船用不銹鋼管道焊接技術(shù)研究
2010-08-10 02:56:16祝樂王鎖英
船電技術(shù) 2010年9期
關(guān)鍵詞:焊縫
祝樂 王鎖英
(中國船舶重工集團公司七一二研究所,武漢 430064)
1 引言
船上不銹鋼管道輸送的介質(zhì)為水(淡水或純水)、油等,如果管道在安裝過程中,管內(nèi)焊縫有毛刺、凹坑、焊縫過高等缺陷,會導(dǎo)致管路流阻增大,水、油等在管內(nèi)積留,影響系統(tǒng)的冷卻效果或系統(tǒng)性能,所以對該種管道的焊縫成型要求特別高,要求雙面成型,不允許咬邊和未焊透。焊縫高度0~1 mm,坑深度不超過0.3 mm,尤其是管內(nèi)焊縫必須成型均勻,光滑無毛刺,焊縫高度均勻0~0.3 mm。針對此情況,對船用不銹鋼管道的焊接,反復(fù)研究、試驗、總結(jié)焊接技術(shù)數(shù)據(jù),改進和提高焊接技術(shù),保證了工程安裝質(zhì)量要求。
2 焊接設(shè)備選擇
在船上應(yīng)盡量選擇管壁薄、強度高的不銹鋼管道。一般艙室中不銹鋼管壁薄2~3 mm,焊接熔淺,焊縫要求雙面成型,管口不被氧化等條件,選擇直流鎢極氬弧焊機(正接法),它具有以下特點,能滿足船用不銹鋼管道焊接的要求:

圖1 船用不銹鋼管道
(1)鎢極因發(fā)熱量小,不易過熱,同樣大小直徑的鎢極可以采用較大的電流,工件發(fā)熱量大,生產(chǎn)率高,而且由于鎢極為陰極,熱電子發(fā)射力強,電弧穩(wěn)定而集中。
(2)氬氣有效地隔絕周圍空氣,鎢極不發(fā)生反應(yīng),鎢極氬弧焊中電弧還有自動清除工件表面氧化的作用。
(3)鎢極電弧穩(wěn)定,即在很小的焊接電流下仍可穩(wěn)定燃燒一特別適用于薄壁管的焊接。
(4)熱源和填充焊絲可分別控制,因而熱輸入易調(diào)節(jié)。可進行各種位置的焊接,也是實現(xiàn)單面焊雙面成型的理想方法。
(5)由于填充焊絲不通過電弧,故不會產(chǎn)生飛濺,焊縫成形美觀。
3 焊接方法的選擇
焊接方法的選擇,應(yīng)根據(jù)被焊工件的材質(zhì)和質(zhì)量要求等情況來決定。船用不銹鋼管道主要是薄壁小口徑不銹鋼管道,焊縫要求雙面成型,光滑無毛刺。按這種要求,選擇管內(nèi)充氬氣手工鎢極氬弧焊。選用的依據(jù)主要是氬氣是惰性氣體,在焊接中被焊金屬和焊絲的合金元素不易被燒損,焊縫成型美觀、光滑、無毛刺、質(zhì)量好,同時還減少了清渣和酸純化等工序,焊速快,工效高,能滿足工程質(zhì)量和工期要求。
4 焊接工藝要求
4.1 氣體保護效果
氬弧焊的保護氣體氬氣是柔性的,極易受到外界因素擾動而遭破壞,為得到良好的保護效果,應(yīng)注意以下幾個因素:
(1)氣體的流量
從理論上看,氣體的流量越大,保護層抵抗空氣影響能力愈強。但是在實踐中發(fā)現(xiàn),當(dāng)氣體流量過大時,保護層會產(chǎn)生不規(guī)則的流動,反而使空氣卷入,降低保護效果,影響焊縫質(zhì)量同時也浪費氣體。所以在焊接時必須根據(jù)實際情況選擇氣體的流量(見表1)。
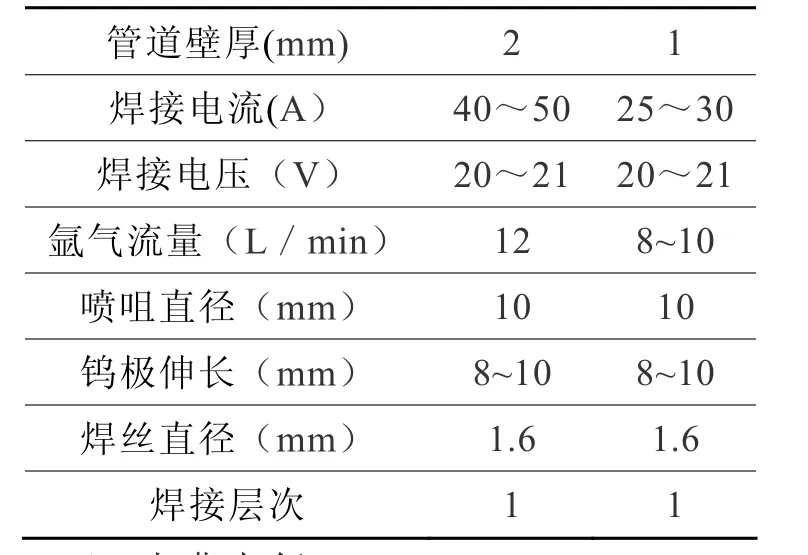
表1 噴嘴直徑與管道的厚度關(guān)系表
(2)噴嘴直徑
噴嘴直徑與氣體流量的大小成正比,噴嘴直徑增大,氣體流量同時增大,這時被保護區(qū)也必然增大,保護效果愈好。但是噴嘴過大時,會防礙某些位置的焊接,或會防礙焊工視線,而影響焊接效果,影響質(zhì)量。此外,氨氣消耗量增大,會增加工程成本,故噴嘴直徑應(yīng)根據(jù)管道的厚薄程度來確定(見表1)。
(3)噴嘴到工件的距離
一般認(rèn)為,距離越遠,保護效果越差,反之則越好。但實踐證明,噴嘴至工件之間的距離只能根據(jù)鎢棒的伸出長度來確定,經(jīng)試驗采用鎢極伸出長度為8~10 mm,這時噴嘴到工件的距離為l0~13 mm。以薄壁小口徑不銹鋼管道為例,這種方法可獲得較窄的焊縫,且表面光滑,根部焊透,也不出現(xiàn)凸凹現(xiàn)象,雙面成型效果好。
(4)焊接速度和外界氣流
氬弧焊時, 由于焊炬本身移動速度大而快,如遇到正氣流侵襲,保護氣體就可能偏離被保護融池,保護效果就會顯著變差。盡量避免在室外操作,如確需在室外操作時。應(yīng)采用擋風(fēng)裝置,同時要注意控制一定的焊速。
(5)管內(nèi)充氬氣保護
管內(nèi)充氬氣保護,在引弧前10~20 s,啟動開關(guān)送氣閥,將管內(nèi)的空氣排除,并調(diào)節(jié)流量表所需的流量。對小管道可采用滿充,對大口徑管道采取局部充氬,以減少氬氣用量(見表1)。
4.2 鎢極直徑
鎢極直徑根據(jù)管壁厚薄程度選擇,管壁越厚所需電池越大,鎢極直徑應(yīng)增大,反之則小。確定直徑的鎢極具有一定的極限電流,如果焊接電流超過鎢極可能承受的極限電流,鎢極就要強烈發(fā)熱,甚至融化蒸發(fā),引起弧不穩(wěn),焊縫夾鎢。船用不銹鋼管道焊接中選擇鎢極直徑為1.6 mm。
4.3 焊接電源種類與極性
鎢極氬弧焊電源分交、直流兩種,極性分正接法和反接法兩種。選擇時,主要取決于被焊工件的材質(zhì)。對船用不銹鋼管道的焊接。應(yīng)選擇直流電源,正接法(工件正接)。所以陰極斑點在鎢極上比較穩(wěn)定,電子發(fā)射力強,電弧穩(wěn)定,可采用較大的許可電流,而鎢極燒損少,焊接質(zhì)量有保證。
4.4 焊接規(guī)范的選擇
焊接規(guī)范是否合理。直接影響焊接質(zhì)量,由以上幾點理論分析船用不銹鋼管道焊接的實際經(jīng)驗及數(shù)據(jù),將其選擇的焊接規(guī)范列于表1。
4.5 焊接引弧及熄弧
提前10~20 s啟動開關(guān)充氬氣,以排除管內(nèi)的空氣,并調(diào)節(jié)流量計到所需的氣流量,然后方可引弧進行焊接。在管道焊接時,焊把的角度根據(jù)焊接位置的不同而作相應(yīng)的改變,對管件進行點焊固定,一般不加填充金屬,由工件自熔,一般先點兩點各為20°,第三點是仰焊處為弧點,起弧時焊把與工件的角度為90°,根據(jù)被焊接管道的大小逐步改變角度。在焊接過程中,焊把不能橫向擺動,在每一焊道或轉(zhuǎn)角需熄弧時,關(guān)閉開關(guān)后不能立即抬起焊把,應(yīng)停留5~10 s,待弧坑冷卻到一定溫度后才能抬起焊把,否則該處會發(fā)黑,焊縫表面會氧化。
5 管及管件法蘭焊接
(1)管對接。管組對時,內(nèi)壁內(nèi)齊,對口間隙0~0.1 mm。為保證組對尺寸,防止焊接變形和錯位,影響焊接的正常進行和焊縫成形。大都進行了定位焊。定位焊點的間距根據(jù)被焊材料的牌號、厚度、接頭型式而定,如圖2所示。不銹鋼由于比低碳鋼的線膨脹系數(shù)大,焊接變形大,故點焊應(yīng)小。對較薄的易變形的焊件,間距也應(yīng)小,對鋼性較大和裂紋傾向大的焊件,為避免焊點開裂,應(yīng)采用長焊點,并縮短定位焊點尺寸。定位焊應(yīng)保證完全焊透和連接可靠,焊點應(yīng)低平,并不宜過長、過寬、過高,以免影響焊接正常進行和焊縫成型,為避免定位焊點氧化,點焊時應(yīng)使氬氣在點焊處停留到焊點凝固不受氧化為止。如發(fā)現(xiàn)點焊開裂,應(yīng)及時處理,防止缺陷留在焊縫內(nèi),影響焊接質(zhì)量。
焊接時,由于不銹鋼和氧的親和力很大,管內(nèi)側(cè)必須充氬氣保護,以保證內(nèi)壁成型焊縫不受氧化,并防止熔焊金屬過燒產(chǎn)生焊接缺陷對管徑小的管道,一般情況下,采用分段組裝焊接,少量的中間焊口用可溶紙把所焊管口兩側(cè)堵住(距焊口200~300 mm),在水壓試驗時,可溶紙自行溶化。
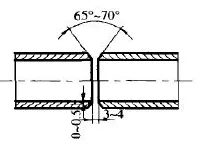
圖2 管對接示意圖
對于不同管徑不銹鋼管道的焊接,分段焊接的順序如圖3所示。

圖3 不同管徑分段焊接示意圖
(2)厚薄管對接。厚度不等的不銹鋼管對接,出現(xiàn)在設(shè)備管頭壁厚,配裝的管道壁簿,船用不銹鋼管道大部分2 mm厚,部分設(shè)備管道5~6 mm厚,管壁厚度差3~4 mm厚,無法按規(guī)定的要求處理,如不處理。會出現(xiàn)未焊透,焊瘤或無法焊接等問題,主要原因是焊接時薄壁管已熔化,而厚壁仍未達到熔點溫度。為避免問題的出現(xiàn),必須將厚壁管磨成45° 坡口,薄管加成20° 坡口,這樣,焊后就完全能滿足質(zhì)量要求。
(3)三叉管的焊接。三叉管焊口焊接的關(guān)鍵:下料要準(zhǔn)確;裝配要合理,坡口要合理加工,否則就不能滿足要求。下料時,開孔的孔徑應(yīng)與連接管的內(nèi)徑相等,然后開坡口,連接管同樣必須做坡口加工。加工后進行裝配點焊時,應(yīng)由技術(shù)較好的焊工進行,每焊一個三叉口的l/4,有四次角度變化,每次送絲速度都不同,在二管夾角為90° 處為關(guān)鍵部位,這里的焊速應(yīng)較慢。才能焊透,然后相應(yīng)加快焊速,把與工件夾角保持7 ~80° 之問。焊后內(nèi)部光滑平整,符舍質(zhì)量要求。
(4)法蘭翻邊焊接。均采用活套法蘭形式連接,翻邊與管子焊接,焊接時,點焊兩點180°,找出翻邊與管道同心后,方可點焊其他固定點,焊接的具體方法與管子焊接相同。
6 焊后的表面處理
不銹鋼管焊接后,焊縫及焊縫周圍有氧化及焊斑,需要進行處理。使用不銹鋼刷或其它不銹鋼工具,將焊接處的焊屑除去,刷凈,然后采用以下方法將焊縫或焊縫周圍的斑潰除去。仔細(xì)地清除焊縫逢圍的焊屑,然后用刷子涂上除斑劑,除斑劑配比如下:
酸洗液配比:鹽酸(比重1.19)20 ml、水100 ml、硝酸(比重 1.42)30 ml
鈍化液配比:硝酸(比重1.42)5%、重銘酸鉀2%,其余為水。
涂上去斑劑后,滯留10 min,然后用強水流沖洗,再用鈍化液鈍化,去斑劑中加適量的硅藻土制成膏狀,便于垂直表面或水平管下部焊縫的處理。由于去斑劑是危險品,具有很強腐蝕性,因此,使用過程中要帶防腐手套及防護眼鏡。
7 結(jié)論
對于船用不銹鋼管道現(xiàn)場安裝,采用管內(nèi)充氬手工鎢極氬弧焊的焊接工藝,并根據(jù)管道壁厚合理選擇焊接參數(shù),如噴嘴直徑、氬氣流量,鎢絲長度等,能夠獲得高質(zhì)量的焊接接頭。焊縫雙面成形,過渡均勻、光滑,無毛刺,能滿足生產(chǎn)工藝要求。
:
[1]張鵬程. 鈹/HR-1不銹鋼擴散焊和釬焊及其界面特性研究[D]. [s.l]中國工程物理研究生部. 2003年
[2]李志新. P91鋼焊接工藝研究[D]. 吉林: 吉林大學(xué).2007年
[3]方文鵬 杜曉偉 陳勇 鎢極氬弧焊工藝參數(shù)的選擇和焊縫缺陷的預(yù)防[J]. 電焊機, 2006, (6).
[4]Cortes and V. Vapnik. Support vector machines for classification and regression[R]. University of Southampton, 1998
[5]LACAS W. Microcomputer system, software and expert system for welding engineering [J]. Welding Journal, 1999, 78(4):60-63.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07