根部亦應設(shè)計一個如圖3中B-B旋轉(zhuǎn)放大圖所示的砂輪越程槽。
如圖2和圖3所示,測量凸板和測量凹板的測量平面處均設(shè)計兩對稱的較大尺寸(直邊長近似等于板厚的1/4)的45°倒角,以便測量儀可順利裝入被測工件的內(nèi)花鍵中。測量凸板斜面上的梯形導軌與測量凹板斜面上的燕尾槽配合,起導向和支撐作用。工作時,兩測量板相對運動,可隨時調(diào)整兩測量平面的距離,以實現(xiàn)不同規(guī)格和尺寸的內(nèi)花鍵工件相應棒間距的測量。

圖3 測量凹板的結(jié)構(gòu)
3 測量原理
該測量儀的測量原理亦非常簡單,即測量棒間距時,兩相同直徑的量棒必須平行。顯然,兩測量板無論如何運動和調(diào)整,要求兩相應測量平面亦始終保持平行。若兩直線平行,則內(nèi)錯角必相等。由于測量凸板和測量凹板用于導向的斜面與相應測量平面的夾角均為20°,根據(jù)此原理,無論測量板向何方向運動,只要行程在測量板長度范圍內(nèi),兩測量平面永遠保持平行,滿足了棒間距測量的基本要求,確保了測量的穩(wěn)定性和準確性。
4 使用方法
板式測量儀的使用方法如圖4所示。首先將兩個經(jīng)計算且直徑相同的量棒置入被測工件內(nèi)花鍵相應的兩齒槽內(nèi)(若為偶數(shù)齒,兩個量棒相對放置;若為奇數(shù)齒,應與偶數(shù)齒差一齒放置)。然后將板式測量儀放入兩量棒間,再相對移動兩測量板,以調(diào)整兩測量平面的距離。當移至兩測量平面均分別與兩量棒接觸(零間隙)時,用外徑千分尺或游標卡尺測量兩測量平面的距離并讀數(shù)。圖4所示的距離Mi即為所要測量的該產(chǎn)品漸開線內(nèi)花鍵的棒間距。

1—被測工件;2—量棒;3—測量儀圖4 內(nèi)花鍵棒間距的測量
5 結(jié)束語
經(jīng)實際使用表明,該板式測量儀結(jié)構(gòu)新穎、簡單、緊湊;使用方便快捷,測量準確、穩(wěn)定可靠。可廣泛應用于計量室內(nèi)花鍵樣件棒間距尺寸的鑒定和車間現(xiàn)場批量產(chǎn)品內(nèi)花鍵棒間距尺寸的檢驗。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00