
五軸龍門擺頭機床Cimatron后置處理的研究
2010-08-02 03:12:22尹冠群楊家榮
上海電氣技術 2010年2期
關鍵詞:設置
周 吉, 尹冠群, 楊家榮
(上海電氣集團股份有限公司中央研究院,上海200070)
無論是哪種CAM軟件,其主要用途都是要生成在機床上加工零件的刀具軌跡(簡稱刀軌)。一般而言,由于各種類型的機床在物理結構和控制系統方面可能不同,它們對NC程序中指令和格式的要求也可能不同,因此CAM軟件內部生成的刀軌數據必須經過處理才能適應每種機床及其控制系統的特定要求[1]。Cimatron軟件是目前國內應用較為廣泛的一款優秀的CAM軟件,對其后處理的研究有一定的實際意義。
數控機床是按數控程序進行加工的。在應用CAM軟件生成數控程序時,先要產生刀位文件,再通過后處理文件,將刀位文件編譯成數控程序,不同于手工編程[2]。刀位文件是反映刀具運動軌跡的文件,是CAM軟件按照編程員的加工工藝,在假定工件固定不動,而刀具運動的情況下,由軟件自動計算產生的。這樣做,是因為不同的數控機床采用的控制系統的指令是不同的,為使軟件能夠通用化,就先產生刀位文件,然后再根據具體的控制系統,用后置處理工具,產生專用的后處理文件,并通過它將刀位文件編譯成數控程序。不同的CAM軟件,后置處理軟件也不盡相同,本文以QLM305龍門五軸擺頭機床為例,介紹Cimatron軟件中后置處理軟件的使用方法,并給出了定制SE300數控系統專用后置處理文件的實例。
1 Cimatron兩種后置處理軟件 GPP和IMSPOST的功能特點
GPP(General Post Processor)是 Cimatron公司開發的后置處理工具,通過對demo.def和demo.exf模板后處理文件作適當修改,可以生成符合用戶需要的后處理文件,主要特點是修改完成后使用方便。目前該方法主要用于三軸以下機床的后處理。
Imspost是基于宏匯編的后處理程序編輯器,可支持各種CAD/CAM軟件生成的刀位文件的后置處理,并提供了多種后置處理文件庫,可支持更廣泛的數控機床。同時也提供了非常豐富的定制功能,可生成任意形式的后置處理文件,從而可更好地提供支持高速加工、多軸加工的后置處理。所有用戶需要的后處理程序都可以通過執行Imspost后生成[3]。在多數情況下,用戶只需在Imspost軟件的對話窗口和菜單項中編輯和定義宏參數,不必進行任何宏程序的編制就可以得到為機床定制的后處理文件。在IMSPOST中不但可以定制后處理文件,也能用定制后的后處理文件把刀位文件轉換成數控程序。如在Cimatron中將刀具軌跡生成apt文件(需要把apt.def和apt.dex文件放到Cimatron安裝目錄varpost中),然后在 Imspost主菜單中選擇 execute process,在Input欄中選擇要轉換apt文件,默認Output欄中的文件名,在Input type欄中選擇CIMAT RON類型,然后點擊Go,窗口就會顯示轉換進度。利用這個軟件工具,還可轉換如 CATIA,DELCAM,EUCLID,PTC,UNIGRAPHICS等其他CAM軟件產生的刀位文件,注意需要在Input type欄中選擇對應的類型。
2 QLM305龍門五軸擺頭機床結構
QLM305龍門五軸擺頭機床為定梁定柱五軸聯動龍門加工機床,由上海慶強數控機床有限公司聯合上海電氣中央研究院生產。它是一種工作臺固定,裝有AC銑頭的橫梁沿X向運動、滑板沿橫梁Y向運動、滑枕銑頭沿滑板Z向運動、銑頭擺動和回轉的五軸聯動數控龍門加工中心。五軸五聯動A,C軸雙擺頭,可完成空間任何方向的定軸加工和曲面連續擺軸加工,控制定位準確、安全,由于采用動梁式機床結構,再加上1.6 m×3 m的工作臺,所以機床可最大承載22.5 t的工件重量。可一次裝夾工件進行五軸聯動加工和任意空間方向的銑、樘、鉆等工序加工。控制系統自動化程序高,采用上海電氣中央研究院研制的SE305開放式數控系統,該數控系統具有開放性,用戶可以訂制人機操作界面,自行開發特殊的功能模塊,集成到數控系統中去,與專用數控系統相比,具有較高的性能價格比。QLM305龍門五軸擺頭機床結構如圖1所示,適用于航空航天、模具、船舶、汽車等需加工大中型復雜零件的制造領域。

圖1 QLM305龍門五軸擺頭機床
3 Cimatron后置處理的準備工作
在Cimatron軟件生成后置處理文件之前,必須知道機床各軸的空間位置、對應關系、行程范圍、相對距離等相關數據,這些數據都要進行嚴格的測量才能生成準確的后置處理文件。現針對QLM305龍門五軸擺頭機床,給出測量和得到所需數據的方法。
3.1 X,Y,Z,A,C軸的行程范圍
各軸的行程范圍一般在機床技術說明書中可以找到,若找不到說明書,可以通過移動機床各軸到軟限位或硬限位,從數控界面中得到。這些參數在設置后置處理中需要使用,如果行程設置得不正確,將會出現機床碰撞的危險,故這些參數的準確性尤為重要。
QLM305龍門五軸擺頭機床的各軸行程范圍見表1。

表1 五軸龍門擺頭機床各軸行程
3.2 X,Y,Z,A,C軸的回零點位置和最大進給速度
X,Y,Z,A,C軸的回零點位置和最大進給速度在機床技術說明書上可以找到,同時這些數據也可以在機床數控界面上找到。有些機床回零點位置可能不為0,需要準確記錄這些數據。
QLM305龍門五軸擺頭機床的數據見表2。

表2 五軸龍門擺頭機床各軸回零點位置和最大進給速度
3.3 A,C軸的測量
如果 A,C軸是從廠家購買的標準產品,則在技術說明書上會有這些技術參數,如果是非標產品那就要根據以下方法測量出 A,C軸的相關數據。
(1)A,C軸的運動形式。A,C軸的運動形式指軸的運動類型是直線運動還是旋轉運動,是數值大小代表運動方向還是正負號代表運動方向。
不同的機床和數控系統在定義A,C軸的運動形式時都有不同的定義方式,若在Cimatron后置處理中定義A,C軸的運動形式時出錯,就會產生程序錯亂。
QLM305龍門五軸擺頭機床 A,C軸都是旋轉軸,正負號代表方向。如數控指令G0 C45代表C軸向正方向轉到45°,數控指令G0 C-45代表C軸向負方向轉到 45°。
(2)A軸與C軸中心的偏差距離。在A軸與C軸制造和安裝過程中都會出現微小的誤差,導致 A軸中心和C軸中心不在同一直線上,而這些微小的誤差在五軸加工時也會導致加工精度的偏差,從而使整個零件報廢。Cimatron后置處理中就能補償這些誤差的參數,只要測量準確,生成的后置處理文件就能得到保證。
A軸與C軸中心的偏差距離的測量可以用一把φ 20的立銑刀,把A軸移動到0°,C軸也移動到0°,在一塊平板試件上加工一條直線,并停在平板試件的中間,再將C軸移動到180°,此時若 A軸與C軸中心的距離出現偏差,那么在平板試件上會產生2個相交的圓,通過測量這2個相交圓的距離就可以得到A軸與C軸中心的偏差距離。
經過測量QLM305龍門五軸擺頭機床A軸與C軸中心的偏差距離為0.8 mm。
3.4 A軸旋轉中心到刀具刀尖的測量
QLM305龍門五軸擺頭機床上加工的刀具為φ 20球頭刀,以此為例來講解如何測量和計算A軸旋轉中心到刀具刀尖的距離。
第1步,將裝有φ 20球頭刀的刀尖移至基準件的表面,如圖2所示,并記錄下當前點Z的坐標值,QLM305龍門五軸擺頭機床記錄的當前點坐標值為Z1=-876.394。
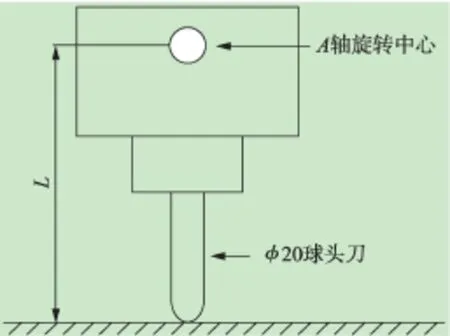
圖2 A軸中心到刀具刀尖的測量示意圖1
第2步,將 A軸旋轉90°,以球頭刀的側刃接觸基準件的表面,如圖3所示,并記錄下當前點Z的坐標值,QLM305龍門五軸擺頭機床記錄的當前點坐標值為Z2=-1450.769。
第3步,計算C軸中心到刀具刀尖的距離L=Z1-Z2+D/2

圖3 A軸中心到刀具刀尖的測量示意圖2
式中,L為A軸旋轉中心到刀具刀尖的距離;D為刀具直徑。
QLM305龍門五軸擺頭機床 A軸中心到刀具刀尖的距離L=-876.394-(-1 450.769)+(20/2)=584.375。
4 Cimatron后置處理設置
4.1 后置處理的定義
Cimatron刀具路徑生成后,會將刀具路徑輸出為刀具位置源文件。刀具位置源文件是一個包含標準刀具控制程序自動編制系統(Antomatically Programmed Tools,APT)命令的文本文件,不是數控程序,需要設法把刀具位置源文件轉換成指定數控機床能執行的數控程序,才能進行零件的數控加工,這種轉換過程稱為后置處理。
后置處理過程是對刀具位置源文件的解釋執行。對于五軸數控加工,后置處理算法與數控機床控制器類型、機床運動關系等因素有關。按照實際使用的數控機床的硬件布置和控制系統,通過后置處理程序,將刀具位置源文件轉化成NC代碼,就可以輸出到數控機床進行零件的加工。
4.2 Cimatron三軸后置處理與五軸后置處理的區別
從軸數上看,三軸機床為X,Y,Z 3根軸,五軸機床為X,Y,Z,C,A,五軸機床比三軸機床多2根軸。所以在五軸后置處理時要多比三軸后置處理多設置2根軸。從機械結構上看,三軸機床的X,Y,Z軸都是直線軸,五軸機床是X,Y,Z直線軸加上2根旋轉軸。所以五軸五軸后置處理時在設置機床部件和結構時要比三軸后置處理設置更為復雜。五軸后置處理需要計算和設置各根旋轉軸之間的距離、旋轉軸到刀尖的距離,而三軸后置不需要考慮這些。
4.3 QLM305龍門五軸擺頭機床后置處理設置
QLM305龍門五軸擺頭機床采用的是3直線軸加2旋轉軸的五軸機床,后置處理使用Cimatron自帶的IMSpost后置編譯器。利用IMSpost后處理可非常方便地設置相應的數控系統,IMSpost提供了如 Funuc,Siemens,Heidenhain和Mazak等數控系統的后處理程序,提供了宏程序功能,能處理絕大多數其他CAM軟件生成的刀位文件[4-5]。用戶也可開發適合自己數控系統的后置處理程序。
后置處理的構建是NC程序能否正確運行的關鍵,五軸后置處理的關鍵是如何正確設置機床模型的各項參數,現根據QLM305龍門五軸擺頭機床進行設置。
(1)機床類型選擇。Cimatron后置處理中提供了三軸至五軸各種機床的機床模型,五軸機床主要有雙轉臺五軸、雙擺頭五軸、轉臺加擺頭五軸3種形式的機床。根據QLM305龍門五軸擺頭機床的結構形式選擇雙擺頭五軸機床模型,如圖4所示。
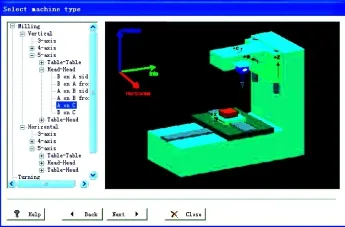
圖4 機床類型選擇
(2)機床限位設置。每個數控機床都有行程限制,五軸數控機床也不例外,在Cimatron后置處理中 Machine travel limits設置QLM305龍門五軸擺頭機床的行程范圍,數據設置按照表1填寫。
(3)機床軸設置。軸設置包括軸類型、軸方向、正負號代表運動方向、最大進給速度等,QLM305龍門五軸擺頭機床按照表2和 A,C軸的運動形式設置。圖5為C軸的軸設置。
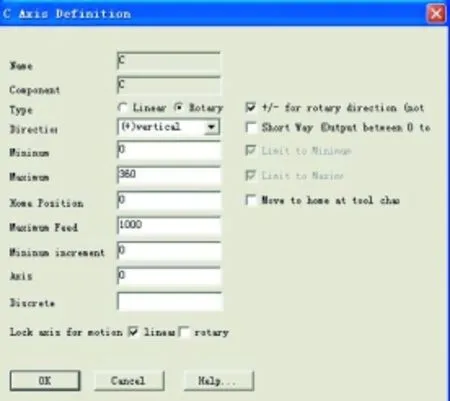
圖5 C軸設置
(4)機床參考點設置。如圖6所示,包括 A軸與C軸中心的偏差距離和A軸旋轉中心到刀具刀尖的距離,這2個參數設置是五軸后置處理中的重中之重,因為若這2個值偏差一點,體現在五軸數控加工時的偏差將會出現幾何倍數的增長。
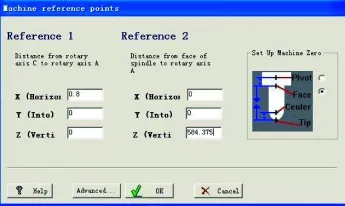
圖6 機床參考點設置
5 Cimatron后置驗證
刀路加工軌跡是否正確,可以用Cimatron高級仿真來驗證。而Cimatron后置處理文件的正確性,則要依靠其他數控加工仿真軟件來檢驗。如Vericut數控加工仿真軟件。Vericut采用了先進的三維顯示及虛擬現實技術,對數控加工過程的模擬度達到了極其逼真的程度,可以同時進行刀具軌跡和機床運動仿真[6]。
五軸零件在Cimatron軟件中生成刀路加工軌跡,軌跡確認無誤后,采用Cimatron后置處理軟件生成的后置處理庫文件對刀路加工軌跡進行后置處理,后置處理形成數控系統可識別的NC代碼程序。
采用Vericut數控加工仿真軟件對Cimatron軟件生成的NC代碼程序進行加工仿真,設置同實際機床同樣結構、行程的機床模型,配置加工所需的刀具,導入待加工五軸零件毛坯和NC代碼程序。運行NC代碼程序,查看機床仿真加工過程,通過加工效果、干涉碰撞等檢查,驗證加工程序的正確性和刀路軌跡的合理性[7]。如果加工效果和要求的一樣,那么后置處理是正確的,否則還要進一步修改。圖7為龍門五軸擺頭機床葉片仿真加工。

圖7 龍門五軸擺頭機床葉片仿真加工
6 結 語
Cimatron軟件為用戶提供了功能強大的通用CAD/CAM系統,但目前用戶對其后置處理程序的使用比較陌生,特別是五軸聯動后置處理方面,用戶在使用軟件時由于不了解情況,沒有對后處理文件進行適當修改,導致不能生成符合要求的NC程序,在進行手工修改時,如果沒有全部更正,很可能造成事故。用本文介紹的方法生成后置處理文件,經實際操作使用驗證,完全符合要求,希望對有關人員有所啟發。
[1] 唐立山.CAM后置處理研究[J].航空精密制造技術,2006,42(3):60-62.
[2] 唐 林.數控加工的后置處理技術[J].新技術新工藝,2008(7):24-25.
[3] 趙敏穎.淺談Cimatron E的二次開發[J].模具制造,2007(6):78-80.
[4] 余紅華,呂 強,陳偉鋒.Cimatron軟件的后置處理程序及應用[J].CAD/CAM與制造業信息化,2005(11):82-84.
[5] 楊軼峰,郝永剛,李 剛.基于 CIMAT RON的五軸3+2定位加工實踐[J].新技術新工藝,2009(4):63-65.
[6] 李云龍,曹 巖.數控機床加工仿真系統 VERICU T[M].西安:西安交通大學出版社,2005:1-2.
[7] 鄧維鑫,周 奎,司徒渝,等.基于VERICU T的水輪機葉片五軸聯動數控加工仿真技術研究[J].機械,2009(7):28-30.
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
